汽车变速器齿轮类零件的锻造
2022-07-06高原鞠丽李文新陕西法士特汽车传动集团有限责任公司
齿轮是汽车变速器的主要零件,在制造过程中主要使用锻造方法来获取毛坯。在锻造后经过压力加工,齿轮零件会获得更好的内部组织和力学性能。目前变速器齿轮类零件主要通过开、闭式模锻和辗环等方式进行锻造加工。
开式、闭式模锻和辗环
变速器中齿轮、齿圈类零件主要有输入轴齿轮、主轴档齿轮和中间轴齿轮、同步器齿圈、滑动齿套、同步器钢齿环、结合齿圈等。根据零件的结构特点,使用不同的设备和工艺方法进行锻造。
开式和闭式模锻
模锻是在自由锻、胎模锻的基础上发展起来的在模锻锤上或螺旋压力机上进行的一种最常见的锻造工艺,具有工艺适应性强、生产效率高,设备造价低等优点。变速器输入轴齿轮、主轴档齿轮和中间轴齿轮及一些同步器齿圈零件由于半径方向体积分布相对均匀,适合整体模锻成形的锻造方式。随着技术成熟,齿轮锻件上还可以锻出油槽、冲出减重孔(图1),切削余量也可以控制在单边1mm 左右。

批量较小时适合在锤[图2(a)]、螺旋压力机[图2(b)]上锻造,批量较大时,适合在热模锻压力机[图2(c)]上进行多工位锻造(图3)。变速器齿轮、齿圈类锻件尺寸适中,一般外径在
60mm ~
300mm范围内,适合在中等吨位的模锻锤及螺旋压力机和万吨内热模锻压力机等设备生产。


开式模锻一般工艺过程为:下料→坯料加热→镦粗→(预成形)→成形→冲孔、切边→预备热处理→表面清理。根据不同设备特点,在热模锻压力机上锻造时,一般设置预成形工步,在锤和螺旋压力机上锻造时,仅在设备中心单工步成形。由于冲孔、切边浪费了原材料,冲孔、切边时锻件容易变形,残留飞边不利于后续加工,因此,国内现在越来越多地使用闭式模锻工艺。闭式模锻又称无飞边锻造,锻造时与开式模锻的开放模膛[图4(a)]不同,坯料金属在封闭的模膛[图4(b)]中成形,锻造后只需要冲孔而不需要切边,节省了材料。一般工艺过程为:下料→坯料加热→镦粗→预成形→成形→冲孔→预备热处理→表面清理,由于不产生飞边,因此材料利用率更高。

4)与大数据集成分析平台相关的软件系统已经在临沂矿业集团部署上线并稳定运行,同时开始全面推广应用,证明了本文设计和技术方法的先进性和实用性。
大学英语教学是我国高等教育的重要部分,信息技术与大学英语教学融合进程中,大学英语教学从“以教师为中心”的传统课堂走向现代网络环境下“教师主导—学生主体”的大学英语课堂,营造了一种优质教学环境,运用自主学习、多方参与、情境创设、协作学习、资源共享新型学习方式,依托教学平台实施大学英语翻转课堂,实现平台、教师、学生和教学资源四大元素的联动,切实提高大学英语教学效果和学生学习效率。

同步器钢齿环和倒锥结合齿(图7、图8)的齿宽都很小,反而适合热锻或温锻成形的加工方式,不但能保留完整的锻造流线,同时减少后续机械加工工序,降低生产成本。同步器钢齿环精锻一般工艺过程为:下料→坯料加热→镦粗→制坯成形→冲孔→辗环→预备热处理→表面清理→少无氧化加热→热精锻→表面清理→表面润滑→冷整形。倒锥结合齿工艺类似,冷整形后增加倒锥工序,一般工艺过程为:精密下料→坯料加热→镦粗→热锻预成形→热锻成形→冲孔→表面清理→表面软化→表面润滑→冷整形→倒锥。
热模锻压力机滑块行程固定,打击速度低,导向装置良好,有严格的运动规律和较高的模具寿命,一般应用于大批量生产。但是由于热模锻压力机一般有多个成形工步,模具结构复杂,制造成本高。
辗环工艺
同步器钢齿环是变速器同步器中一种重要的薄壁环形零件,外缘齿形在齿宽一侧有100°左右的锁止角,机加工难度高、效率低、成本高。
辗环工艺相较于传统的模锻工艺,能获得较高精度的毛坯,切削余量已经可以控制在单边2mm 以下,材料利用率高。另外环件的组织性能也通常更好,内部组织致密,晶粒细小而均匀,能显著提高耐磨性和机械强度。
精密锻造
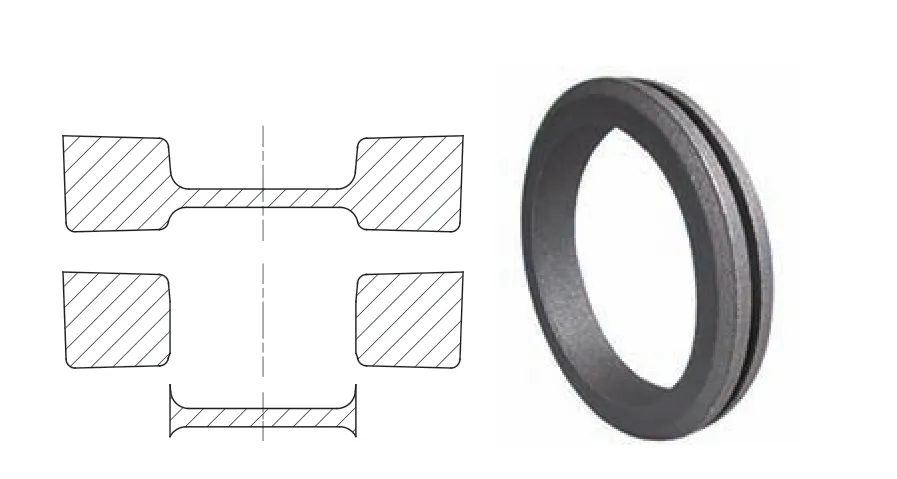
同步器中滑动齿套等环类零件由于在半径方向体积分布不均匀,适合局部塑性成形工艺,一般使用闭式模锻制坯,然后在辗环机上进行辗环(轧环)成形。一般工艺过程为:下料→坯料加热→镦粗→制坯成形→冲孔→辗环→预备热处理→表面清理。滑动齿套等同步器零件外径尺寸一般尺寸在
150mm ~
250mm,厚度在30mm 左右,闭式模锻制坯、冲孔尺寸一般选择环件内孔一半左右即可,此时轧制比一般在1.5 ~2 左右,节省材料较多。
在热精锻中,模具的结构设计和制造很重要。为了保证模具尺寸稳定,利于成形,齿形的模具一般设计成内外过盈配合组合模具,外圈对内芯有一个预紧力。模具加工尺寸精度和表面粗糙度要求较高。同时,由于模具齿部的设计要额外考虑对模具弹性变形和锻件表面氧化损失进行补偿,坯料的加热温度和模具预热温度需要控制稳定,以保证热精锻过程中模具的热膨胀,从而控制热锻件成形时和冷收缩后的尺寸大致稳定。坯料加热过程中的表面氧化保持稳定,避免表面清理后尺寸波动。
根据评分制追踪阴道分娩结局,规范剖宫产术后经阴道分娩(VBAC),降低再次剖宫产率,降低母体并发症及死亡率,有着十分重要的社会效应和经济效益。建立适合我国国情的疤痕子宫再次妊娠经阴道分娩的风险评分制预测公式,将为降低我国的剖宫产率及母儿围生期疾病奠定基础,面对国内VBAC刚刚起步的现状,做好VBAC管理和规范,采取个体化全面评估,有利于推动VBAC在我国的普及。
由于齿轮的圆形结构,一般在锤上或者螺旋压力机上模具设计为圆形镶块,制造成本低廉,安装也十分方便,安装在设备中心轴线上也可以避免偏载。
对于闭式模锻,下料重量和下料表面质量是控制锻件质量的关键,现在规模生产都采用带锯机、圆锯机、高速剪断机等设备切断圆钢,下料后表面质量较好(图5),下料毛坯镦粗后变形均匀准确,易于成形。
注:所用药物统一为:拜阿司匹林为拜耳公司生产的阿司匹林肠溶片;阿托伐他汀钙为辉瑞制药有限公司生产的立普妥。


结合齿圈也是同步器中重要零件,其结合齿齿宽一侧也有类似同步器钢齿环的锁止角。同时为了防止变速器自动脱挡,齿部很多设计成倒锥结合齿,基圆、分度圆和齿顶圆不变,沿轴线方向产生连续变化的变位系数得到变截面的特殊锥齿,齿面与分度圆交线和齿形中心形成夹角,齿部的机加工从粗车、精车、插齿、去毛刺到结合齿、锁止角,同样面临工序长,效率低,成本高的问题。
冷整形模具结构同样内外过盈配合保证尺寸稳定,加工尺寸精度和表面粗糙度同样要求较高。齿形处模具的设计和热精锻模具形成合适的配合,保证稳定的整形量,以获得稳定的冷整形尺寸,顶出设计为环形顶出方式以避免出现过大的顶出变形。
草酸铵法避免了高酸环境给操作人员带来的伤害,但草酸铵本身有毒,高温条件下会释放出氨气。所以,该法的生产安全性、环境影响以及工业可行性还有待研究。其基本原理是草酸铵中的草酸根离子能与果胶酸中的钙反应生成可溶性果胶铵盐[21]。
倒锥结合齿的倒锥模具设计为每两个齿中间一个含有倒锥形状相反的倒锥片,数量和齿数相同,外侧设计向内倾斜的斜面,和外圈的斜面接触(图9)。

压力机下压时,倒锥片向内运动作用在齿形上挤出倒锥齿。对于倒锥片的刚性、尺寸精度、表面粗糙度以及所有倒锥片的一致性要求较高。
结束语
随着锻造工艺从早先的自由锻、胎模锻发展到模锻,到现在主流的闭式锻造、精密锻造,汽车变速器齿轮零件的锻造工艺也得到了较快的发展,工艺成本逐渐降低,锻件性能不断提高。随着工艺装备和工艺技术的发展,越来越多的先进的精密锻造工艺出现,变速器齿轮的锻造技术将逐渐趋高效化、低成本化,绿色化。
