转鼓真空过滤机主轴在线修复技术应用
2022-07-14何勇
何 勇
(中国石油大庆炼化公司检维修中心,黑龙江大庆 163411)
0 引言
转鼓过滤机作为酮苯脱油脱蜡装置的关键设备,其运行状态好坏,将直接影响到石蜡和润滑油基础油的收率和质量[1-2]。过滤机分配头侧的主轴和轴瓦常因震动、润滑不良、日常维护保养缺失等原因,出现不同程度的磨损乃至开裂的现象。由于该类设备体积大且装配精度要求较高,在整个拆除和装运过程中需要繁琐的吊装程序和极大的工作量,耗费人力物力的同时还存在很大的安全风险因素。因此,转鼓真空过滤机主轴维修一直是困扰石油化工企业生产的难题[3]。
某公司酮苯装置共有转鼓真空过滤机16台,其中包含4台进口和12台国产过滤机。转鼓真空过滤机负责过滤系统油蜡分离工作,设计转速为1.4 r/min,设计处理量5 m3/h。2020年6月,在进行计划性检查中发现某台转鼓过滤机分配头侧轴承内进入金属异物,坚硬的异物夹在轴承和轴之间造成主轴和轴瓦出现严重磨损,直径Φ840 mm的轴径上出现宽度160 mm、最大深度1.5 mm的磨损面,铜轴瓦工作面上也出现相应的磨损沟痕,分配头侧主轴磨损部位如图1所示。若不及时修复,将会影响滤机正常运转,于是计划对该设备进行检修。
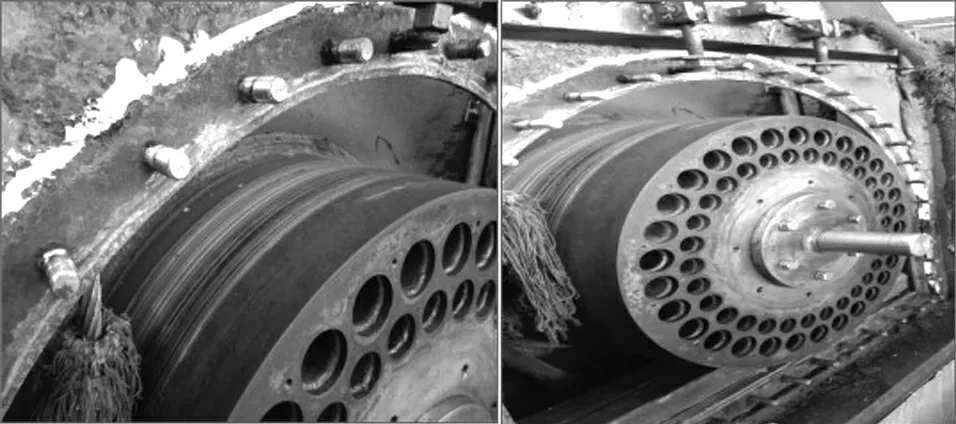
图1 分配头侧主轴磨损部位
1 常规修复方式
以往对转鼓滤机主轴及轴瓦修复需要将过滤机运至机械厂家进行修复。由于转鼓过滤机主轴磨损需要对主轴磨损部位进行金属熔覆,然后使用大型车床精车主轴使之达到需要尺寸。在整个拆除和装运过程中需要繁琐的吊装程序和极大工作量,耗费人力物力的同时还存在很大的安全风险因素,装配精度也难以保障。通过对设备具体故障分析,并考虑到以往常规修理方式的弊端,决定进行技术方法创新,不拆除转鼓,使用金属熔覆技术进行在线修复。
2 在线修复技术应用
2.1 金属熔覆技术原理
金属熔覆技术是以氩气作为保护气体的一种电弧堆焊方法,电弧发生在焊丝和基材之间,在电弧周围通以氩气,形成保护电弧和熔池的连续封闭的气流[4-5]。使用金属熔覆技术进行在线修复即保证了转鼓轴的修复精度又节约了修复时间,同时也降低了吊装作业的风险,保障了机组检修的质量。
2.2 修复要求
熔覆后的主轴不但不能存在气孔、夹杂、未熔合等缺陷,还要保证补焊层与原部分熔合良好,以承受高速转动时产生的剪切应力。修复后的主轴表面基本要恢复原始尺寸,保证主轴和轴瓦配合间隙符合标准,从而确保主轴和轴瓦能有良好的润滑状态。
2.3 前期准备工作
2.3.1 制作支撑转鼓的工装
由于主轴需要修复,故需要在分配头侧加装支撑工装。拆解分配头侧芯轴,测绘轴孔制作假轴。测绘滤机外壳与转鼓之间空间的实际尺寸及施工空间尺寸,根据测绘数据加工制作支撑工装。支撑工装包括:底部支撑板1件、固定支架1件,定位轴承1口。其中假轴规格:长度400 mm,最大直径Φ470 mm;支撑工装规格:长1050 mm,宽700 mm,高3200 mm;加工工装规格:长450 mm,宽130 mm,高500 mm。
2.3.2 制作加工工装
转鼓支撑到正常工作位置后,进行加工工装的测绘加工。具体包括:直线导轨1件、刀台支架1件、异型刀台1件、磨头支架1件、防护帷幔1件,并选配伺服电机2台、操控台1台,现场情况如图2、图3所示。

图2 安装支撑工装

图3 安装加工工装
2.3.3 选择熔覆材料
首先使用硬度计测量转鼓主轴硬度为HRC30,然后使用便携式金属光谱仪检测转鼓主轴元素组成,确定主轴材料为45号碳素结构钢。最终判断转鼓滤机主轴材料为经过表面热处理的45号碳素结构钢。材料确定后,结合现场实际情况研究决定选择氩弧焊技术进行主轴补焊,选择ER50-G焊丝作为熔覆材料进行修复。
2.4 修复处理工作
2.4.1 熔覆磨损主轴至预留尺寸
首先将整个主轴的油渍、污垢和氧化物除去,特别是损伤部位认真擦洗,采用喷砂高压清洗及超声波清洗的方法去除疲劳层,打磨宽度170 mm,打磨深度为磨损最低点以下0.4~0.5 mm。使用氩弧焊焊接熔覆轴径磨损位置,留加工量0.3~0.4 mm,总熔覆厚度2.2~2.3 mm,熔覆宽度170 mm,熔覆面积约为0.45 m2。整个熔覆过程需两次完成,第一次(层)熔覆厚度1.5~1.8 mm,第二次(层)熔覆至要求厚度。
2.4.2 加工熔覆的主轴
车削加工熔覆位置,留磨量0.1 mm。根据轴径Φ840 mm,转鼓转速2 r/min计算,车削加工单次进给量为0.05 mm时加工精度、光洁度达到最佳。使用着色探伤检测轴径熔覆位置,出现气孔、裂纹等缺陷时重新补焊。熔覆结束后,对主轴进行保温处理,缓慢冷却降低残余热应力。更换磨头,磨削轴径至Φ840+0.02/+0.05 mm,跳动小于0.05 mm,Ra3.2≤光洁度≤Ra1.6。
2.4.3 检修质量验收
使用专用的外径千分尺检测修复的转鼓主轴尺寸,保证主轴和轴瓦配合间隙符合标准,检测主轴尺寸如图4所示。经检验,修复后的转鼓主轴尺寸符合标准,满足装配精度要求,熔覆层没有发现裂纹,杂质及气孔等缺陷。主轴直径修复后对其进行了回装,该滤机投用后,运行状态良好,满足工艺需求。

图4 检测主轴尺寸
3 新技术方法效果验证
转鼓真空过滤机修复后运行平稳,各项参数均正常,表明这次主轴修复是成功的。相对于以往的拆除外委修复而言,首先省去了繁琐的转鼓拆除和吊运过程,减小了作业过程中的风险因素,同时节约数万元维修费用,另外在检修周期上也比拆除修复节省约一周时间。
4 结语
通过技术创新实现转鼓真空过滤机主轴的现场修复,开创国内转鼓真空过滤机主轴修复新方法,填补转鼓过滤机在线修复的空白。该项技术同样适用于其他同类型设备的修复,具有推广意义。
