步进式自动封口机控制系统的研制
2022-07-06张胜云

摘 要:步进式自动封口机是一套12工位的封口设备,针对玻璃真空管封口工序而研制,由封口主机、供件辅机和出件辅机以及控制系统所组成,整套设备只需上管和下管两名工人操作即可完成。文章叙述了自动封口机控制系统的研制过程,主要包括封口机结构、控制要求,控制方案、PLC以及外围硬件的选择等内容,其中工件内外管的同步旋转和退火灯头的定位采用步进电机作为驱动电机,并选用触摸屏作设备监控。
关键词:封口机;硬件;PLC;步进电机;触摸屏
中图分类号:TP311 文献标识码:A文章编号:2096-4706(2022)06-0050-05
Development of Control System of Stepping Automatic Sealing Machine
ZHANG Shengyun
(Shandong Huayu University of Technology, Dezhou 253034, China)
Abstract: The stepping automatic sealing machine is a set of 12 station sealing equipment, which is developed for the sealing process of glass vacuum tube. It is composed of sealing host, feeding auxiliary machine, outgoing auxiliary machine and control system. The whole set of equipment can be completed by only two workers perform on and off the tube. This paper describes the development process of the control system of the automatic sealing machine, mainly including the structure of the sealing machine, control requirements, control scheme, PLC and the selection of peripheral hardware. The synchronous rotation of the inner and outer tubes of the workpiece and the positioning of the annealing lamp cap use the stepping motor as the driving motor, and the touch screen as the equipment monitoring.
Keywords: sealing machine; hardware; PLC; stepping motor; touch screen
0 引 言
步进式自动封口机是,玻璃真空管是太阳能集热器的核心部件,用量巨大,由于人工封口的速度慢、成本高、封接质量不稳定等因素,研制一台高产能、高效率、高质量的自动封口设备非常必要。
目前真空管生产过程的灯工接尾管、封口和排气、封离等工序,其中灯工接尾管、排气、封离等都陆续实现了自动化生产,只有封口工序大多采用单体封口机封口,靠人工操作,对封口工人的技术要求较高,经常因操作技艺和封接手法差异影响到管口形状和封接质量,且用工量大,生产效率低,已成为真空管生产线全自动生产的瓶颈问题。自动封口机的研制不仅能取代人工封口实现真空管封口工序的自动化,而且还为玻璃真空管的全自动生产创造了可能。
步进式封口机是一套12工位的自动封口设备,它取代了单体封口机的手工作业模式,封口过程实现了自动化,其间只需上管和下管两名操作工人的简单劳作即可。自动封口机控制系统的试制成功,为玻璃真空管整条生产线的全自动生产创造了条件。
1 封口机构成及控制要求
1.1 封口機构成
步进式封口机是一套12工位的自动封口设备,由一台主机和两台辅机及控制系统构成。
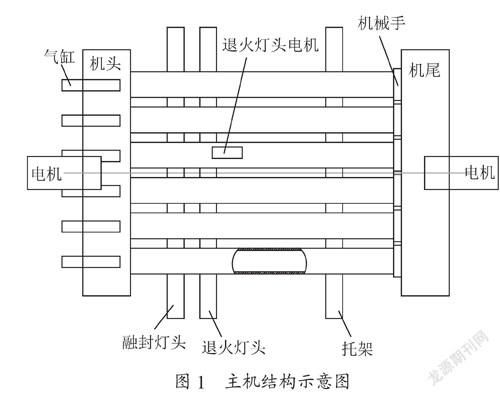
主机:实现工件内外管同心、同步旋转完成封口机封口后退火,由机架,同步旋转机构,封口和退火机构,进管系统,加热系统,控制系统构成。封口主机上部装有12支可转动支撑底座,封口模具驱动装置,机械手转动轴装置,气缸驱动机体进退。
供件辅机:将人工装摆的12支未封口管移送至主机后返回初始位置,由机架、工件支撑座、传输和升降机构组成。
出件辅机:将主机封好口的工件移送到下件位置,人工下管后准备下一循环,机构同供件辅机同轨道相向运行。
控制系统:实现封口机自动运行控制及本技术要求提出的输送、位置、旋转、加热、封口等控制。
图1为封口主机结构示意图,图中以6工位示意。
1.2 封口机工艺过程
供管辅机人工上管12支—按下启动按钮—供管机输送到封口主机—12支管子平落在封口机转动轴—供管机自动返回—机械手固定内管、外管—内外管同步旋转,点火加热,封口模具封口,降温退火—停止转动,机械手退出—退火时出管辅机进至主封口机下—退火停,辅机上托盘上升,移出管子—进入下一循环。
1.3 封口机控制系统技术要求
(1)工件加热过程中要求内外管同步旋转,且转速可调。B2E4DCE8-F4BA-4326-AEF4-D3D14658842B
(2)灯头移动要求定位控制,定位精度0.1 mm,可重复定位,且位置可调。
(3)供管辅机与出管辅机要求正反两方向运行,速度可调,减速制动停车,定位精度2 mm。托架要求可托起和落下,即可逆运行,且有行程限制。互锁关系:出管辅机没有退出,供管辅机不能进入,防止撞车。
(4)供管辅机人工装管,按钮启动辅机运行,互锁关系:定位板不移开辅机不能运行或一键开关延时运行。
(5)工件机械手与旋转机构互锁关系:机械手未固定好工件,工件不能转动,不能点火,封口后工件停止转动后机械手才能退出,同时机械手没有退出,出件辅机不能动作。
2 控制方案的确定
根据以上控制要求,内外管旋转要求“工件加热过程中内外管同步旋转,且转速可调”,综合比较交流异步电机、步进电机、伺服电机三种调速系统的性能以及性价比,最终选择步进电机配步进电机驱动器驱动;灯头移动要求“定位控制,定位精度0.1 mm,可重复定位,且位置可调”,比较步进电机、伺服电机两种系统在定位方面的性能、性价比以及步进驱动系统的“间隙补偿”功能,灯头移动也选用步进电机配步进电机驱动器驱动;供管辅机与出管辅机要求“正反两方向运行,速度可调,减速制动停车,定位精度2 mm”,输送机构选用三相笼型异步电动机配变频器驱动,用接近开关配合位置控制;两辅机的托架要求“可托起和落下,且有行程限制”,选用三相笼型交流异步电动机驱动配交流接触器控制,并配制动装置。主机上的机械手、封口模具、机头、机尾以及托架的移动都采用气缸驱动,用电磁阀控制。融封和退火采用电磁阀控制。
核心控制采用PLC完成,一台PLC控制封口机从上管、输送、封口再到输送、出管的整个生产过程。利用触摸屏作为机界面监控封口机生产过程以及参数设置。
封口机控制系统方案如图2所示。
3 PLC及外围元器件的选取
3.1 工件旋转电机及驱动器
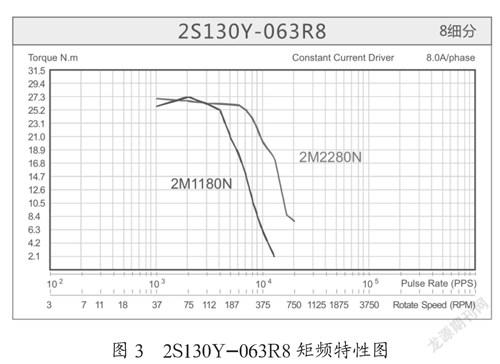
封口机内外管旋转电机选择Kinco步进电机,型号为2S130Y-063R8,40 nm,7.0 A,1.8°/STEP。2S130Y-063R8是Kinco130法兰系列两相步进电机,保持转矩为40 N·m,相电流最高为7.0 A,转子惯量为48.4 Kg · cm2,电机轴径为19毫米,步距角为1.8°±5%。最大径向负载为220 N,最大轴向负载为60 N。电机矩频特性如图3所示。
步进电机驱动器选用Kinco,型号2M2280。从电机矩频特性图中可以看出在2M2280N的驱动下,电机的矩频特性较好。2M2280N可直接接入单相220 V交流电网,可驱动130系列步进电机,有过压保护功能和欠压保护功能,如果电压高于395伏,就会开启过压保护,如果电压小于200伏就会开启欠压保护。2M2280N具有驱动器试运行功能、相位记忆功能、自动半流功能和微步滤波功能,可以减少电机运动瞬变,使电机运行更加平滑。2M2280N有12档细分,本设备选择8细分驱动2S130Y-063R8电机。2M2280N驱动器实物图如图4所示。
3.2 退火灯头移动电机及驱动器
退火灯头移动电机选用Kinco步进电机,型号为2S86Q-030B8,8.5NM,6.0A,1.8°/STEP。2S56Q-02054同样为两相细分型电机,它的步距角为1.8°±5%,相电流为3.0 A,保持扭矩为0.9 nm,阻尼扭矩为0.04 nm,相电阻为0.65%±10%,轴向负载15 N,径向负载75 N。
2S56Q-02054需要两相细分型驱动器驱动,退火灯头移动电机驱动器选用步科型号2M860。2M860驱动器供电电压在直流24 V到80 V之间,输出相电流为2.5 A到6.0 A,控制信号输入电流为6到16 mA,冷却方式为自然风冷,重量0.7 kg,具有过压、过流、错相、输出短路保护功能。2M860型号的电机驱动器最大供电电压可达到220 V,提供给电机更好的高速启动功能。2M860驱动器中含有细分选择开关,选择8细分来驱动电机。2M860驱动器实物图如图5所示。
3.3 供管、出管辅机传输电机及变频器
选用带电磁制动的三相异步电动机YEJ801-4,0.55 kW,1.9 A,制动线圈励磁电压99 V。变频器选用CHZIRI(紫日)变频器,型号ZVF9V-G0015T4,功率1.5 kW,3 PH,3.7 A。
3.4 供管、出管輔机托架电机及接触器
上管托架及下管托架升降采用带电磁制动的三相交流异步电动机,电机型号:Y2EJ71M2-4,0.37 kW。交流接触器:选用施耐德交流接触器,LC1-DO9M7C-LADN01C AC220,采用施耐德断路器C65N-D2A 3P,作电机保护。
3.5 PLC及扩展模块
首先,通过性能对比选择性价比更好的PLC。经对比西门子S7-200SMART系列、三菱FX3U系列以及欧姆龙CP1H三款PLC,西门子S7-200SMART及三菱FX3U系列PLC,其基本模块只有一轴脉冲输出,只能控制1台步进电机,若控制3台,必须再选定位模块,而欧姆龙CP1H系列PLC其基本模块具有四轴脉冲输出,可以控制4台步进电机,更符合控制要求。所以选用欧姆龙CP1H系列PLC,型号确定为CP1H-X40DT-D。
欧姆龙 CP1H-X40DT-D的电压电源为直流24 V供电,输入继电器24点,输出继电器16点,消耗功率50 W以下,拥有标配4轴的脉冲输入功能,可实现4轴脉冲输出,可高精度定位控制,高速计数器功能,可以一台实现多轴控制,最多有8点的中断输入控制,另置串行通信功能,RS232C和RS485可任意选择,标配USB外设端口。本设备CP1H-X40DT-D通过串口通信线RS232C与人机界面连接。B2E4DCE8-F4BA-4326-AEF4-D3D14658842B
其次,选择PLC扩展模块。
所用控制按钮、各种位置检测开关、传输用控制开关等总计输入点数52点,步进电机驱动器、变频器、所有气缸用电磁阀、指示灯等总计输出点数46点。
CP1H-X40DT-D型 PLC基本模块有输入24点,输出16点;需增加扩展模块CPM1A-40EDR,1块,输入24点,输出16点;扩展模块CPM1A-20EDR1,1块,输入12点,输出8点;扩展模块CPM1A-8ET,2块,每块输出8点。总计输入60點,冗余8点;输出56点,冗余10点。
3.6 触摸屏
工艺要求部分参数可以调整:如融封时间0~60 s;模具成型时,气缸停顿时间0~2 s;退火时,退火时间0~120 s。灯头移动位置,工件旋转速度0~120 rps可调,同时整机的运行状态可以监控。故配置触摸屏一块,选用Kinco触摸屏,型号 MT4300C。
Kinco MT4300C显示尺寸为 5.6" TFT,存储器为128 MB 闪存、64 MB内存,程序下载方式可以为USB方式和RS232/RS485-2/RS485-4,COM1:RS232/RS485-2/RS485-4串口通信方式,显示色彩65536彩色,MT4300C人机界面性能稳定、安全可靠、屏幕分辨率极高,会使画面看起来更加清晰美观。
4 封口机控制系统图
由于篇幅有限,只介绍封口主机部分控制系统图。
4.1 封口主机控制系统主电路
因为封口机所有电磁阀、灯头移动电机驱动器2M860、PLC以及触摸屏的均需要24 V直流电源作工作电源,同时考虑他们各自工作的独立性,从而分别配置AC220V/DC24V的开关电源模块,将220 V交流电变为24 V直流电源。
4.1.1 断路器
整套封口机配置一台总电源开关短路器QF1,两台工件旋转电机驱动器2M2280N工作电源采用单相220 V交流电,并且自身具备过载及短路保护,但考虑用电安全分别为其配置独立的两相断路器,做电源隔离以及双重保护之需要,通过ACL、CAN与两相断路器连接。同理,三个开关电源模块也分别配置两相断路器方便隔离电源和双重保护。
4.1.2 步进电机驱动器与电机的连接
三台步进电机驱动器的A+、A-、B+、B-分别连接各自电机的四个端口A+、A-、B+、B-。
封口主机控制系统主电路如图6所示。
4.2 步进电机驱动器与CP1H-X40DT-D型PLC的信号连接
4.2.1 工件内管电机驱动器2M2280N与PLC的信号连接
工件内管电机驱动器2M2280N的PLS1+、DIR1+端口接+24 V电源,PLS1-接到PLC的输出Q00端口,DIR1-接到PLC的输出Q02端口。外管电机驱动器2M2280N的PLS2+、DIR2+端口接入+24 V电源,PLS2-接到PLC的输出Q01端口,DIR2-接到PLC的输出Q03端口。工件内外管电机驱动器与PLC连接图如图7所示。
4.2.2 灯头移动电机驱动器2M860与PLC的信号连接
灯头移动电机驱动器2M860的PLS3+、DIR3+端口接入+24 V电源,PLS3-接到PLC的输出Q04端口,DIR3-接到PLC的输出Q05端口。灯头移动电机驱动器与PLC连接图如图8所示。
5 结 论
随着后期程序设计、安装调试及试生产,步进式自动封口机得以研制成功,并投入生产。其工作稳定,用工少,效率高,产能高,单管成本得到下降,加上灯头火焰的自动控制,封口总成本下降约30%。
另外,值得分享的一点是封口机控制系统的硬件部分除去PLC考虑4轴驱动要求选用欧姆龙的CP1H外,其余硬件全部选用国产品牌,并且经过试制以及一段时间的试运行,运行稳定可靠。从而也看出我们国家科技的发展与进步,一些国产品牌的性能和质量完全不逊于国外发达国家的知名品牌,也借此机会建议大家选用国产品牌。
参考文献:
[1] 王勋.基于PLC的步进电机控制系统设计 [J].赤峰学院学报(自然科学版),2021,37(1):63-67.
[2] 步科电气—Kinco~N系列步进驱动器2M880N [J].自动化博览,2009,26(9):7.
[3] 公利滨.欧姆龙PLC培训教程 [M].北京:中国电力出版社,2012.
[4] 袁东来.Kinco CD伺服成功应用于注塑机机械手 [J].自动化应用,2011(5):5-6.
[5] 文杰.欧姆龙PLC电气设计与编程自学宝典 [M].北京:中国电力出版社,2015.
作者简介:张胜云(1965—),女,汉族,河北深州人,高级工程师,本科,研究方向:工业控制、节能技术。
收稿日期:2022-02-15B2E4DCE8-F4BA-4326-AEF4-D3D14658842B
