PLC在钢包烘烤器中的应用
2022-07-13邓飞龙
摘 要:随着装备技术的迅猛发展,针对继电器控制系统体积庞大、接线复杂、可靠性差、维修困难等缺点,PLC以其运行可靠,受到越来越多的厂家青睐,工业应用日益广泛.其替代继电控制系统已是大势所趋.
关键词:继电控制 程序 PLC 检测
一、简介:
兴澄特钢钢包烘烤器由于采用继电器接点控制线路,受环境的影响,稳定性差,故障不断,加之其线路的复杂,维修费时、费力,极大的影响生产节奏,因设备故障造成的直接损失达几十万元。
自更改为PLC以来,连续运行几年无故障,带来的经济效益可观。本文以其中一台钢包烘烤器为例,具体阐述其电路改造的步骤。
二、烘烤器的控制过程:
原来的钢包烘烤器采用的是继电控制线路(图略),所有控制对象均靠手动实现,包括气阀、风机、点火等,由此带来的问题是:费时、费力且安全性能差,往往是其中某个运转设备产生故障而导致无法正常使用,如操作人员不及时发现则易产生安全隐患,经研究决定对原控制电路进行改革,采用性价比较高的西门子产品S7-200进行。
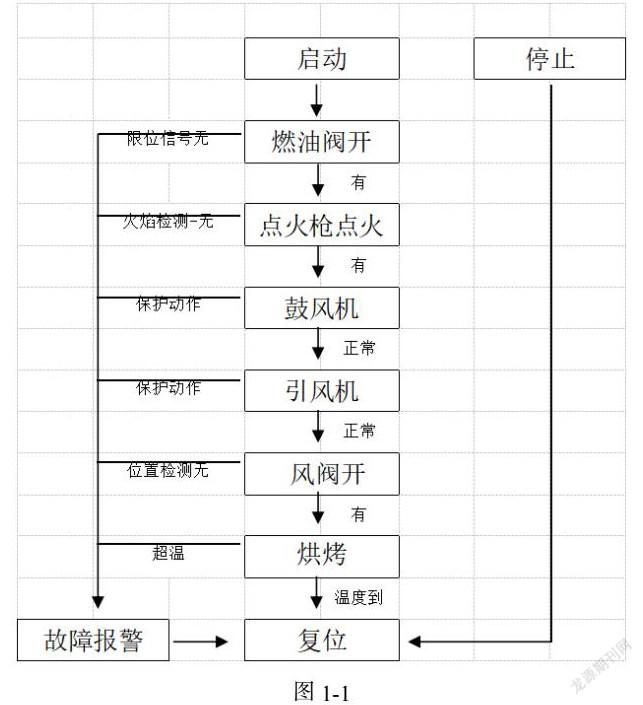
图1-1所示为钢包烘烤器的整个工作流程,改后的PLC控制电路也以此逻辑为基准实现其动作过程:
假使现钢包已坐位(起重机吊放于烘烤架),合上各电源开关,点动开启烘烤小车,使带喷嘴的圆形烘烤盖紧贴于钢包口,按下启动按钮,这时燃油电磁阀打开,开限位动作后点火枪开始点火,火焰检测器检测到信号(点火成功),鼓风机开始启动,正常后引风机启动,对钢包内实施喷火。接下来出风口气动阀开始动作,风压从左右风管同时引入,使喷火得到助燃,对钢包实施烘烤,当钢包温度达到预先设定的温度值,报警器发出警报,提示烘烤结束,同时燃油阀、鼓风机、引风机、风阀失电,操作人员点动开启小车,使车退回原始位。整个烘烤过程结束。
在烘烤自动启动过程中,如遇到燃油阀未开到位、点火枪没点着火、鼓风机故障、引风机故障、风阀没动作(无限位反馈信号)、烘烤超温等非正常情况,系统将在3-10S(视具体环节而定)后发出故障声光报警,同时PLC内部复位,待维修人员故障排除后才能进行下一次的重新启动过程。
三、PLC的控制电路梯形图:
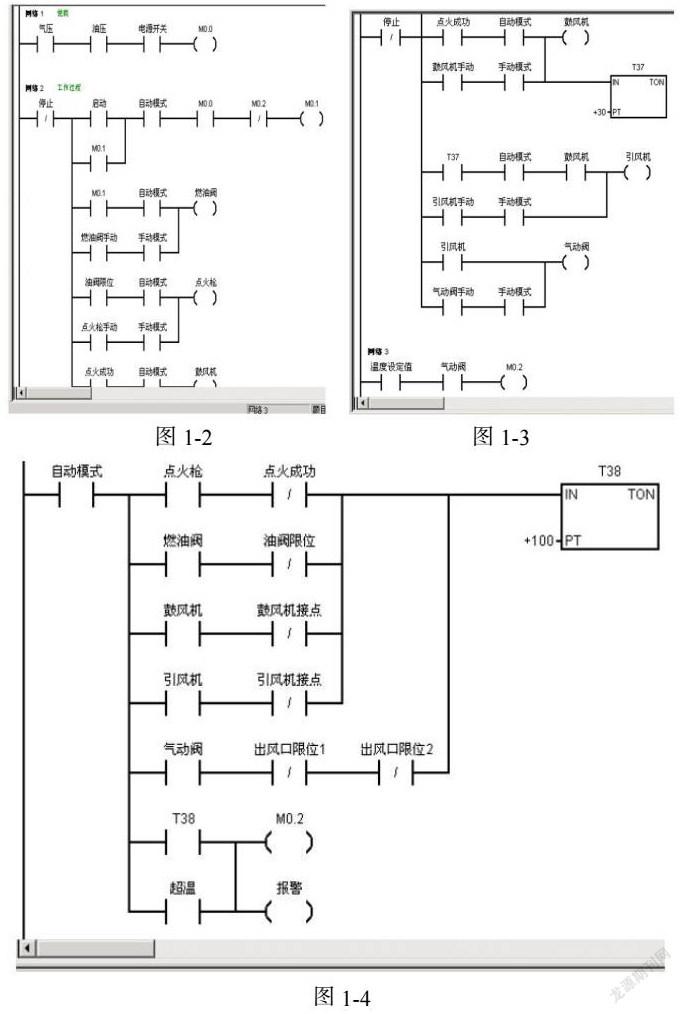
电路设计按原操作顺序进行编程,并同时兼顾了使用和维修两方面,即既要使用安全方便又要能使单体设备在维修状态下独立运行,因此在设计时设置了自动和手动功能转换:在自动模式下按启动按钮即可完成整个烘烤过程,切换到手动模式时启动按钮不起作用,而其他按钮也只在手动模式时才能控制设备(烘烤小车除外),这样可以提高整套设备的安全可靠性。图1-2、图1-3是该控制电路的梯形程序图:
图中M0.0 、M0.1、M0.2是PLC内部继电器,其中M0.0是外界必须满足的基本条件(使能信号),包括燃油和压缩空气的足够压力以及所有电气开关都应合上,M0.2是一个程序的结束信号,相当于外部操作面板的停止按钮。故障报警后系统也靠它回到初始状态。梯形图中的输入输出点已通过符号表改为了中文显示(比较直观一点),所有运行步骤均采用联锁控制,保证在前一级条件未满足的情况下(故障状态),后一级程序无法继续运行,并进行声光报警以及时通知操作人员,同时程序自动复位保证安全。图1-4是故障时程序控制步骤:
四、PLC的I/O点地址分配:
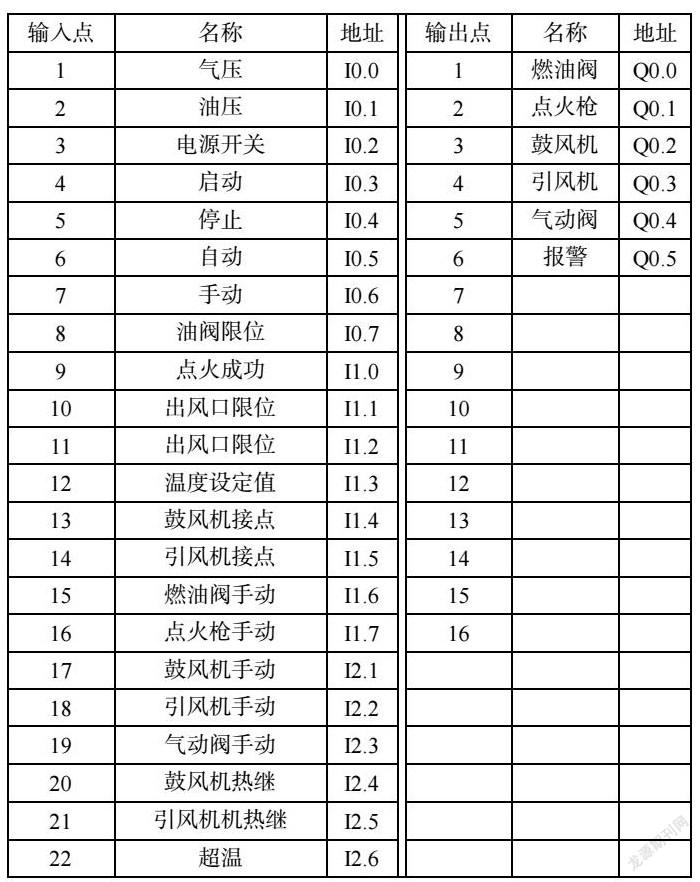
表1是S7-200内部地址分配表:
由表可以看出,外部信号使I/O点需要22路输入及6路输出,这在PLC型号的选用上是很重要的。安装时的外部控制元件也完全按此表与PLC进行逐一连接。
五、PLC的选用、安装与调试:
PLC的选用:作为新型的电子控制元件,其使用环境要求较高,必须防尘、防潮、防干扰,并且本身应可靠接地, 主机的选用根据烘烤器输入输出点的需要选用了S7-200的226系列,它能提供多达24个输入点数和16个输出点数,相对于编程需要的22个输入点以及6个输出点, 226系列基本符合,另外主机除了能提供基本点数外还稍留余地,供将来程序扩展及维护使用。用户程序采用计算机编程,完成后通过PLC的RS485通讯接口与计算机的RS232通信口相连,通过PC/PPI电缆建立通讯,进行程序的上传和下载。
电器元件的选用:外壳采用了密封性能优良的电气控制柜,导线使用塑料绝缘软控制线(BVR),为了使硬件故障率降到最低,与之配套的继电器采用欧姆龙的MY2NJ小型继电器(带指示灯),动作状态直观,接触器采用了西门子的3TB与3TF系列,虽然价格相对于其他厂家产品偏高,但西门子产品动作可靠,系统稳定性高,且使用寿命也大大延长,因此性价比还是很高的.
安装:在干净的备件房进行,依照电器柜布局图逐一安装设备,首先安装继电器接触器开关等,然后安装PLC,最后进行柜内布线,相关电器设备都加装了接地线保护,整个控制柜外观整洁,布线合理,符合电气标准。
调试:在生产现场进行,主要测试每个继电器动作是否可靠, PLC的输入输出是否正确,程序是否完善,故障报警是否灵敏等。另外接觸器应能承受足够的负载电流。
六、结论:
PLC是电气领域的一个巨大进步,其安全可靠性是传统继电控制线路所无法比拟的。整机通过改装,效果明显,故障率直线下降,改装后的机器迄今为止还没有发生过控制方面的故障,不光是节约了维修成本,更主要的是解决了一直制约生产节奏的重要问题,使连续生产得到有力保证。
参考文献
[1]可编程序控制器应用教程(台方主编2001年12月中国水利水电出版社)
[2]卧式烘烤器电气原理图 (杨雪来主编1997.4无锡苏星南华电工器材有限公司)
[3]S7-200,PLC应用论文集(西门子公司2002年4月出版)
作者简介:
邓飞龙(1987.02—),男,汉族,籍贯:江苏江阴,职称:工程师,学历:本科,研究方向:自动化技术。
