关于动车组车轴轮座不连续磁痕的分析研究
2022-07-14薛清涛
薛清涛
(智奇铁路设备有限公司, 山西 太原 030032)
引言
目前高速运行的动车组普遍采用空心车轴。空心车轴的运用既可利用其空心部分方便轴的在役检测,又可以减轻列车自重,有利于提高运行速度。空心车轴是动车组转向架的关键承载部件,因此,它的质量直接影响着动车组的行车安全。车轴断裂部位主要集中在应力集中区,那就是车轴轮座嵌镶部、卸荷槽和轴身中部。车轴表面伤损的主要表现形式有表面加工不良、轴身表面外来损伤等。这些伤损导致车轴上疲劳裂纹的萌生和扩展,最终造成车轴疲劳断裂。
无损检测是发现空心车轴危害性疲劳缺陷的重要检测手段,空心车轴的在役检测应用主要有磁粉检测和超声波检测,它们依据不同的物理原理,在实际应用中均有一定的检测效果。从多年积累经验来看,目前轮座部位距轮座后肩30 mm 范围内、距轮座前肩50 mm 范围内是疲劳裂纹多发区,应重点关注。
1 问题的提出
CRH380B 某拖车车轴,材料为EA4T,生产日期为2010 年11 月,该轮对于2013 年11 月首次三级修,2016 年4 月首次四级修。其中2018 年6 月因车轮磨耗到限,当时已运行3778118 km,因此进行换轮维修。按照《和谐3 型动车组高级修检修规程》的内容,换轮修解体后,应对车轴外露金属表面进行磁粉检测,磁粉检测均采用荧光湿法连续法,磁粉检测时发现轮座部位存在周向不连续磁痕,具体详情如图1所示。
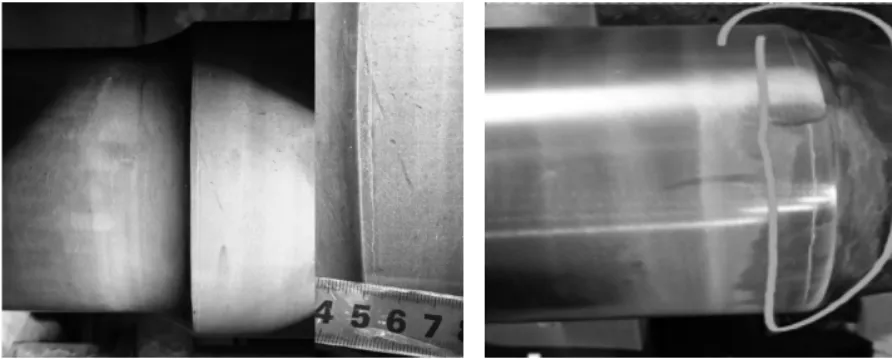
图1 现场磁粉探伤结果显示
2 原因分析
2.1 生产造修分析
2.1.1 压装曲线的形成
空心轴轮对的组成是在空心车轴上以冷压方式压装车轮及盘座,采取过盈配合,通过观察压装曲线,确定压装力的大小。压装工艺的关键控制项为:车轴和轮毂的过盈量、表面的粗糙度、组装时的油润状态以及轮毂与轴的中心线重合度等。以上任何一项发生问题,都会造成压装应力增大。应力增大时,轮座表面的损伤会严重。但是从该条轮对的压装曲线分析并没有发生异常。
2.1.2 无损检测分析
超声波检测是基于超声波在工件中的传播特性、衰减特性,如声波在通过材料时能量会损失,在遇到声阻抗不同的两种介质分界面时会产生反射的一种检测方法[1]。其工作原理如下:
1)声源产生超声波,采用一定的方式使超声波进入工件。
2)超声波在工件传播并与工件材料及其中的缺陷相互作用,使其传播方向或特征被改变。
3)改变后的超声波通过检测设备被接收,并对其进行处理和分析。
4)根据接收的超声波的特征,评估工件本身及其内部是否存在缺陷及缺陷的特性。
该轮对已运行3778118 km,按照在线探伤周期计算,在线探伤共计37 次,检测执行TG/CL 248—2013[2]标准,空心轴超声波探伤机采用2 个4 MHz 的45°斜探头,主要检测与检测面成45°的缺陷,如下页图2 所示。以中心孔内壁为探测面进行检测,用1 mm 人工缺陷的对比试样轴作为基准,并补偿一定的增益值作为扫查灵敏度,从理论上计算45°探头可以探测到轮座处裂纹,猜测是受车轮或缺陷本身的影响,吸收了超声波的能量,导致未检测出裂纹,也可以说用现在的扫查灵敏度并不能发现此异常缺陷,如发现惯性疲劳区的此类缺陷,需增加适当的增益值或提高探头频率等,这还需进一步验证。
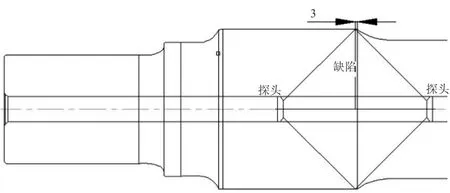
图2 45°探头探测裂纹图示
磁粉检测是铁磁性材料工件被磁化后,如果工件的表面或近表面有缺陷存在,工件表面的磁力线会发生局部畸变而产生漏磁场,吸附施加在工件表面的磁粉,形成可见的磁痕,从而显示出不连续的位置、大小、形状和严重程度。
该轮对四级修时需进行换轮修,退卸车轮后,对拖车车轴进行磁粉检测。根据相关标准,磁粉检测使用CJW3000Z 湿法连续法荧光磁粉探伤机,磁粉粒度400 目,浓度(0.1~0.6)mL/100 mL,探测灵敏度A1-15/50 试片显示清晰完整,表面磁场强度≥4 mT,检测结果:轮对内侧边缘约3 mm 区域内,周向不连续磁痕分布一周显示,如上页图1 所示。
2.2 破坏性分析
做好车轴防断工作的重要方法之一,就是对断轴或失效轴进行失效分析,查明车轴断裂的原因,有针对性地提出应急补救措施,防止类似事故的再次发生。主要从宏观形貌、化学成分、微观形貌、金相检验和硬度检测等方面进行分析。
2.2.1 宏观分析
图3 所示为试样荧光磁粉检测显示的裂纹的宏观形貌,分别截取横纵向试样,经磨床磨光后根据相关标准进行低倍组织检验,纵向试样外表面见裂纹,在约1.064~3.262 mm 的区域内存在断续分布的细小裂纹。裂纹距轮座边缘约3.262 mm 处裂纹沿周向连续分布,未见其他低倍组织缺陷。
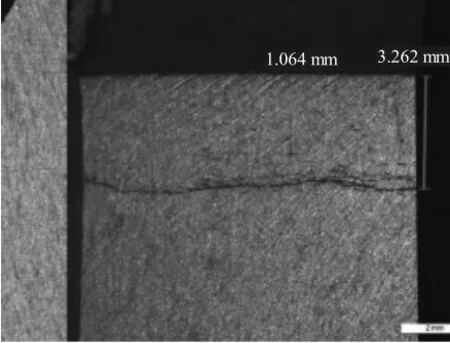
图3 宏观形貌
2.2.2 微观形貌分析
不连续磁痕的表面试样清洗后置于扫描电镜下观察,不连续磁痕不明显。经过硝酸酒精擦拭观察,可见多条浅表裂纹。再次减薄,人工打开裂纹形成的端口试样,将试样清洗后,置于扫描电镜下观察,可见疲劳裂纹辉纹特征。
2.2.3 金相检验
对缺陷纵向剖面试样,经镶嵌、磨抛、化学侵蚀后置于显微镜下观察,发现试样存在一条深度为38.674μm 和34.574μm 的微裂纹,长度为28.75μm和35.91μm,如图4 所示。裂纹起源于车轴表面并向内扩展,裂纹两侧未见明显脱碳现象,显微组织为回火索氏体+少量铁素体。
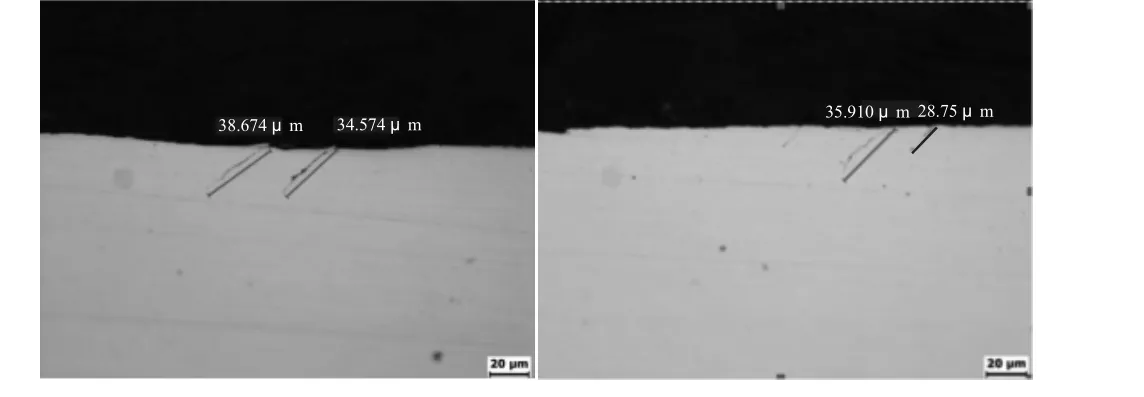
图4 裂纹微观图
2.2.4 硬度检验
截取车轴横向剖面试样,根据相关标准检验,结果显示车轴表面的基体硬度分布均匀。
3 分析与讨论
综合以上分析,化学成分、硬度检验等相关指标均在标准规定的技术指标允许范围内,可判断不是物体本身的性能所造成的,推测轮座不连续性磁痕为微动损伤。微动损伤是微动磨损、微动疲劳和微动腐蚀(酸雨等介质)造成的材料表面磨损和疲劳的统称。轮轴微动损伤产生的主要过程是:接触面变形- 黏附点形成及撕裂- 磨损颗粒形成及氧化- 磨屑堆积—疲劳裂纹产生。
微动损伤主要发生在轮轴过盈配合面的接触区边缘,微动所造成的损伤产生氧化磨屑和表面凹坑、表面或亚表面塑性变形,在交变应力作用下这些损伤可以引起裂纹的萌生和扩展。所以车轴与轮对的过盈配合部位为疲劳磨损易发生部位。表面磨损主要与该处的压力和微滑幅度的乘积有关,当微滑幅度为0,即使承受较大的压力,表面都不会发生磨损,因界面条件处于完全粘着状态。压力相近时,磨损大小主要取决于微滑幅度的大小。对于轮座/轮毂界面过盈配合,界面的压力近似分布均匀,微动幅度在接触边缘最大,并随着靠近中心而减小直至为0。当弯曲应力增大时,车轴的变形量增大,曲线有上移的区域,如图5 所示。

图5 轮轴接触边缘损伤区域与相对滑移幅度示意图
车轮与车轴装配采用的是突悬结构,即轮毂内侧突出轮座3~5 mm,这种结构可以有效地减小轮对受载弯曲时因轮座与轮毂弯曲刚度不一致产生的相对滑移,从而微动磨损减轻,延缓裂纹萌生的速度。但是在车轴的运用检修环境过程中,轮座可能有腐蚀性的介质进入轮座内侧镶入部的缝隙中,从而诱发疲劳裂纹。因此,为降低微动损伤风险,除了对轮对进行定期无损检测外,更重要的是改善轮对运行环境及检修措施,并严格按照高级修检修规程来执行。
4 结论
1)超声波检测时,4 MHz 的探头探测缺陷的最小深度为1 mm,可在惯性疲劳区增加适当的增益值或提高探头频率进行检测,且微动损伤的无损检测体系还需进一步试验研究。
2)为降低微动损伤风险,除了对轮对进行定期在线检测外,更重要的是改善轮对运行环境及检修措施,并严格按照高级检修规程来执行。
