SA级开口护栏加工工艺及施工工艺研究
2022-07-13刘竞阳张玉洋高玉山罗福生胡义砖
刘竞阳,张玉洋,高玉山,罗福生,胡义砖
(1.云南云岭高速公路交通科技有限公司,云南 昆明 650000;2.北京中路安交通科技有限公司,北京 100071;3.云南柏通交通科技有限公司,云南 昆明 650000)
0 引言
现有开口护栏的防护能力不足,失控车辆碰撞开口护栏闯入对向车道的事故时有发生,同时,由于开口护栏与标准段之间多存在不合理的过渡结构,在中央分隔带开口处发生交通事故的风险很大,因此开口护栏应具有足够的防护能力来保护失控车辆,以减少交通事故可能造成的伤亡和损失。现有具备一定防护能力且经实车足尺碰撞试验验证的开口护栏,受结构形式限制,往往材料用量较大,且大量采用了非标准构件,不便于开口护栏的加工和施工。针对现有开口护栏的局限性,研发了防护等级达到SA级的中央分隔带开口护栏,安全防护性能指标满足《公路护栏安全性能评价标准》(JTGB05-1—2013)的要求。该中央分隔带开口护栏多采用标准件进行设计,加工及施工工艺简单,满足了对开口护栏加工和施工便利性的要求。
1 SA级开口护栏碰撞试验
SA级开口护栏需要有较强的阻挡失控车辆冲向对向车道的功能,因此开口护栏主要由立柱、支架、三波梁和摩擦梁构件组成来吸收碰撞能量。同时开口护栏与标准段护栏之间应该有合理的刚度过渡,因此需要在开口护栏端部加密立柱和支架,以达到与标准段护栏刚匹配的目的。开口护栏结构如图1所示。为了验证开口护栏的综合防护性能,对该结构的中部和端部分别采用1.5t小型客车、14t中型客车和25t大型货车分别以100km/h,80km/h,60km/h的碰撞速度和20°的碰撞角度进行6次实车足尺碰撞试验。经6次3组车型的实车足尺碰撞试验验证,开口护栏各项安全性能指标均满足评价标准要求,防护能力达到SA级。
2 SA级开口护栏加工工艺
开口护栏的加工构件主要包括立柱、支架、波形梁板(包括长度为4 320mm和2 320mm的三波板,以及改制的端部撑板)、摩擦梁及摩擦梁拼接板,其中立柱、波形梁板及摩擦梁均采用标准件。本项目依托开口护栏试验样品的加工制作,开展了加工工艺研究。
(1)立柱加工工艺
立柱采用Φ140钢管制作,包括4.5mm和10mm两种壁厚,顶部用钢板封口,并焊接便于拆卸用的圆钢提手。钢管上开设圆孔与支架进行连接,见图2。

图2 立柱
(2)支架加工工艺
支架为组合焊接件,由方管、波形梁连接板(横隔梁)、摩擦梁连接板(槽形防阻块)组成。方管采用标准直缝焊管,波形梁连接板及摩擦梁连接板均采用整板压制(或折弯)成型,成型后焊接于方管上,支架上开设圆孔与立柱连接,见图3。焊接过程中为保证各构件尺寸准确,需借助工装对构件位置进行固定,确认无误后再进行焊接、打磨等后续工作。

图3 支架
(3)波形梁板加工工艺
开口护栏所用波形梁板共3种规格,包括长4 320mm的RTB01三波板,长2 320mm的RTB03三波板,以及由长2 310mm的过渡板(单侧渐变)进行端部改制的端部撑板(见图4)。

图4 端部撑板
(4)摩擦梁及拼接件加工工艺
摩擦梁由14#槽钢制作而成,包括两种不同形式:摩擦梁1为单槽钢结构,见图5(a),采用拼接板拼接,见图6(a);摩擦梁2为双槽钢对焊结构,见图5(b),采用拼接方管拼接,见图6(b)。
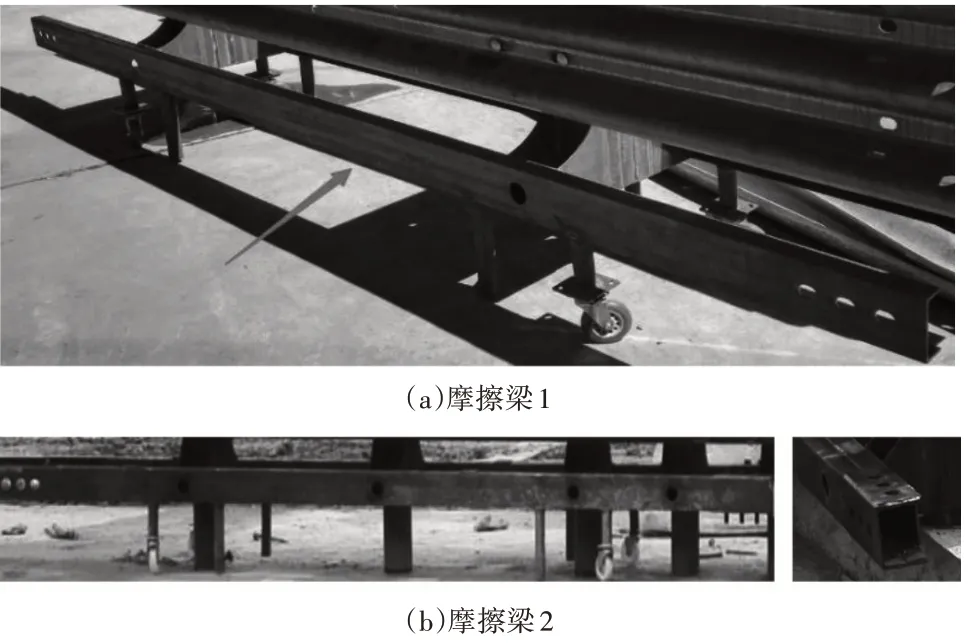
图5 摩擦梁

图6 摩擦梁拼接件
(5)防腐工艺
开口护栏钢构件及螺栓均需进行防腐处理,采用的方式为热浸镀锌,防腐工艺满足《公路交通工程钢构件防腐蚀技术条件》(GB/T 18226—2015)的要求,镀锌时应注意开流锌孔。为保证镀锌质量,镀锌前可对钢构件进行喷砂、抛丸等加工,以提高构件抓锌能力。构件锌层厚度不小于85μm,镀锌层表面应均匀、完整、颜色一致,表面不得有流挂、滴瘤或多余结块,镀件表面应无漏镀、露铁、擦痕等缺陷。
3 SA级开口护栏施工工艺
开口护栏的施工内容及工艺流程见图7,主要包括护栏的基础施工、主体施工以及端部施工等3部分。

图7 开口护栏施工流程图
(1)开口护栏基础施工工艺
在开口护栏施工前,需要根据条形立柱基础的中心位置进行定位放样,并根据中心位置及基础宽度画出基础边框线。参照定位放样确定的边框线位置,采用切割机沿边框线外侧(可适当放大2cm左右)切缝,进行开挖基坑的施工,其中导向端头处的开挖深度为200mm,立柱基础的开挖深度为305mm。
基坑开挖完成后,将套管预埋定位并固定,然后浇筑C30混凝土。导向端头可以采用现场浇筑施工,也可以采用预制安装施工。现场浇筑施工时分两次浇筑,先与立柱条形基础一起浇筑至路面标高,然后对表面做凿毛处理后浇筑路面以上部分。预制安装施工时,先预制、安装导向端头,然后再浇筑立柱条形基础至导向端头两侧,见图8。

图8 导向端头及立柱基础
(2)开口护栏主体施工工艺
开口护栏样品运至现场后,按设计图纸要求组装成单元节段,如图9所示。组装时注意波形板与摩擦梁的方向。

图9 单元节段组装
节段单元组装完成后,将节段按设计位置安放好,并采用拼接螺栓将相邻节段单元拼接,然后将立柱通过支架方管插入地面基础的预埋套管内,并用限位螺栓将立柱与支架固定,见图10。

图10 立柱安装
进行节段拼接时应注意摩擦梁的拼接方式。端部框架单元与次端部框架单元的摩擦梁采用拼接套管拼接,见图11(a)。次端部框架单元与标准框架单元之间、标准框架单元之间的摩擦梁均采用拼接板进行拼接,见图11(b)。同时,应注意波形板的搭接方向。
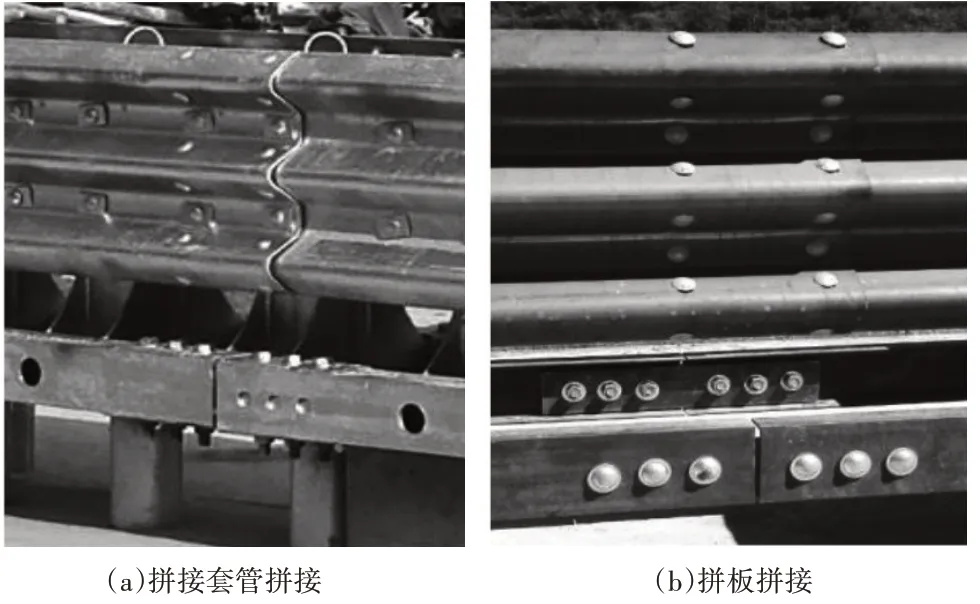
图11 单元节段拼接处
(3)开口护栏端部施工工艺
当中间各单元节段安装完毕并调整好线形后,可将端部框架单元的支架及立柱安装好,然后对端部框架单元的波形板及摩擦梁进行试装。此时,以端部波形梁板及摩擦梁的锚固孔位置为基准,在混凝土护栏上清楚标注钻孔孔位,定位好后进行钻孔,孔位为通孔,见图12。钻孔还包括混凝土端面上的两个固定端部撑板的螺栓孔。

图12 端部锚固孔定位
钻孔完成后,安装端部框架单元的波形梁板及摩擦梁,最后安装并紧固锚固螺栓,将端部固定于混凝土护栏上。装完端部框架单元后再检查并紧固开口护栏的所有螺栓,见图13。

图13 端部框架单元安装
开口护栏安装完成后,便可安装其他设施,如防眩板、轮廓标等。安装时注意不得破坏开口护栏的结构件,不得影响其安全性能。
4 结语
本文针对现有中央分隔带开口护栏存在的安全问题,通过实车足尺碰撞试验,研发了一种安全性能满足评价标准且通用性强的SA级中央分隔带开口护栏,同时解决了高速公路实际运营中开口护栏过渡不合理的问题,填补了相关技术空白。
SA级开口护栏结构多采用标准件,通过改进加工工艺和施工工艺,实现了SA级开口护栏加工及施工的便利性、可操作性以及高质量,为SA级开口护栏的应用奠定了基础。
