高硒氰化银泥综合回收试验研究与应用
2022-07-15王卫亭张晓军李元鑫孙晓丰张少良余建民
王卫亭 张晓军 李元鑫 孙晓丰 张少良 余建民
摘要:针对高硒氰化银泥的特点,采用控电氯化法对其进行预处理,并采用多羟基醛还原浸出渣中氯化银。结果表明:控电氯化工艺最佳条件为氰化银泥与硫酸质量比5∶3,氰化银泥与氯化钠质量比5∶1,液固比3∶1,加入NaClO 3控制氯化反应终电位为750 mV;浸出渣多羟基醛还原银工艺条件为氯化银与多羟基醛质量比4∶1,氯化银与碱质量比5∶3,液固比6∶1。在最佳条件下,试生产银直收率达到99 %,粗银中银品位达到99 %,指标较好。
关键词:氰化银泥;高硒;控电氯化;多羟基醛;还原
中图分类号:TF831 文章编号:1001-1277(2022)06-0073-04
文献标志码:Adoi:10.11792/hj20220616
引 言
氰化银泥常因贵液成分、工艺条件的不同而变化较大,即使同一矿山,亦会因工艺条件波动等造成其在不同生产时期而发生变化[1-3],氰化银泥中银、金及贱金属硒、铜、铅、锌的成分变化较大,一般情况下全泥氰化银泥银品位较低,银精矿氰化银泥银品位较高[4-7]。有关氰化银泥处理工艺的研究很多,主要包括预处理方法和金银提取方法两大类[8-10]。其中,预处理方法主要是脱除氰化银泥中的杂质并富集贵金属,主要有酸溶解法、控电氯化法、焙烧法、熔炼法等;金银提取方法有电解法、溶解还原法等。
国内某黄金公司处理的国外银矿原料含硒2 000×10-6,处理该原料时得到的氰化银泥含硒较高,在国内比较罕见。该公司采用火法工艺处理该高硒氰化银泥,但生产中作业周期长、作业环境恶劣、直收率低等,且生产过程会产生含金银高、回收困难的冶炼渣。鉴于此,前期进行了探索研究,针对高硒氰化银泥氯化除杂后的氯化渣,分别进行了氨浸出-水合肼还原、亚硫酸钠浸出-甲醛还原试验,发现氨浸出-水合肼还原反应虽然较快,但由于氨水会导致操作环境恶劣,不适于长时间使用;亚硫酸钠浸出-甲醛还原具有可多次循环的优点,但由于在循环过程中可溶性盐不断积累,导致在冬季结晶严重,也不适用于高硒氰化银泥氯化渣的处理。本文采用控电氯化法对高硒氰化银泥进行预处理,使硒、铜、铅、锌等大量杂质与银、金分离,并对浸出渣中主要以氯化银形式存在的银采用多羟基醛还原得到高纯度银,取得了较好效果,为类似氰化银泥的处理提供参考。
1 试验原料与工艺流程
1.1 试验原料
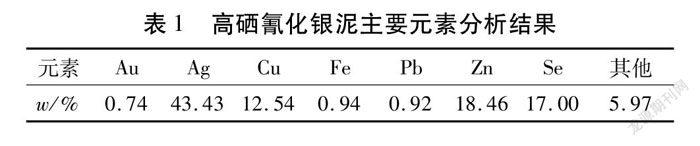
国内某黄金公司高硒氰化银泥主要元素分析结果见表1。
由表1可知:該氰化银泥除含银43.43 %、金0.74 %外,还含有大量的硒、锌、铜,对银、金的提取产生不利影响。
1.2 工艺流程
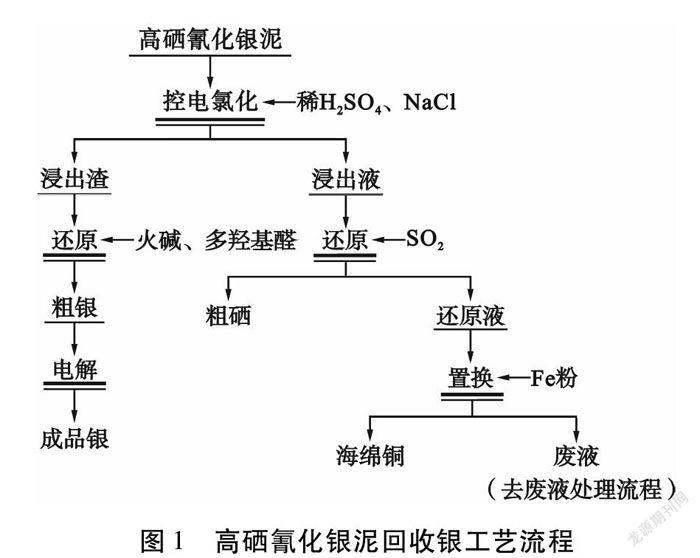
根据高硒氰化银泥的特点,采用控电氯化法对其进行预处理,使金、银与杂质分离,再对浸出液分步采用SO 2与Fe粉还原,得到粗硒与海绵铜;粗硒经过碱浸还原进行金、硒分离,得到金与粗硒产品;然后对浸出渣中主要以氯化银形式存在的银采用多羟基醛还原得到粗银,再经电解得到高纯度成品银。采用多羟基醛作为还原剂,由于烃基上连接多个羟基,羟基与碳原子的连接不稳定,在还原时可以快速将氯化银还原。高硒氰化银泥回收银工艺流程见图1。
2 结果与讨论
2.1 氯化浸出
2.1.1 电 位
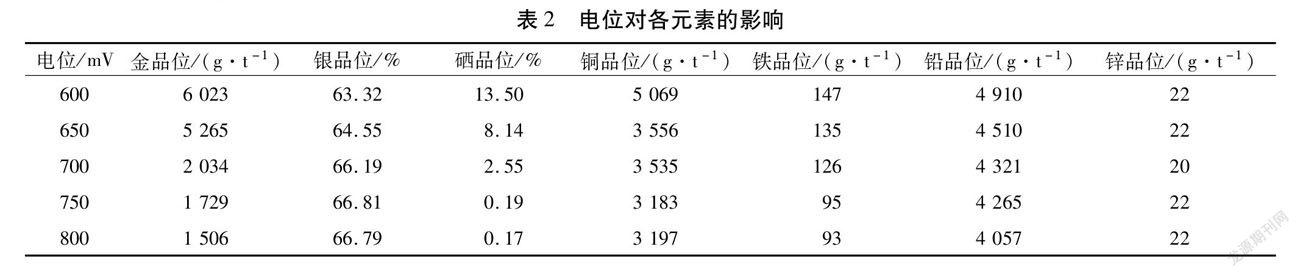
每次取样500 g(干质量),液固比3∶1,硫酸用量
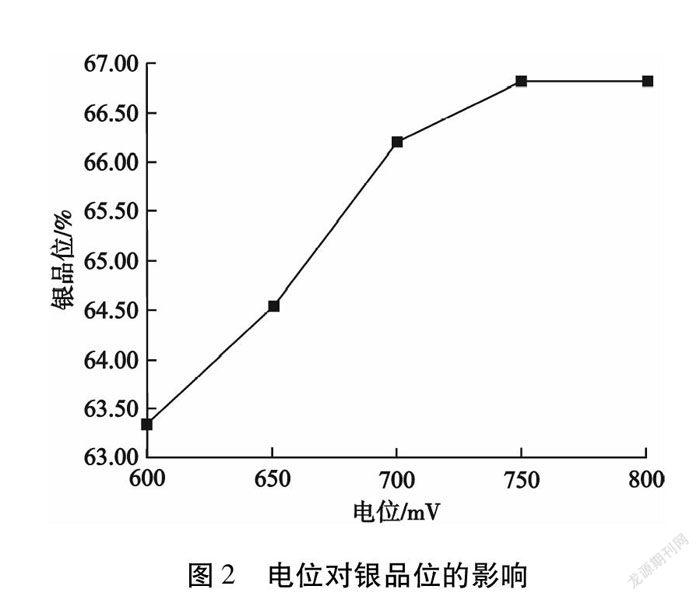
600 g,氯化钠用量200 g,反应温度80 ℃,加入NaClO 3溶液控制氯化反应电位分别在600 mV、650 mV、700 mV、750 mV、800 mV,反应结束后过滤,取样分析,结果见表2、图2。
由表2、图2可知:当电位在750 mV时,银品位为66.81 %,锌、铁去除率均达到99 %;继续提高氯化反应电位,银品位有降低趋势。综合考虑经济效益,确定氯化反应电位为750 mV。
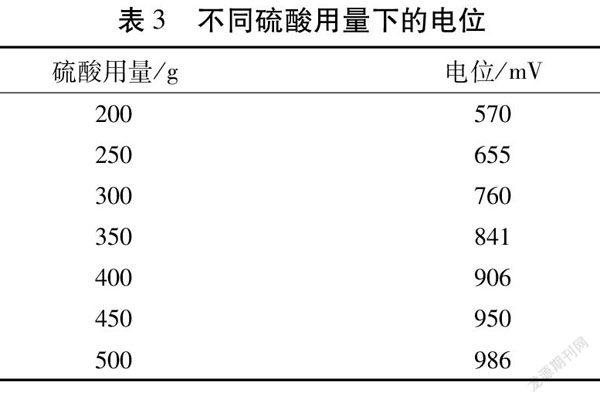
2.1.2 硫酸用量
每次取样500 g(干质量),液固比3∶1,氯化钠用量200 g,反应温度80 ℃,改变硫酸用量,分别测定所能达到的电位,结果见表3。
由表3可知:氯化反应电位在一定范围内随着硫酸用量的增加而升高;当硫酸用量为300 g时,电位为760 mV,故确定硫酸用量为300 g,即氰化银泥与硫酸质量比为5∶3。
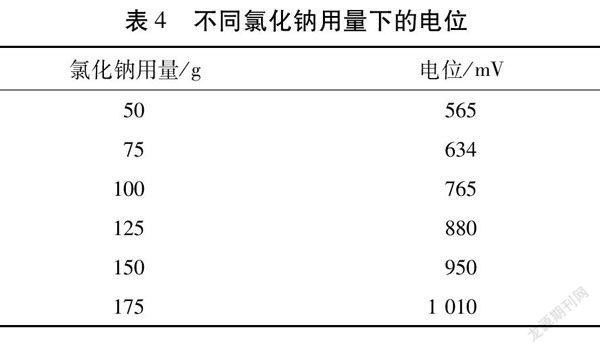
2.1.3 氯化钠用量
每次取样500 g (干质量),液固比3∶1,硫酸用量300 g,反应温度80 ℃,氯化钠用量分别为50 g、75 g、100 g、125 g、150 g、175 g,分别测定所能达到的电位,结果见表4。
由表4可知:当氯化钠用量不足100 g时,氯化反应电位无法达到700 mV;当氯化钠用量达到100 g时,电位可达到765 mV。考虑到工业生产的实际情况,将氯化钠用量确定为100 g,即氰化银泥与氯化钠质量比为5∶1。
因此,控电氯化法最佳条件为:液固比3∶1,氰化银泥与硫酸质量比5∶3,氰化银泥与氯化钠质量比5∶1,加入NaClO 3溶液控制氯化反应终电位为750 mV。
2.2 多羟基醛还原银
针对氯化浸出得到的氯化银,利用多羟基醛分子中醛基还原性的特点进行深度还原,得到纯度较高的单质银。
2.2.1 多羟基醛用量
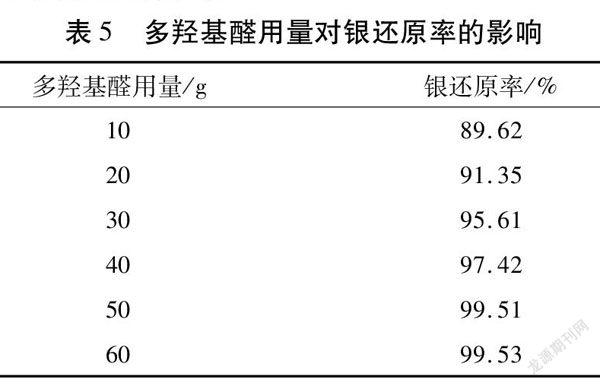
在氯化银质量200 g,液固比4∶1,碱用量120 g的条件下,分别加入多羟基醛10 g、20 g、30 g、40 g、50 g、60 g,反应温度30 ℃,反应结束后过滤,测定银还原率,结果见表5。
由表5可知:银还原率随着多羟基醛用量的增加而提高;当其用量增加到60 g时,银还原率虽有提高,但提高趋势并不明显。考虑生产实际,确定多羟基醛用量为50 g,即氯化银与多羟基醛质量比4∶1。
2.2.2 碱用量
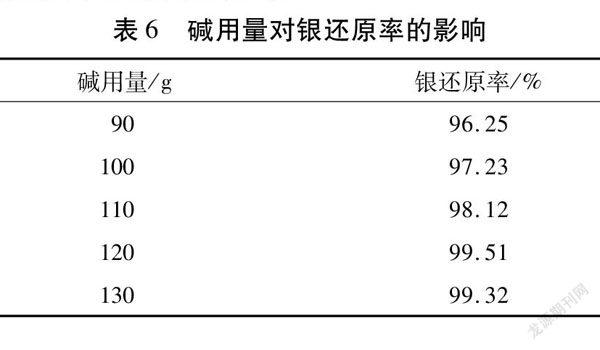
在氯化银质量200 g,液固比4∶1,多羟基醛用量50 g,反应温度30 ℃的条件下,分别加入碱(火碱)90 g、100 g、110 g、120 g、130 g,反应结束后过滤,测定银还原率,结果见表6。
由表6可知:银还原率随着碱用量的增加而提高;当其用量增加到120 g时,银还原率达到99.51 %,随后出现降低趋势。综合考虑,确定碱用量为120 g,即氯化银与碱质量比为5∶3。
2.2.3 液固比
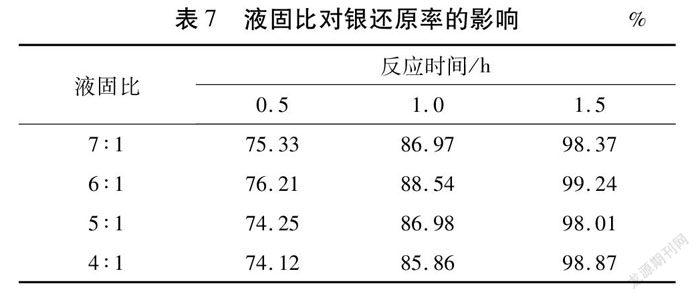
在氯化银质量200 g,碱用量120 g,多羟基醛用量50 g,反应温度30 ℃的条件下,控制不同液固比,反应结束后过滤,测定银还原率,结果见表7。
由表7可知:液固比为6∶1时银还原率最高,最有利于反应进行。
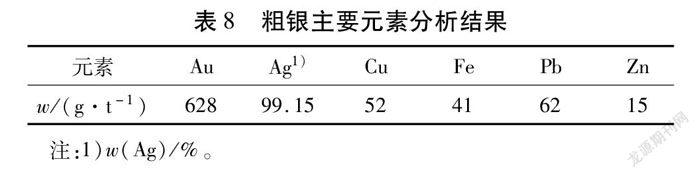
试验对所得粗银进行取样分析,结果见表8。
由表8可知:粗银中银品位较高,可达到99.15 %,使后续粗银提纯难度大大降低。
2.3 试生产
综上所述,高硒氰化银泥回收银的最佳工艺条件为:控电氯化,氰化银泥与硫酸质量比5∶3,氰化银泥与氯化钠质量比5∶1,液固比3∶1,加入NaClO 3溶液控制氯化反应终电位为750 mV;对浸出液分步采用SO 2与Fe粉还原,得到粗硒与海绵铜,粗硒经过碱浸还原进行金、硒分离,得到金与粗硒产品;氯化银用多羟基醛深度还原得到高纯度粗银,氯化银与多羟基醛质量比4∶1,氯化银与碱质量比5∶3,液固比6∶1。试生产共处理高硒氰化银泥干质量约150 t,回收银约65 t,锌、铁去除率均达到99 %,银直收率达到99 %,粗银中银品位达到99 %;生产环境相较于原火法工艺得到了大幅改善,提高了生产效率,且不会产生含金银高、回收困难的冶炼渣,试生产指标正常,符合预期。投产运行后,年新增利润(包括工艺成本及节省利息)230余万元,经济、环境、社会效益显著。
3 结 论
1)国内某黄金公司高硒氰化银泥中含银43.43 %、硒17.00 %。将控电氯化技术应用于该氰化银泥的预处理,解决了原火法工艺作业周期长、作业环境恶劣、直收率低等问题,特别是生产过程中不再产生含金银高、回收困难的冶炼渣,以及解决了金属积压及再冶炼的高成本问题。
2)控电氯化、多羟基醛还原提高了冶炼工艺对氰化银泥的适应性,对不同品位氰化银泥均可处理,工艺操作简单、作业周期短、生产条件要求低,且提高了生产效率,降低了生产成本,能够综合回收铜、硒等有价元素。此外,在改善操作环境的同时,银直收率大幅提高,粗银纯度达到99 %,且锌、铁去除率均达到99 %。投产运行后,年新增利润230余万元,经济、环境、社会效益显著。
[参 考 文 献]
[1] 胡宪.从含高铜铅氰化金泥中提取金、银、铜、铅全湿法工艺[J].黄金,2011,32(7):56-58.
[2] 夏光祥,石伟,方兆珩.铜阳极泥全湿法处理工艺研究[J].有色金属(冶炼部分),2002(1):29-33.
[3] 靳宝贞.金(银)泥湿法冶炼工艺研究[J].世界有色金属,2019(24):168-169.
[4] 薛光,于永江.湿法从氰化金泥中提取金、银、铜、铅工艺试验研究[J].黄金,2005,26(2):43-44.
[5] EISELE J A,杨伯和.用湿法冶金方法从矿石中提取金和銀[J].湿法冶金,1985,14(3):34-38.
[6] 李雪娇.铜阳极泥中硒浸出理论及新工艺研究[D].沈阳:东北大学,2017.
[7] 李学强,徐忠敏,翁占平,等.一种金银泥的全湿法冶炼工艺:201605911619.3[P].2016-11-16.
[8] 亓传铎,牌洪坤,杨守斌,等.从冶炼铜渣中进一步提取金银的湿法工艺研究[J].黄金科学技术,2012,20(5):88-91.
[9] 修国林,谢敏雄,王夕亭,等.非标准粗金粉快速湿法精炼方法:20111024818.6[P].2011-12-14.
[10] 黄怀国.湿法冶金中的电化学[J].黄金科学技术,2003,11(2):8-14.
Experimental study on comprehensive recovery
of cyanidation silver slime with high selenium and its application
Wang Weiting,Zhang Xiaojun,Li Yuanxin,Sun Xiaofeng,Zhang Shaoliang,Yu Jianmin
(Shandong Jinchuang Gold and Silver Smelting Co.,Ltd.)
Abstract:According to the characteristics of cyanidation silver slime with high selenium,the silver slime was pretreated by controlled electrochlorination,and the silver chloride in the leaching residue was reduced by polyhydroxyaldehyde.The results show that the optimum conditions of controlled electrochlorination process are as follows:the mass ratio of cyanidation silver slime to sulfuric acid is 5∶3,the mass ratio of cyanidation silver slime to sodium chloride is 5∶1,the liquid-solid ratio is 3∶1,and the final potential of chlorination reaction is 750 mV by adding NaClO 3;the technological conditions of silver reduction by polyhydroxyaldehyde from leaching residue are as follows:the mass ratio of silver chloride to polyhydroxyaldehyde is 4∶1,the mass ratio of silver chloride to alkali is 5∶3,and the liquid-solid ratio is 6∶1.Under the optimum conditions,the direct yield of silver is 99 %,the grade of silver in crude silver is 99 %,and the index is good.
Keywords:cyanidation silver slime;high selenium;controlled electrochlorination;polyhydroxyaldehyde;reduction
收稿日期:2021-12-07; 修回日期:2022-04-13
作者简介:王卫亭(1964—),男,山东招远人,高级工程师,硕士,从事贵金属化学冶金工作;山东省烟台市蓬莱区大柳行镇,山东金创金银冶炼有限公司,265615;E-mail:wangweiting63@163.com通信作者,E-mail:jianminyu1961@126.com