大型铜合金浮雕的铸造制作
2022-07-13耿红亮
耿红亮
(山西夏县易源雕塑有限公司,山西夏县 044402)
大型浮雕是艺术铸造重要的产品系列,特别是铜合金浮雕,在生产中很常见。大型铜合金浮雕的铸造制作,不仅要保证浮雕图案的清晰、完美,还要保证整体厚度的均匀和不变形,同时在安装时也要特别注意变形问题。本文结合为运城市盐池博物馆铸造制作的大型青铜浮雕河东盐池之图为例,介绍铜合金大型浮雕的制作过程。
1 河东盐池之图大型青铜浮雕介绍
如图1 所示,大型浮雕青铜地铺《河东盐池之图》,长6 000 mm,宽3 500 mm,平均厚8 mm,重约2 500 kg,采用优质青铜铸造。浮雕素材来源于明神宗万历二十四年(公元1596 年)河东巡盐御史绘制的《河东盐池之图》。吴楷出任河东巡盐御史后,他看到盐丁采捞之苦,颇多感慨,便绘制河东盐池之图,后镌刻于石,以图文并茂的形式,真实地展示了明代万历年间河东盐池的全貌。同时,吴楷号召盐商们要恪守关公信义精神,诚信天下,利从信中来,并重建了运城关王庙。河东盐池之图原藏于运城关王庙,现藏于运城博物馆,是明代河东盐池重要的物证,具有很高的研究价值。大型浮雕青铜地铺河东盐池之图以青铜艺术的形象,再现了明代盐池的全貌。
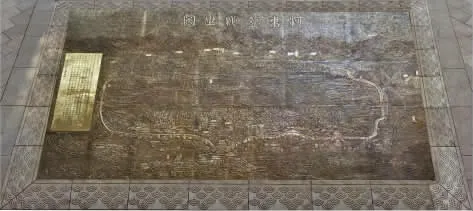
图1 河东盐池之图青铜浮雕地铺
2021 年11 月3 日,2021 运城池盐文化旅游周开幕式暨河东池盐博物馆开馆仪式在池盐文化博览园北广场隆重举行,大型浮雕青铜地铺河东盐池之图亮相,传承和弘扬着运城悠久的盐文化历史。
2 造型设计收缩余量
大型浮雕产品对于设计的尺寸都有具体要求,但是从模型的塑造,到铜合金铸件的制作,由于铜合金由液态到固态的收缩,所以在模型的设计制作时必须考虑收缩量的问题,只有在模型尺寸中增加缩尺,才能保证最终的尺寸符合设计要求。根据多年的生产实践,一般青铜浮雕砂型铸造的铸件尺寸收缩率不小于泥塑,或者为石膏型尺寸的2%.对于河东盐池之图大型青铜地铺,设计要求尺寸为长6 000 mm,宽3 500 mm,模型的尺寸放缩尺后为:长6 120 mm~6 150 mm,宽3 570 mm~3 600 mm 为佳,余量太小可能造成设计尺寸不够,太大会使最终尺寸变大,成本增加。图2 为《河东盐池之图》浮雕泥塑制作过程。

图2 河东盐池之图浮雕泥塑制作
3 翻制模具
翻制模具的工艺过程,首先是在完成模型上分型块;第二是根据型块插分型插片;第三步根据工艺要求按分型块,先翻制石膏型或者硅橡胶阴模,然后再翻制阳模。其中分型非常关键,翻模分型原则上尽量避开有花纹的地方,如果实在避不开的话,也要选择在后期容易焊接和打磨的地方分型。分型的面积大小应该和熔铜炉容量的大小相匹配。最大不能超过熔铜炉一炉所熔铜的量。假如熔铜炉一次熔铜为300 kg,按铜壁厚0.5 cm 计算,每平方米铜铸件大概是45 kg 左右,加上浇注系统用的铜量,每平方米应该在70 kg 左右,那么分型的最大面积就不能超过4 m2.具体对于河东盐池之图大型青铜地铺由于图案异常复杂,总共分了17 块,分型线具体分布于纹饰相对简单的水纹和山形图案边缘,利于铸造后期的焊接加工。采用的是硅橡胶翻制模具,如图3 所示。

图3 河东盐池之图 浮雕泥塑分型
4 造型
大型青铜浮雕一般采用砂型铸造和熔模精密铸造工艺。具体对于河东盐池之图大型青铜地铺来说,采用的是树脂砂造型工艺。造型时首先焊接造型用的砂箱;其次把型块布设在砂箱内,并布设浇冒口系统;第三是搅拌混制树脂砂,树脂加入质量分数是擦洗砂的1.6%,固化剂的加入质量分数是树脂的55%;第四是把搅拌好的树脂砂倒入砂箱内,捣实;第五待砂型固化后,掀开模具。值得注意的是树脂和固化剂的加入量随着室温的变化而变化,在造型时树脂砂一定要均匀捣实。造砂型如果有砂箱的话还比较规范,但对分型不规范的造型,要根据造型自行焊接砂型内的骨架,内外砂型的钢骨架必须上下平行,有利于后期的砂型加固。内外型造好合好后首先要用8 号左右的铁丝把内外砂型锁紧,再用直径20 cm 左右的螺纹钢进行内外型焊接,如图4 所示,以防高温铜液浇注时涨壳增加铸件厚度。由于砂型较大必须在中心外加穿心螺丝,防止高温膨胀中心鼓起。同时要在砂型上按要求布设排气孔。大型浮雕浇道一般采用雨淋式浇道,先把砂型加固好然后放在沙坑中,沙型下面三分之一部分最好埋在沙中夯实,也能进一步有效的防止涨壳[1],如图5 所示。

图4 河东盐池之图砂型合型

图5 河东盐池之图砂型放入沙坑下面三分之一用沙子夯实
5 铸造与焊接
大型铜浮雕一般采用C90300 锡青铜配方,浇注温度1 140 ℃,但是纹饰复杂的要提高浇注温度。浇注后,待铸件完全凝固并在接近室温时打开砂型;清砂、喷砂、割除浇冒口,检查铸件合格后再进行焊接加工、打磨,然后在工厂内进行预装,特别是要对变形部分进行校正,不能有翘曲变形;预装检验结束后再进行现场安装。
大型铜合金浮雕的铸造工艺注意事项:
1)必须按照图案的复杂、精细程度确定合理的浇注温度。如果纹饰复杂,且为高浮雕,就必须提高浇注温度,此铸件的浇注温度为1 250 ℃.
2)在浇注速度方面,人工控制尽量做到铜合金液均匀注入。
3)铸件铸出后进行喷砂,先点焊对接在一起,然后检查整体尺寸。
是否满足客户要求,还要注意浮雕整体是否方正,以免焊接完后方正时尺寸变小。焊接必须保证铸件的不变形,为防止变形,必须在两块铸件焊缝下面加钢骨架,一般是4 mm×8 mm 的槽钢即可。块面大的中间也要适当加上辅助筋,焊缝最好安放在槽钢面中间进行焊接,两边也可以进行加焊,这样可以增加焊口的强度,可以有效防止浮雕吊装过程中出现焊口裂开的情况。图6 为河东盐池之图铸件点焊对接、校正现场,图7 为焊接完成后的河东盐池之图。

图6 河东盐池之图铸件点焊对接、校正
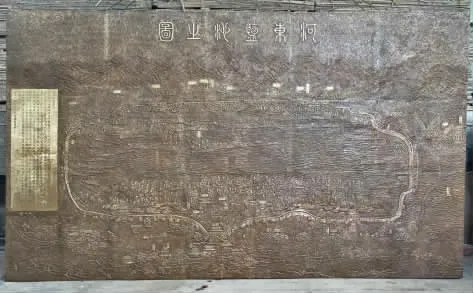
图7 河东盐池之图加工完成安装前
6 现场安装
现场安装也是保证铸造制作质量重要的工艺环节。如果安装在墙体上,必须保证基体的平整,用膨胀螺栓进行固定,缝隙要灌注水泥。《河东盐池之图》大型青铜地铺是安装在地面上的,铸件背面的加强筋起到了支撑作用,有效防止了铸件的变形,但是必须要和地基上预留的地埋件焊接在一起。在安装固定好以后,需要进行专业的水泥高压注浆夯实,否则如果有车辆不小心碾压必定会出现浮雕局部塌陷,甚至出现焊口撕裂的严重现象,后期维修会非常麻烦,而且还会影响铸件的表面质量。
7 结语
大型铜合金浮雕是艺术铸造主要的大型件门类,只有在模型设计、模具翻制、型壳制作、冶炼铸造、现场安装等各个工艺环节均进行合理科学的工艺保障和操作,才能保证最终产品的高质量。
