渤海J油田聚合物驱油配液除氧体系研究与应用
2022-07-06郑继龙吴彬彬左清泉
郑继龙,吴彬彬,左清泉
1.中海油能源发展股份有限公司工程技术分公司,天津 300452;2.海洋石油高效开发国家重点实验室,天津 300452
J 油田位于渤海辽东湾北部海域,油层组分布以纵向为主,渗透率差异较大,非均质严重。油田初期开采方式为注水开发,水驱采收率仅为13%左右。2008年,8 口注水井转为聚合物驱油,为了强化聚合物驱油效果,8 口聚合物驱油注入井陆续转为二元复合驱注入井,形成8 注33 采规模。截至2018年12月,二元复合驱见效井22 口,累计增油1.028×106m3,显著提高了油田的开发效率。然而,在聚合物驱油实施过程中,聚合物溶液中存在大量气泡,导致注入压力偏高、聚合物降解、地面设备管道和地下管柱腐蚀等问题。因此,有必要开展J 油田聚合物驱油配液除气技术研究,以满足海上油田聚合物驱油矿场实施需求,保障聚合物驱油实施效果。
1 J油田聚合物驱油配液生泡原因及解决方法
J油田聚合物驱油配注工艺流程如图1所示。通过流程分析,整个配液以及注入过程中可形成气泡的位置主要集中在溶解罐和熟化罐中,先后多次对溶解罐和熟化罐中的聚合物母液取样观察,发现聚合物溶液存在如下特点:其一,母液样品中含有大量肉眼可见的气泡;其二,单纯通过延长熟化时间,气泡分离时间超过10 h,且仅有少部分气泡分离;其三,母液取样检测气泡O2含量高达10 mg/L,O2含量严重超标(现场回注水控制指标中溶解氧含量应小于0.1 mg/L)。

图1 聚合物驱油配注工艺流程
通过梳理配注工艺流程,分析气体引入点,认为气泡主要是在聚合物干粉与水混合时形成,高压注入泵前与空气连通的节点主要为聚合物干粉上料系统,该系统以鼓风机空气为气源,干粉、空气、低压水快速搅拌混合溶解的过程会包裹空气形成含气泡的聚合物母液(质量浓度为6 000 mg/L,黏度约为3 000 mPa·s)。由于聚合物母液黏度较高,气泡上浮较慢,熟化过程中无法完全分离,从而随着聚合物溶液进入后续注入环节和地层。
通过文献调研[1-2],大庆油田采油三厂在聚合物驱油现场配注聚合物母液过程中也同样出现过母液起泡的问题,文献中重点分析了熟化罐进药位置高进低出造成母液的二次生泡,并提出通过熟化罐改造可有效改善此问题,建议在熟化罐进液管出口设置导流槽,使母液沿着管壁螺旋流入管内,既可降低母液的流动速度,又可改变流体与液面的接触角度,从而可以避免大量的气泡产生,大幅度消减气泡对后续流程的影响。
从技术实现程度和成本等角度考虑[3-4],完全隔绝空气或无气体输送的聚合物配制装备很难实现。再加上海上油田聚合物驱油现场使用的母液浓度、熟化时间、配制方式等均属于工艺方案优化后的结果[5-7],所以本研究尝试在聚合物母液配制环节,通过注入化学药剂,消耗掉气泡和溶液中的O2,从而避免聚合物溶液的降解和管道、管柱腐蚀的危害。
2 除氧剂室内筛选评价
2.1 实验材料及仪器
2.1.1 主要实验材料
实验用水,J 油田平台配聚水;聚合物,工业品,固含量≥90%,四川光亚聚合物化工有限公司;除氧剂(CQ-1、CQ-2、CQ-3、CQ-4、CQ-5),工业品,江阴华东水处理有限公司;除氧剂(BHJ3-N),工业品,济南雅歌新材料科技有限公司。
2.1.2 主要实验仪器
电子天平,德国赛多利斯集团;恒温水浴槽,优莱博技术(北京)有限公司;多点磁力搅拌器,美国Variomag 公司;旋转黏度计,美国Brookfield 公司;电热恒温箱,德国Binder 公司;DO-HX-12 型测氧管,上海才韵贸易有限公司。
2.2 除氧剂材料优选
在温度50 ℃、搅拌速度300 r/min 条件下,按照下列要求使用J 油田平台配聚水分别配制质量浓度为6 000 mg/L的聚合物母液样品。①空白样;②配液时分别加入300 mg/L 的除氧剂CQ-1、CQ-2、CQ-3、CQ-4、CQ-5 以及BHJ3-N。将聚合物充分搅拌溶解后,于恒温箱中静置1 h,参照文献[8],使用测氧管测定不同样品中的氧含量,同时观察不同样品中气泡的分布情况,结果见表1和图2。

表1 聚合物母液样品中氧含量测定结果

图2 样品静置1 h后的状态
由表1可知:不加除氧剂的空白样中溶解氧含量为8~10 mg/L,说明聚合物溶液在搅拌配制过程中,溶解氧基本达到饱和;加入除氧剂后,6个样品中的溶解氧含量均有减少,加入除氧剂BHJ3-N的除氧效果最好,溶解氧含量低于1 mg/L。
在聚合物溶液搅拌配制过程中,7 个样品中均出现大量气泡,静置1 h 后结果如图2所示。由图2可以明显看出:空白样中还有较多微小气泡,分布比较均匀,而加入除氧剂的6 个样品中气泡含量均大幅减少,加入除氧剂CQ-1、CQ-5 和BHJ3-N 样品中已没有肉眼可见的气泡,说明加入除氧剂后,能够消耗掉气泡中约占21%的O2,可以减少聚合物溶液中气泡的消泡时间。
综合表1和图2结果可知,除氧剂BHJ3-N 的除氧效果最佳,且可以大幅缩短聚合物溶液中气泡的消泡时间。
2.3 除氧剂使用浓度优选
2.3.1 消泡时间
在温度50 ℃、搅拌速度300 r/min 条件下,使用J 油田平台配聚水分别配制质量浓度为6 000 mg/L的聚合物母液样品若干,分别加入100、150、200、250 和300 mg/L 的除氧剂BHJ3-N[9],充分搅拌溶解后倒入具塞量筒并放于恒温箱中,观察聚合物溶液中的气泡分布和消泡规律,结果如图3~4所示。

图3 加入不同浓度除氧剂后静置不同时间的消泡规律
由图3可知:聚合物溶液配制完成后,溶液中含有大量分布较为均匀的气泡,随着恒温静置时间的延长,溶液中的气泡不断上浮并消失,30 min后溶液中仅残留少量集中在上层分布的微小气泡。
由图4可知:加入不同浓度除氧剂后,随着除氧剂浓度的增加,消泡时间呈先减少后增加的规律,当除氧剂质量浓度为200~250 mg/L 时,消泡时间少于50 min,消泡最快速。

图4 除氧剂浓度与消泡时间关系曲线
2.3.2 聚合物黏度及热稳定性
在温度50 ℃、搅拌速度300 r/min 条件下,使用J 油田平台配聚水分别配制质量浓度为6 000 mg/L的聚合物母液样品若干,分别加入不同浓度的除氧剂BHJ3-N,充分搅拌溶解后,于恒温箱中静置1 h,使用旋转黏度计测定不同样品的表观黏度,测试完成后重新放回恒温箱中,每隔一段时间使用旋转黏度计测定样品的表观黏度,测定条件设置为温度50 ℃、使用6.34 s-1速率剪切5 min,结果如图5~6所示。

图5 除氧剂浓度对聚合物溶液黏度的影响
由图5可知:配制好的聚合物溶液静置1 h后,不加除氧剂的聚合物溶液的黏度要比加除氧剂的稍高。可能的原因是:由于不加除氧剂的聚合物溶液中有大量的微小气泡,这些微小气泡能在一定程度上增强聚合物的弹性模量,使得表观黏度有所增加;而加入不同浓度除氧剂后,聚合物溶液的黏度基本不变,说明除氧剂对聚合物溶液黏度的影响可忽略不计。
图6是除氧剂对聚合物溶液长期热稳定性的影响。由图6可知:加入除氧剂后,聚合物溶液主要受热降解的作用,黏度不断降低。可能的原因是:由于溶液中含有的O2会对聚合物产生氧化降解,恒温放置一段时间后,聚合物溶液黏度衰减迅速,氧化降解过程主要发生在0~30 d内,超过30 d后,O2被耗尽,聚合物氧化降解减弱,但持续的热降解仍使得聚合物溶液黏度不断降低。
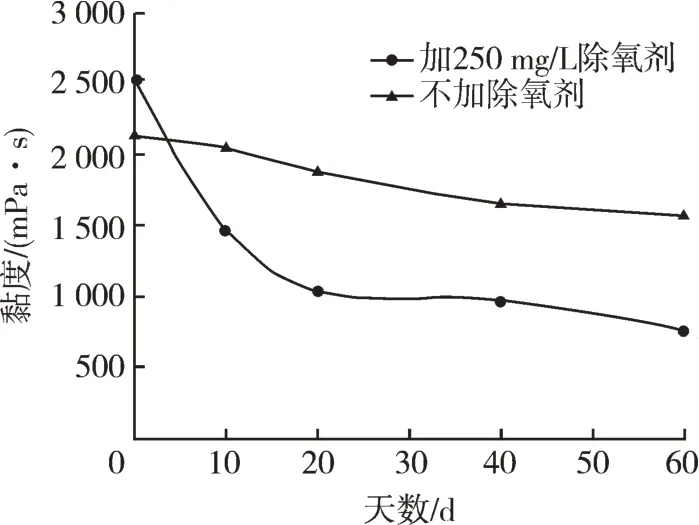
图6 除氧剂对聚合物溶液长期热稳定性的影响
2.3.3 除氧效果
在温度50 ℃、搅拌速度300 r/min 条件下,使用J 油田平台配聚水分别配制质量浓度为6 000 mg/L的聚合物母液样品若干,分别加入不同浓度的除氧剂BHJ3-N,充分搅拌溶解后,于恒温箱中静置1 h,使用测氧管测定不同样品中的氧含量,结果见表2。

表2 不同浓度除氧剂对聚合物母液样品中氧含量的影响
由表2可知:当除氧剂浓度大于150 mg/L时,聚合物溶液中氧含量均低于1 mg/L。
综合以上室内实验结果可知,在聚合物母液配制过程中,为达到最佳的除氧效果,优选除氧剂BHJ3-N,其最佳使用质量浓度为200~250 mg/L。
2.4 除氧剂对产出液的影响
使用J 油田聚合物驱油受益井产出液,分别配制水油体积比为1∶9、5∶5、8∶2 和9∶1 的油水样50 mL,再分别加入1 mL 质量浓度为250 mg/L 的除氧剂BHJ3-N,充分振荡混合油水样,然后放入50 ℃恒温箱中,观察油水界面变化情况,结果如图7所示。
由图7可知:油水样停止振荡后,油水便快速分离,油水界面清晰,油水比例与配制比例基本一致,说明除氧剂BHJ3-N不会对油水样分离产生影响。
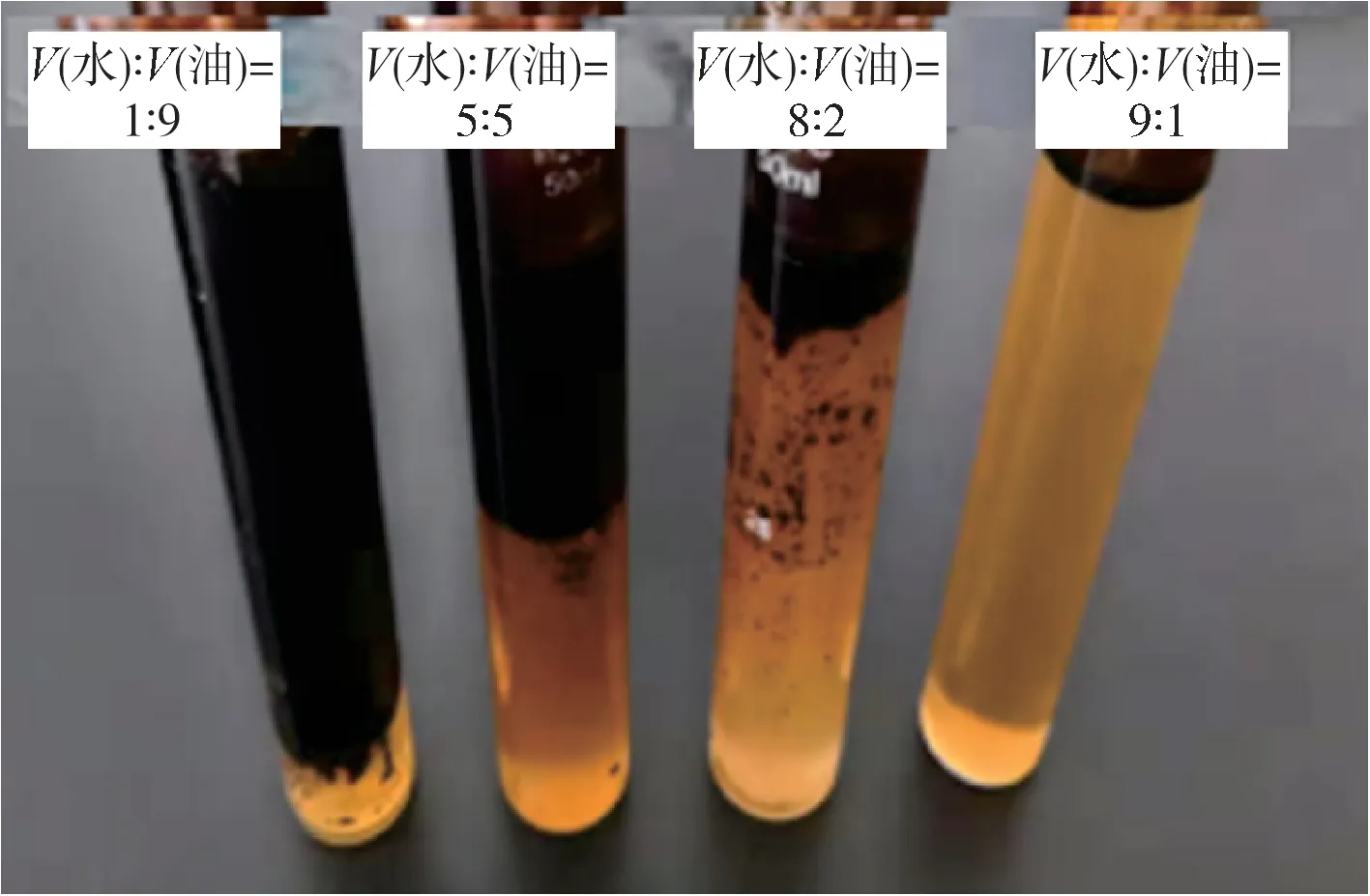
图7 除氧剂对产出液油水分离的影响
3 矿场试验
3.1 试验方案概述
考虑到现场注入工艺流程中,气泡主要在溶解罐中产生,然后沿着流程进入熟化罐,选定加药位置为溶解罐之前以及溶解罐与熟化罐之间。使用药剂注入泵恒速加药,药剂使用质量浓度为250 mg/L,加药速度为7 L/h。为了对加药后除氧效果进行评价,在整个试验过程中准确记录各个井口的注入压力和注入量,取样测定加药前后聚合物溶液的含氧量、消泡时间等参数。
3.2 效果分析
3.2.1 除氧效果
表3是加药后井口取样样品中含氧量随时间的变化。由表3可知:未加药时,井口取样样品中氧气含量为5 mg/L,加药12 h 后,含氧量降低至1 mg/L,随着除氧剂的持续加入,含氧量小于1 mg/L。

表3 加药后井口取样样品中含氧量变化
图8是现场试验过程中,根据井口取样测定的聚合物溶液中溶解氧含量计算的除氧率变化规律。由图8可知:注入工艺流程中加入除氧剂后,除氧率高达91%,后期加药稳定后,除氧率稳定在95%,说明除氧剂BHJ3-N 在J 油田现场注入工艺流程中可有效除去绝大部分O2。

图8 试验期间井口聚合物溶液除氧率变化规律
3.2.2 降压增注效果
选取J 油田注入井连续5~10 d 的注入压力和日注入量计算平均压力和平均日注入量,对比除氧试验前后J 油田注入井降压增注效果,结果如图9所示。由图9可知:注入除氧剂后,超过一半的注入井压力有所降低,平均压力降低0.26 MPa,其中W7-3Ⅲ井注入压力下降0.82 MPa,降压幅度最大。试验期间,注入井平均日增注4.02 m3,其中W4-4Ⅰ最高日增注达到40 m3。从所有试验井注入情况来看,整体降压增注效果较好。

图9 除氧试验开始前后J油田注入井降压增注效果
除氧试验结束后,再次选取J 油田注入井连续5~10 d 的注入压力和日注入量并计算平均值,对比除氧试验结束前后J 油田注入井降压增注效果,结果如图10所示。由图10可知:停止注入除氧剂后,聚合物溶液配制时又会产生大量气泡,进入地层时形成“贾敏效应”,导致平均注入压力升高,平均升高幅度为0.16 MPa,其中,W4-2Ⅲ井压力升高0.66 MPa,增压幅度最大。停止注入除氧剂后,日平均注入量降低2.25 m3,其中,W8-4Ⅰ注入量减少11.6 m3。

图10 除氧试验结束前后J油田注入井降压增注效果
综上,从除氧试验前后注入井平均压力和平均日注入量变化来看,除氧剂缩短聚合物溶液中气泡的消泡时间后,一定程度上降低了注入压力,增加了日注入量,保障了聚合物驱油实施效果。
4 结论
1)通过室内实验筛选出适合J 油田聚合物驱油配液除气的处理药剂除氧剂BHJ3-N,最佳使用质量浓度为200~250 mg/L。
2)J 油田现场试验效果表明,除氧剂BHJ3-N可有效除去配液中的O2,缩短消泡时间,间接表现出一定的降压增注效果。
3)聚合物驱油配液除氧技术可以改善聚合物驱油矿场实施效果,具有推广应用价值。
