管道模块化预制装配施工在大型制冷机房中的应用
2022-07-06刘森成张宁波陈国庆陈翰轶
刘森成 张宁波 陈国庆 陈翰轶
1. 上海市安装工程集团有限公司 上海 200080;2. 上海上安机电设计事务所有限公司 上海 200439
建筑业为传统施工行业,机电安装的多数工程都在施工现场进行。大型制冷机房的管道系统安装,切割、焊接、组装工作量大,劳动强度高,施工环境较为脏乱,安全问题也比较严峻。为此,行业内已经基于BIM技术,对上述问题的改善进行了一些有益的探索和尝试[1-5]。本文基于高精度三维分割设计,以上海博物馆东馆为例,对管道模块化预制装配施工技术在大型制冷机房中的应用进行了分析和讨论。
上海博物馆东馆位于上海市浦东新区联洋社区10#地块,西邻杨高南路、北邻世纪大道、东邻丁香路,东西宽185.6 m、南北宽108.8 m,高44.95 m,总建筑面积约113 000 m2,其中地上6层建筑面积约81 000 m2,地下2层建筑面积约32 000 m2。制冷机房位于建筑地下2层,轴线长8.7 m、宽8.7 m,建筑面积约1 200 m2。各类大型设备共包括:制冷机组6台、板式换热器5台、分水器1台、集水器1台、各类循环水泵28台。其中,冷冻水泵9台、冷却水泵8台、空调热水泵7台、锅炉热水泵4台。管道系统包括DN100~DN700的各类冷热水管道2 150 m,各类管配件1 240个。冷却水和冷冻水管道系统的安装采用模块化预制装配施工的方案,首先基于高精度三维BIM综合机电模型进行管段模块单元的分割设计,然后依托由分割设计模型导出的装配施工图纸进行管段模块单元的工厂化预制加工,最后在现场进行预制管段模块单元的装配安装。
1 管段模块单元分割设计
大型制冷机房内的管道系统按特征属性的不同大致可分为2类,一类是位于机房内上部空间的主干管,另一类是与水泵、制冷机组等设备相连接的分支管。主干管的特点是管径较大,一般在DN300~DN800,直管段较多,辅以少量三通、弯头、异径管等配件,管段之间采用焊接连接或法兰连接。主干管的模块化预制加工需重点关注不同管段之间法兰或焊缝与支吊架的相互位置关系,防止焊口或法兰与支吊架处于同一位置;分支管的特点是管径相对较小,多在DN100~DN400,直管段较少,异径管、短管、弯头、过滤器、阀门等配件较多。管段之间以法兰连接为主,焊接连接为辅。分支管的模块化预制加工需重点考虑的尺寸和细节问题较多,在导出装配化预制加工图纸的管段模块化分割设计阶段,如果尺寸控制不当,将造成现场管段模块单元的装配安装无法顺利进行,从而导致多次返工,不利于成本和质量的控制。
在对管道模块单元进行分段、组对的焊接处理时,需根据不同管径、壁厚通过专用夹具限制焊缝的预留间隙,确保相同规格管径不同焊缝的宽度一致,以有效减少因焊缝预留缝隙不一致而产生的累积误差。在进行管段模块单元的分割设计时,应充分考虑焊缝预留间隙的影响。
1.1主干管模块单元
理论上讲,对于主干管模块单元的分割设计,模块单元的分割越长越好,单个模块单元的分割长度越长,多个模块单元组对拼装的工作量越少,不仅有利于工程施工成本控制,而且管道系统的潜在泄漏点也能大幅度减少。实际工程中,大于DN400的制冷机房水系统管道,多以螺旋焊接钢管为主,市场供货长度基本为12 m。结合上海博物馆东馆制冷机房的实际情况,反复勘查现场后发现,其运输通道较为狭窄,长度12 m的大口径螺旋焊接钢管无法正常运输到制冷机房。综合考虑运输便利性、预制加工性和装配施工可行性后,确定以6 m为基础模块单元长度,在三维综合机电模型中进行主干管模块单元的分割设计,即在工厂化预制加工阶段,将供货长度为12 m的螺旋焊接钢管一分为二,进行主干管模块单元的预制加工。
由于设计文件要求,DN700的冷却水管道系统需采用热浸锌钢管,因此不同管段之间只能采用法兰连接。根据我国国家标准[6],DN700的平焊法兰厚度基本为60 mm,6 m长管道焊接法兰后,管段长度势必超过6 m,这正是一些工程进行管道预制加工时尺寸控制不力的主要原因之一。此外,现有施工及验收规范[7-8],对采用平焊承插法兰连接时管道需深入法兰内部的具体尺寸没有给出明确规定。根据类似工程采用手工焊接的施工经验,该深入尺寸为法兰厚度的2/3,即40 mm。若管段深入法兰内部过浅,将不利于平焊承插法兰连接的整体连接强度;若管段深入法兰内部过深,则内部焊接时容易损坏法兰密封面。
本工程对主干管模块单元的预制加工,采用压辊式自动焊机进行管段与法兰的自动焊接作业,即管段转动而焊枪不动的自动焊接方式。经在预制加工厂内的反复试验验证,最终确定管段深入法兰内壁的尺寸为法兰厚度的50%~70%。如此一来,长度6 m的管段模块单元,加上焊接法兰后管段两端各自延伸的20 mm法兰厚度,管段模块单元的实际长度为6 040 mm。此外,考虑到12 m长螺旋焊接钢管的切割损耗为2~3 mm,不同管段连接时2片法兰之间金属垫片的厚度为3 mm,造成装配组合后管段模块单元的施工完成长度为6 040~6 041 mm。之前一些工程,在工厂内预制加工的管段到施工现场后无法顺利拼装,很可能就是对管段预制加工尺寸与现场施工完成尺寸的差异理解不到位造成的。
1.2分支管模块单元
分支管模块单元分割设计的合理性,取决于对制冷机组、水泵、板式换热器及集分水器进出口管段细部连接的数据化解析是否正确,这直接决定了分支管模块单元预制加工尺寸的正确与否,也是水系统管道模块化预制装配施工在大型制冷机房成功实施的重要影响因素。对分支管模块单元进行分割设计时,采取在安装压力表或温度计的水平段短管部位预留自由段,同时在靠近主干管三通下部的竖直立管第1个法兰接口处预留自由段的方式,来调整预制加工的分支管模块单元对现场装配安装的适用性。自由段的一端采用焊接承插法兰连接,另一端则仅预留管口。图1给出了某空调冷冻水循环泵分支管竖直管段模块单元和水平管段模块单元的具体连接示意。由图1可知,竖直管段模块单元的自由段长度为784 mm,在进行本管段模块单元的预制加工时,应考虑将该自由段长度多预留100~200 mm,经现场复测后再根据实际情况进行微调。对于长度为300 mm的水平管段模块单元的自由段预制加工时,多预留的长度为50~100 mm。
图1 空调冷冻水循环泵分支管模块单元示意
大型制冷机房可能采用的阀门、过滤器等成品部件厂家众多,外形尺寸千差万别。在进行分支管模块单元的分割设计时,需及时提供各种成品部件的品牌及规格型号,以便能准确确定水平管段模块单元和竖直管段模块单元涉及的各类成品部件的外形尺寸,尤其是轴向长度需精确到毫米为基本要求。从图1可以看出,该空调冷冻水循环泵出口的竖直管段模块单元,从泵体第1片法兰到主干管顺水三通下面第1片法兰之间的长度为2 611 mm。在进行该竖直管段模块单元的分割设计时,具体可分解成长度为378 mm的变径管段、长度为784 mm的自由段等8个不同的功能段。其中,1个蝶阀自带2个密封垫,对于不同管段法兰连接的5个垫片,经过反复对比后,确定采用金属垫片。这是因为聚四氟乙烯垫片压缩后厚度变化较大,而金属垫片压缩后厚度变化很小,后者更有利于管段模块化单元预制加工和现场装配安装的精度控制。
图2给出了某板式换热器进口端竖直管段模块单元分割设计示意。从图2可以看出,进行该管段模块单元的分割设计时,不仅考虑了过滤器、阀门等管配件的轴向尺寸,也考虑了压力表、温度计等仪器仪表的安装位置,同时还考虑了法兰及垫片厚度等细部连接的具体数据,即DN200的法兰厚度为26 mm,相应的金属法兰厚度为3 mm。
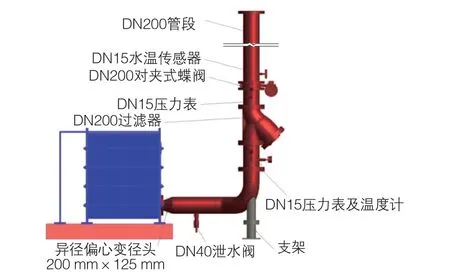
图2 板式换热器进口端竖直管段模块单元分割设计示意
1.3现场复测调整
在传统机电深化设计模式下,对于制冷机房设备及管线的定位,多以轴网为参照标注出设备、管线与建筑结构的位置关系,再以建筑结构为参照标注出设备及管线相互之间的定位尺寸。然而,实际工程中,建筑结构往往存在施工误差。基于建筑结构确定机电设备与管线的位置关系,在传统施工模式下可能问题不大,但在模块化预制装配施工模式下则行不通,必须在现场设备就位后进行实测复核调整。
准确的模块单元分割设计是进行管道预制装配化施工的必要前提,若忽视了现场实测复核工作,必然导致模型中分割设计的模块单元与现场情况存在偏差[9]。只有将现场复测数据正确地反馈到对管段模块单元的分割设计中,做到现场实测数据与分割管段模块单元无缝对接,管道的模块化预制装配施工才能得以顺利实施。例如,在设计图中,根据均匀一致的原则,并联连接的6台水泵,相邻2台水泵之间的中心距皆为2 700 mm,对应水泵出口连接到主干管上相邻2个顺水三通接口的中心距也皆为2 700 mm。但是,水泵安装就位后,现场实测得到相邻2台水泵之间的中心距分别为2 676、2 760、2 775、2 753、2 682 mm,如图3所示,设计图纸数据和现场实测数据之间差别明显。需注意的是,现场应选择同一个合适的基准点,进行设备中心距和对应主干管段间距的复测,以便正确地将现场实际尺寸反馈在分割设计模型中,进而调整分割管段模块单元的尺寸,从而减少不同管段模块单元预制装配施工的误差。
以图3泵组的情况为例,具体复测调整方案如下:以图中方形标注的立柱中心为基准参照点,复测时的水平垂直对准以柱子中心的十字线为参照线,先测量并标注第1台水泵与基准参照点的位置关系,接着以第1台水泵的定位尺寸为相对参照测量并标注第2台水泵,再以第2台水泵的定位尺寸为相对参照去测量并标注第3台水泵,以此类推,直至测量并标注完成第6台水泵。类似地,对主干管模块单元分割设计的复测调整也需以该立柱中心为基准参照点,随之根据复测的水泵定位尺寸测量、调整并标注主干管模块单元三通开口的定位尺寸。后续进行此路主干管模块单元的现场装配施工时,也需以该立柱中心为基准参照点,采取递推式施工的方式以减少累积误差的产生。
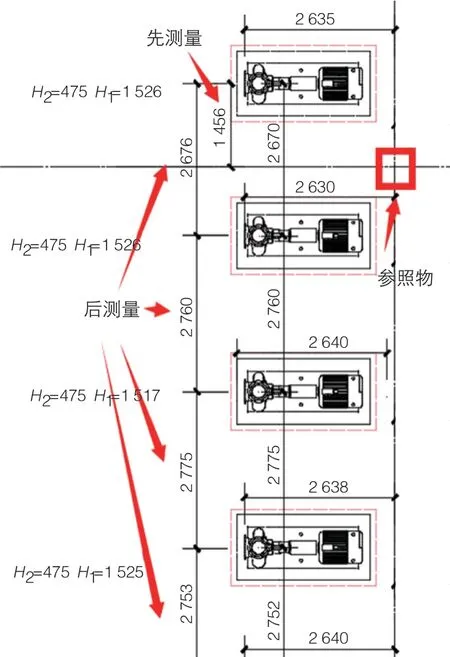
图3 水泵中心距复测示意
需要指出的是,图3所示的复测调整方案适用于同一路管线及设备,以相近位置的同一个基准参照点为基准点进行现场复测调整的情形。对于多回路的制冷机组管路系统而言,则需基于图3所示的复测调整方案,按冷冻水供水、冷冻水回水、冷却水供水、冷却水回水这几个不同管路,分管路进行某一管路模块单元分割设计的复测调整。如果制冷机组某管路的分支管模块单元与主干管模块单元对接时包括弯头,也需以制冷机组接口为相对参照,进行该管路主干管模块单元接口的复测调整。
2 工厂化预制加工
对基于高精度模块化分割设计模型导出的管道装配化预制加工图纸进行管段模块单元的预制加工时,精度和质量应是首要关注的问题。采用自动焊接为主,装配平台和手工辅助配合的方式提高管段模块单元的预制加工精度和质量。管段模块单元的工厂化预制加工流程如图4所示。

图4 管段模块单元的工厂化预制加工流程
图4中的管段模块单元的工厂化预制加工生产线主要包括2个部分,即焊前准备作业区和组对焊接作业区。预制加工生产线采用专业的机械化组对机具和自动化焊接设备,以提高生产效率和保证预制加工质量。机械化组对机具将专业卡具、主动轮、可升降支撑等按需组合,实现管段模块的机械组对并为后续的自动化焊接工序做好准备。自动化焊接设备则包括短管焊机、长管焊机、全位置焊机等不同形式,以满足不同管段模块单元的预制加工需要。
虽然都是将直管段与不同管配件进行焊接装配,但主干管模块单元和分支管模块单元的预制加工作业量不尽相同。经统计分析,分割设计的管段模块单元中,中长管段(长度3 000~5 500 mm)居多,平均每4 m有1个接头;中短管段(长度1 000~2 000 mm)部件的工作量更大,平均每1 m就有1个接头。为此,需合理地将组对和焊接划分为2个工作区来统筹安排,以使机械化组对和自动焊接工作区可连续工作,确保整条预制加工生产线的高效与协调。考虑到工序之间的连贯性,并兼顾各工作区不同的接头形式、管壁厚薄与其他特殊情况的组对与焊接需要,以管段长度为标准进行组对和焊接工作区的划分。2个工作区的设置既相互独立又互为补充。短管与管件组对焊接区主要服务于下列分支管模块单元,包括端部带弯头、异径管的短节;端部带法兰、支管、附件的短管;端部带法兰,中部带支管、附件的连接管等。多功能组对焊接区则主要服务于主干管模块单元,同时也进行一些短管的组焊。
3 现场装配化拼装
为避免现场装配化拼装时产生不同管段模块单元的混用、乱用以及管路系统安装不连续的问题,应按模块化分割设计模型中设定的管段模块单元编号顺序进行工厂化预制加工,并在预制加工好的管段模块单元上做好编号标记。
管段模块单元运输到施工现场后,应仔细核对到货清单并做好记录,通过编号和相应参数确认管段模块单元的一致性。然后根据装配施工图纸上的编号领取相应管段模块单元进行现场管路系统的装配化拼装。在现场装配化拼装过程中,应根据不同的管路系统,遵循同一管路系统先主干管模块单元、后分支管模块单元,先上部管段模块单元、后下部管段模块单元的拼装顺序。不同管段模块单元按照装配施工图就位后,不宜一次性全部硬连接,应结合自由段的设置,根据现场整体情况调节完成后,再进行不同管段模块单元拼装的最终连接固定。
对于自由段的安装,可在其前后管段模块单元都拼装完成后,基于现场复测得到的自由段最终安装尺寸进行二次预制加工(图5),从而完成自由段的精准拼装连接。
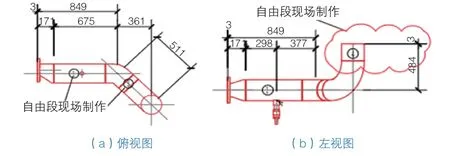
图5 自由段现场拼装示意
4 结语
大型制冷机房内管道的模块化预制装配施工,需要将管段模块单元的分割设计和工厂预制加工,通过现场复测调整的方法紧密结合起来,缺一不可。基于高精度三维BIM综合机电模型的管段模块单元分割设计,是进行管路系统工厂化预制加工的基础。分割设计的管段模块单元与现场安装设备的协同复测调整,是预制装配施工得以顺利实施的必要条件。将现场复测数据如实反馈到工厂化预制加工的管段模块单元实物上,则是现场进行管道装配化拼装的关键。同时,合理运用自由段的设置,有助于现场不同管段模块单元的顺利装配拼装。
