去除扇形段末端氧化铁皮的装置
2022-07-13林兴
林兴
摘 要:连铸技术的迅速发展是当代钢铁工业发展的一个非常引人注目的动向,连铸之所以发展迅速,主要是它与传统的钢锭模浇铸相比具有较大的技术经济优越性,经过几十年的发展,连铸行业取得了较大的发展,但是在一些细节方面仍然有提升的空间。连铸作业时,在连铸机的扇形段末端一般不设喷淋装置,以避免造成冷却覆盖面过大造成铸坯温度过低影响下一道工序;但是不设喷淋装置,在长期的生产实践中,该方式主要存在如下几个弊端:第一,扇形段末端无冷却,铸坯会急速回温,从而造成氧化铁皮增多,影响连铸机的金属收得率,从而增加企业的成本;第二,铸坯表面的氧化鐵皮增多后,一部分会脱落,而扇形段末端后面就是拉矫辊,高温的情况下,氧化铁皮很容易附着在拉矫辊上,造成拉矫辊辊面凹凸不平,从而对铸坯质量造成影响。本文提出了一种去除扇形末端氧化铁皮的装置,从而减少企业的辊子维护成本,提高铸坯表面质量。
关键词:连铸;扇形段末端;铸坯;氧化铁皮;装置
前言
目前,连铸机生产过程中,在喷淋段末端一般不设置冷却以避免冷却覆盖面过大造成铸坯温度过低影响下一道工序,故而铸坯表面会产生大量的氧化铁皮,铸坯出拉矫机后,氧化铁皮大块大块的脱落,既影响铸坯质量及钢水收得率,同时也造成氧化铁皮清理量大,清理困难。
氧化铁皮形成机理:高温钢水在连铸结晶器内凝固成型,形成一定厚度的坯壳,铸坯出结晶器后表面温度较高,暴露在空气中,与氧气及二冷室的水蒸汽发生反应,生成氧化铁。氧化铁皮的生成是化学反应与物理扩散的过程。存在三种氧化铁主要成分是Fe2O3、Fe3O4、FeO,而且形貌、成分、结构不同的氧化层与基体的结合力不同,组织结构转变,体积产生膨胀,这就是高温铸坯表面产生氧化铁皮并容易脱落的原因。
1.去除扇形段末端氧化铁皮的装置
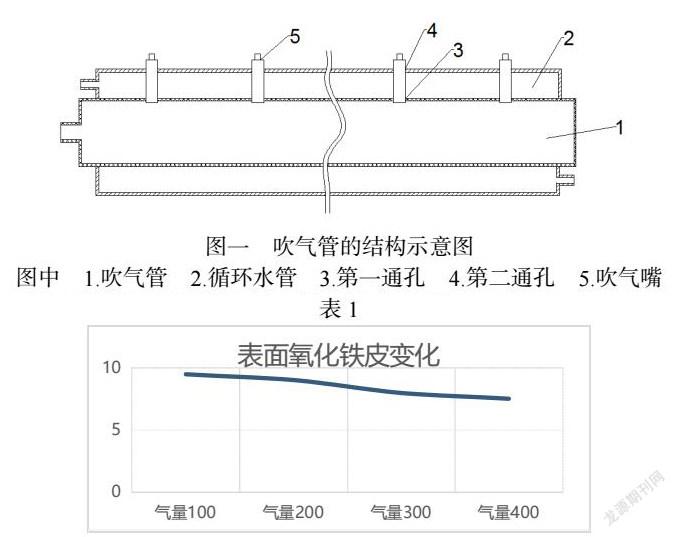
为了解决扇形段末端大量产生氧化铁皮带来不利的影响,本文提供了一种去除扇形段末端氧化铁皮的装置,包括多根吹气管,所述吹气管沿水平方向设置在所述扇形段末端相邻的传送辊之间。所述吹气管一端封闭,且其封闭端延伸至所述扇形段末端内,其开口端通过管道与外接高压气源连通,通过阀门控制气源通断。所述每根吹气管上均套设有一循环水管,所述循环水管内部中空且两端均封闭,所述吹气管同轴贯穿对应的所述循环水管,以使所述循环水管内形成封闭的冷却空间,所述吹气管上开有多个第一通孔,所述循环水管上开有多个与所述第一通孔一一对应的第二通孔,所述第一通孔和和对应的第二通孔之间均设有一吹气嘴,所述吹气嘴设置在所述冷却空间内,其进气端与对应的所述第二通孔连通,其出气端穿过所述第一通孔并与所述第一通孔的孔沿密封连接,以朝向所述扇形段末端处的铸坯的下端吹气,依靠吹气嘴喷出的压力气体的作用将铸坯表面生成的氧化铁皮吹落,以减少铁皮进入后面的设备,减小铁皮渣带来的对设备和产品质量的负面影响。所述循环水管的两端分别开有进水口和出水口,并接入外接循环水路中水压0.2~1MPa,通过阀门控制冷却水路的通断,以达到冷却保护设备稳定工况。本文所述去除扇形末端氧化铁皮的装置优化的部分有:①吹气管与所述扇形段末端的下传送辊平行设置。②吹气嘴为扇形喷嘴,吹气嘴与铸坯夹角为30°~90°,吹气嘴间距150mm-300mm紧密排列。③吹气管内通入的气体气压为0.2~1MPa。④吹气管的两端均水平延伸至所述扇形段设备外,并分别与一伸缩杆连接固定,以方便检修时移动。
铸坯温度在1000℃以上氧化速度急剧上升,产生大量氧化铁皮。在1000℃以上停留时间越长,氧化铁皮越多,1000℃大约是铸坯在900℃氧化铁皮产生量的2倍,1100℃大约是铸坯在900℃氧化铁皮产生量的4倍。该装置中,通过密排吹气管1上的多个气嘴对铸坯表面进行压力吹扫,能够降低铸坯表面温度,抑制氧化铁皮的产生,在同时吹入的气体不会造成铸坯大范围冷却,使得铸坯温度过低从而影响热轧,而且还能够通过气体的机械能吹落铸坯上的部分氧化铁皮,减小了氧化铁皮粘结的拉矫辊上对铸坯表面质量的影响;吹气管1的两端可通过连接件与扇形段的框架连接,或者通过支架设置在下传送辊的下方;再吹气管1工作过程中,铸坯对其的热辐射会使得其温度上升,为了对吹气管1进行降温,增加其使用寿命稳定工况,本实施例中在吹气管1上均套设有一循环水管2,引入外界循环水路的循环水进入到循环水管2内对吹气管1进行降温,保证吹气管1的正常使用。
2.去除扇形段末端氧化铁皮装置操作步骤
本论文还描述了采用上述所述去除扇形段末端氧化铁皮装置的操作方法,包括以下步骤:
步骤一、在连铸作业开始后,打开外接气源,向所述吹气管内通入高压气体,通过多个所述吹气嘴向所述扇形段末端处的板坯的下端吹气,以去除所述板坯下端的氧化铁皮;
步骤二、打开外接循环水路,使循环水流经所述循环水管内被冷却空间,以对所述吹气管和多个气嘴进行冷却降温。
该去除扇形段末端氧化铁皮的装置可以向铸坯吹高压气体,能够降低铸坯表面温度,抑制氧化铁皮的产生,同时吹入的气体不会造成铸坯大范围冷却,使得铸坯温度过低从而影响热轧,而且还能够通过气体的机械能吹落铸坯上的部分氧化铁皮,减小了氧化铁皮粘结的拉矫辊上对铸坯表面质量的影响。
3.效果对比:
吹扫试验吹扫角度45度,压缩空气0.8MPa进行,表面氧化铁皮进入下道工序前,不同气量吹扫后,残存在铸坯表面的氧化铁皮量如下表
可见,吹气嘴喷出的压力气体的作用将铸坯表面生成的氧化铁皮吹落,并能够降低铸坯表面温度,抑制氧化铁皮的产生,提高后续设备运行稳定性和铸坯表面质量。
4.结语:
本文主要是针对扇形段末端因为工艺要求不设置喷淋从而使得铸坯产生氧化铁皮这一现象,提出了一种去除扇形段末端氧化铁皮的装置及其方法,并且这种装置经过实际生产实践,应用效果良好,从而更好的实现扇形段后的工艺,另一方面提高了铸坯的质量,降低了企业的成本,使得设备的使用寿命加长,从而充分利用好现有连铸设备的潜力。
参考文献:
[1]董伟.连铸机热坯氧化铁皮清理装置的应用实践[J].设备管理与维修,2017(17):5.
[2]刁兴武,李乾坤.连铸钢坯氧化铁皮产生的原因及降低措施[J].黑龙江冶金,2015,35(04):56-57+60.
