选煤厂能耗标准与节能降耗技术研究
2022-07-13赵树彦任利勤
赵树彦,任利勤
(北京国华科技集团有限公司,北京市顺义区,101399)
0 引言
2022年“两会”《政府工作报告》指出,要“推动能源革命,确保能源供应,立足资源禀赋,坚持先立后破、通盘谋划,推进能源低碳转型。加强煤炭清洁高效利用,有序减量替代,推动煤电节能降碳改造、灵活性改造、供热改造”。3月22日国务院副总理韩正主持召开煤炭清洁高效利用工作专题座谈会,强调“要加强统筹谋划,聚焦重点领域,整合各方面资源,形成推进煤炭清洁高效利用的合力。要坚持目标导向和问题导向,抓住重点行业和关键环节,推动煤炭清洁高效生产和洗选,抓好电力等主要用煤行业节能降碳改造,大力加强散煤治理。要加强先进技术推广应用和关键核心技术研发攻关,突出应用导向,强化企业创新主体作用”。5月10日,国家发展改革委等六部门又联合发布关于《煤炭清洁高效利用重点领域标杆水平和基准水平(2022年版)》的通知,选煤电力单耗的标杆水平3年内应达到《选煤电力消耗限额》(GB 29446-2019)规定的二级标准。
国家层面的高度重视,是我国选煤业难得的发展机遇。选煤是煤炭清洁高效利用的基础环节,对煤炭下游产业的节能降耗和绿色低碳发展十分重要[1],而选煤厂自身如何实现高标准的节能降耗对推进煤炭清洁生产和绿色矿山建设、提升煤炭行业科学发展的质量都具有十分重要的现实意义。
1 选煤厂节能降耗标准建设现状以及能耗物耗来源
1.1 选煤厂节能降耗标准建设现状
2012年,我国启动了“百项能耗推进工程”,先后制定和颁布了近百项能耗限额类标准,用于淘汰高耗能产业和落后产能、提高准入门槛,引导企业通过节能技改力争达到先进指标。选煤领域能耗限额的国家标准主要体现在电耗和水耗两方面。
其中,选煤厂的《选煤电力消耗限额》(GB 29446-2012)出台后,2019年又在此基础上进行了修订,发布实施了新版的《选煤电力消耗限额》(GB 29446-2019),其指标更为严格。但据统计,我国仅有约15%的炼焦煤选煤厂选煤电力单耗达到一级 (≤5.0 kWh/t),约50%达到二级 (≤7.0 kWh/t),约75%达到三级 (≤8.5 kWh/t),约25%达不到三级。动力煤选煤厂也存在类似情况。这些能耗不达标的选煤厂如果不改变现状,不仅将面临被淘汰的风险,还严重影响煤矿企业整体节能成效。
水耗方面,2012年《取水定额 第11部分:选煤厂》(GB/T 18916.11-2012)发布实施,标准中明确规定了湿法选煤厂单位入选原煤取水量定额指标,该标准实施至今已有10余年,但仍有相当数量的选煤厂水耗不达标。
节能降耗是选煤厂一直在探索解决的难题。除了电耗、水耗之外,还有重介选煤工艺中“介质消耗”(简称“介耗”)和煤泥水处理工艺中的“药剂消耗”(简称“药耗”)。多年来选煤厂围绕“四耗”(电耗、介耗、水耗、药耗)实施了诸多节能降耗措施,在一定程度上降低了能耗和加工成本,提高了经济效益[2-4],但也存在一些现实问题。
1.2 选煤厂“四耗”主要来源
(1)电耗:选煤厂是高度机械化的流水线企业,设备使用比较集中,设备电耗为选煤厂最大能耗。其中影响选煤设备电耗的因素有很多,比如因设备可靠性不高造成的设备维修空转时间加长,而产生的无效电耗,因选煤工艺流程复杂、选煤设备布置不合理造成居高不下的电耗等等。
(2)介耗:选煤厂介耗主要反映在有重介质选煤的选煤厂中。介耗包括技术介耗和管理介耗两部分,技术介耗高主要由工艺流程不合理、脱介设备选型不匹配等原因造成的;管理介耗高则体现在人工操作环节,如重介质分选环节操作人员未能合理控制分流。
(3)水耗:目前,我国湿法选煤厂基本实现了选煤用水闭路循环。选煤厂水耗大小主要取决于产品水分的高低。随着煤炭开采机械化程度的提高,入选原料煤粒度变细,煤泥量剧增。如果脱水设备效率低,尤其是煤泥脱水工艺落后,就会导致选煤产品水分高、选煤厂水耗高。
(4)药耗:药剂主要包括浮选药剂和絮凝剂。浮选药剂耗量主要和药剂种类、煤泥性质、预处理设备等因素有关,药剂种类选择不合理或预处理设备工况不佳将导致浮选药剂耗量增加;絮凝剂是用在煤泥水浓缩澄清环节,絮凝剂分子量的选择、配制以及加药方式等都会影响絮凝剂耗量。
2 选煤厂“四耗”高的原因分析
2.1 选煤工艺及其设备不甚合理
目前在有些湿式选煤厂设置选前预排矸工艺,无论是高精度的重介浅槽、动筛跳汰还是智能干法分选等设备,都可能让选煤厂能耗增加。以 “智能”干选机为例进行说明。“智能”干选机首先需将原料煤平铺,采用传感器和“大数据”分析对煤和矸石进行数字化识别,再通过高压风将煤、矸石分开。该技术由给料、布料、X射线识别、执行等主件以及供风、除尘、配电、控制等辅助设备组成。山西某3.0 Mt/a的国有选煤厂增设该“智能”干选机预排矸,排出100 t/h矸石,需投资2 398万元,并且每年还需花费加工费936万元;而采用无压给料三产品重介质旋流器排矸石100 t/h,总投资才162万元,加工费每年仅需花费51万元。也就是说,前者的投资是后者的14.8倍,加工费是后者的18.4倍,这还没计入其降低选煤精度、增加融资成本造成的损失[5]。
2.2 节能降耗标准体系不健全,部分标准整体质量偏低
选煤厂电耗是影响选煤厂能耗水平的关键。选煤厂电耗指标应该满足以下要求:新建厂电耗指标应达到《选煤电力消耗限额》(GB 29446-2019)中的一级,老厂或改造厂要达到二级电耗水平,这样选煤厂节能降耗工作才能上台阶上水平。
当前选煤节能降耗标准体系还不健全[6],在选煤厂电耗和水耗方面有相应标准,但在介耗和药耗方面至今还无相关标准;选煤厂整体能耗标准和绝大部分选煤设备性能判定标准目前也处于缺失状态,40项与选煤行业相关的国家标准中仅有《选煤用重介质旋流器工艺性能试验方法及判定规则》(GB/T 35054-2018)这一项标准提出了设备性能具体的判定指标。同时,选煤厂在已有能耗标准方面存在整体质量偏低等问题。
(1)部分标准质量较低,如《煤用重选设备工艺性能评定方法》(GB/T 15715-2014),其前言中写道:“去掉了2005年版中的‘数据检验’”,但“数据检验”是重介质选煤设备工业性试验过程是否正确、试验数据是否具有代表性的判定依据。重介质选煤设备的各项工艺性能指标都是通过工业性试验取得的,工业性试验工作量大、步骤复杂、数据繁多、参与人员多,要求试验全过程周密、严谨,任何细节出差错,都会影响工艺指标的真实性;取消“数据检验”后,就无法判断试验过程是否正确,所取得的工艺性能指标是否具有代表性也无法判定,即使该工艺性能指标是否为编造亦无法进行验证。所以“数据检验”对于该国标来说并非可有可无,而是占据“守门员”的重要位置,将“数据检验”取消无疑是给工艺性能指标落后设备“机会”。
(2)如果标准中的指标“就低不就高”,将不利于选煤厂的节能降耗和煤炭清洁高效利用,并会丧失标准应有的价值。在标准审查过程中,经常会有一些专家提出疑问,认为“这个指标会不会有的选煤厂实现不了”,其实一项标准中确定的指标如果每个选煤厂都可以轻松实现,那就没有必要设置这项标准,也会失去标准应有的指导和引导价值。如《选煤厂洗水闭路循环等级》(GB/T 35051-2018)在审查的过程中亦有专家提出指标定得偏高,但凭借百余座选煤厂生产统计的数据和600余座选煤厂的生产实践,最终取得审查专家的认可,确定了标准中3个级别对应的划分指标,其中选煤用水浓度划分指标见表1。但在标准发布实施后,仍有个别专业人士发表异议,认为“洗水浓度一级指标小于0.5 g/L”要求过高。实际上选煤用水浓度达到一级指标的选煤厂在国内已很常见,如淮南矿业集团1 200万t/a特大型炼焦煤选煤厂全厂循环水浓度仅为0.36 g/L、河南能源鹤煤八矿选煤厂循环水浓度可低至0.30 g/L[7-8],等等。
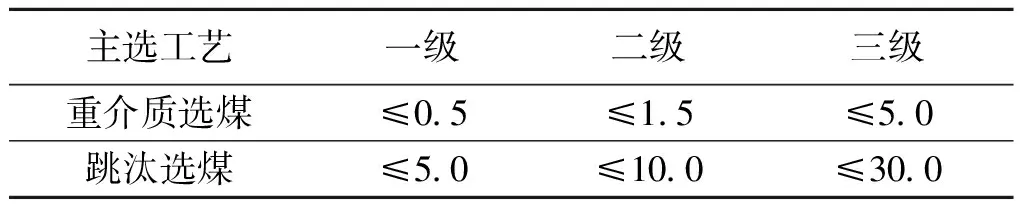
表1 选煤用水浓度3个级别划分指标 g/L
3 选煤厂节能降耗具体举措
3.1 简化、优化生产工艺,采用先进选煤设备以降低综合能耗
简化生产环节、优化生产工艺、采用先进技术装备、提高选煤设备的匹配度,是降低选煤厂综合能耗的主要途径。对选煤生产工艺进行简化后,通过合理配备选煤设备,可以充分释放产能,提高生产效率,实现全厂综合能耗、物耗低的目标。同时,通过选用先进的节能降耗选煤技术工艺及其设备,优化集控系统、缩短系统启停车时间,也可以降低全厂的能耗、物耗。如国家能源集团神东选煤中心石圪台选煤厂通过优化起停车顺序减少了设备空转时间,采用压滤机入料掺粗、浓缩机加药点优化、向压滤机入料桶添加助滤剂等方式提高压滤机效率,降低了单位电耗,减少了设备材料消耗,每年可节约电费50万元[9];如河南能源化工集团正龙煤业有限公司城郊选煤厂重选工艺环节通过优化和挖掘各主要设备的处理能力富余量,使系统的处理能力由900 t/h提高到1 000 t/h,吨煤电耗由6.615(kW·h)/t降低到6.158(kW·h)/t,节能效果显著[10]。
3.2 加强粗煤泥回收以降低水耗和药耗
加强粗煤泥回收,减少浮选入料量,提高煤泥水系统加药及脱水环节的自动化程度,可很好地降低水耗和药耗。如淮北矿业集团临涣选煤厂采用“煤泥重介质旋流器+精煤泥弧形筛”工艺对粗煤泥进行回收,使重介质选煤有效分选下限延伸到0.1 mm,避免了煤泥的重复分选,粗精煤泥回收率增加7.12个百分点(占本级),浮选入料量降低近7个百分点,水分偏高的精煤压滤产品减少,降低了浮选生产成本和水耗[11];而通过提高煤泥水系统加药及脱水环节的自动化程度,可避免“压池”及选煤用水恶化等事故发生,如国家能源集团神东选煤中心上湾选煤厂煤泥水处理环节采用加药智能化控制系统,根据浓缩机入料性质的变化、入料浓度、流量以及澄清水层厚度检测,自动调节加药比例,实现了煤泥水处理系统的高效、稳定运行,达到了节支降耗的效果[12]。
3.3 加强对选煤生产薄弱环节的节能降耗管理以降低介耗
重介选煤厂介耗高的薄弱环节是脱除介质的喷水结构和介质回收工艺,通过加强日常管理及其维护,并对脱介喷水结构和介质回收工艺流程进行优化,就可以实现降低介耗的目标。山西焦煤集团汾西矿业柳湾煤矿选煤厂就通过此办法实现了吨煤介耗从1.5 kg降至0.8 kg的目标[13]。
4 选煤厂节能降耗先进技术工艺研究及其设备性能分析
“双碳”战略目标下提出的“能耗双控”政策对于技术落后、能耗高的选煤厂是个巨大挑战。选煤厂必须提高认识,提高选煤厂建设和运营的标准,特别是能耗标准,而要达到能耗先进标准水平必须坚持创新驱动,采用先进低能耗的选煤工艺及其设备。生产实践证明,一些采用先进高效节能降耗技术工艺的选煤厂,设备实现了大型化、系统简单化、维护便利化,取得了很好的节能降耗成效,为选煤厂高标准节能降耗建设提供了示范。
4.1 新型高效节能降耗选煤技术工艺的原理与特点分析
4.1.1 技术原理及主要工艺
新型高效节能降耗选煤技术工艺是原料煤不预排矸、不分级、不脱泥无压给料三产品重介质旋流器主选、粗煤泥重介质旋流器分选、细煤泥浮选机粗精选、煤泥水两段浓缩两段回收的联合工艺,即“国华科技选煤工艺包”。该工艺包为原煤不预排矸、不分级、不脱泥入选无压给料三产品重介质旋流器分选技术。该工艺包可以单一低密度重悬浮液一次分选出质量合格的精、中、矸3种产品,由无需制备超细介质重悬浮液的粗煤泥重介质旋流器分选技术,高灰细泥化煤泥的脱泥喷射式浮选机两级浮选、精煤泥两段脱水工艺技术,尾煤泥水两段浓缩两段回收工艺以及生产集控、工艺参数自动测控等智能技术构成。
4.1.2 技术工艺特点及其应用效果
该技术工艺的工序比较简单,仅由16~22道工序组成,较原料煤分级、脱泥入选工艺约35道工序,减少了13~19道工序,具有高效、简化、节能、环保等特点。
与其他技术工艺相比,采用该技术工艺建设的炼焦煤选煤厂的投资和加工费用较低,比常规炼焦煤选煤厂投资低20%~40%,电耗低40%~60%,吨煤介耗比相同类型的选煤厂低1 kg左右。全入选动力煤选煤厂矸石带煤率相比其他动力煤选煤厂低4~20个百分点,投资和加工费低10%~30%[14]。
先进高效节能降耗选煤技术工艺在淮南矿业集团潘集煤矿1 200万t/a特大型炼焦煤选煤厂应用中取得了良好效果。经统计,该选煤厂实际吨煤电耗6.0 kW·h,根据《选煤电力消耗限额》(GB 29446-2019)中折算系数计算,该厂选煤电力单耗为4.98(kW·h)/t,达一级能耗水平(≤5.0(kW·h)/t);吨煤水耗0.07 m3,比2012版国标《取水定额》标准的0.115 m3低39.1%;吨煤介耗0.4~0.8 kg,达到甚至超过高水平脱泥入选指标[15]。
4.2 先进高效节能降耗选煤设备性能分析及应用
S-GHMC系列超级无压给料重介质旋流器是我国近年来在国家重点新产品3GHMC系列重介质旋流器的基础上自主研发的具有超大处理能力、超强排矸能力、超高入料上限(达265 mm)、超宽分选粒度范围、超强防堵能力、超低电耗、高分选精度的重介质旋流器,是国际上单台处理能力最大的旋流器选煤设备。
淮北矿业集团临涣选煤厂是特大型炼焦煤选煤厂,其西区车间共有3个生产系统,原设计每个系统配置2台3GDMC1300/920A型无压给料三产品重介质旋流器,采用的是选前不脱泥、不分级选煤工艺。2017年用1台S-3GHMC870/410型超级无压给料三产品重介质旋流器取代了2台3GDMC1300/920A型无压给料三产品重介质旋流器。
工业性试验结果见表2。从表2可看出,超级无压给料三产品重介质旋流器单台处理量可达810 t/h,是原有的同规格旋流器的2.3倍;吨煤电耗仅0.96 kW·h,节能效果明显;第一段可能偏差为0.033 kg/L,第二段可能偏差为0.027 kg/L,数量效率为98.74%(较难选煤),分选精度比原有重介质旋流器更高[16-17]。

表2 2台超级无压给料重介质旋流器单机试验结果汇总
5 提高选煤厂节能降耗标准的若干建议
5.1 健全和提升选煤相关标准
发展选煤离不开选煤标准,通过提升标准质量来推动选煤产业规范发展、提档升级,是推进煤炭清洁高效利用的基石和保障。高质量的选煤标准对提升选煤技术及其装备水平、降低选煤厂能耗物耗、增加选煤厂经济效益意义重大;而选煤标准较低会在一定程度上阻碍选煤技术的发展以及选煤新设备的发展,不利于选煤厂的节能降耗、不利于推进煤炭清洁高效利用。
目前选煤产业面临难得的历史性机遇,应该尽快实施创新驱动发展战略,完善和提升选煤节能降耗标准体系,以高质量的标准为引领,促进选煤业更加节能、低碳、绿色可持续发展。
5.2 加强选煤厂节能降耗措施的自查和互查监督
选煤厂在进行能耗自检自查的基础上,应积极开展“相互检查、互相负责、责任倒追、双向考核”的检查监督模式,提高对选煤厂能耗、物耗水平的认识,总结其在节能降耗方面存在的问题,主动学习和吸收先进能耗水平选煤厂的生产实践经验,采取有效的提升改进措施,争做高标准节能降耗选煤厂。
5.3 积极推广节能高效的新工艺和新设备
淮南矿业集团潘集煤矿新建的1 200万t/a特大型炼焦煤选煤厂生产实践证实,采用前述先进的联合工艺,系统得到了高效简化,节能降耗效益明显。该联合工艺着眼于选煤厂整体系统的节能,具备设备总台数少、总装机容量低、建设投资低、设备维护成本低、吨煤加工费低等优势。淮北矿业集团临涣选煤厂采用该联合工艺的重选设备进行升级改造后,在本环节节电近30%。
建议选煤业要从高标准节能降耗出发,大力提倡和推广应用这种先进的高效节能降耗的选煤技术工艺。同时要加强对高标准节能降耗措施的宣传,从高标准节能降耗角度提高选煤厂准入门槛,倒逼选煤厂推进技术改造和设备升级,从而为煤炭行业质量提升和标准化建设提供坚实支撑。
6 结语
在“能耗双控”的政策指引下,提高选煤厂节能降耗势在必行。虽然目前国内大部分选煤厂的能耗指标离高标准节能降耗选煤厂还存在较大差距,但并非不可实现。笔者认为,在加强选煤行业标准质量建设的同时,只要加快高效简化选煤新工艺和高效节能选煤新设备的推广应用,就可提高我国选煤厂整体节能降耗水平,为煤炭行业的高质量发展做出贡献。
