304L不锈钢薄壁小径管焊缝的相控阵超声检测工艺
2022-07-05杨建龙杨会敏张晓峰金士杰刘伟达
杨建龙,杨会敏,2,严 宇,2,张晓峰,董 安,金士杰,刘伟达
(1.核工业工程研究设计有限公司,北京 101300;2.中国核工业二三建设有限公司,北京 101300;3.中国核电工程有限公司,北京 100840;4.大连理工大学 无损检测研究所,大连 116024)
某化工厂的现场管道焊缝大量采用304L不锈钢薄壁小径管(壁厚3.5~6 mm),而304L不锈钢在进行焊接时,可能存在气孔、裂纹[1]、未熔合、未焊透等焊接缺陷,对焊缝质量造成影响。设计方要求焊缝检验结果不允许有裂纹、未焊透、链状气孔及密集气孔等缺陷,允许有单个零星的气孔、夹渣。针对该类型不锈钢薄壁小径管,采用传统射线方法检测时,由于存在辐射风险,无法交叉施工,检测效率低;采用常规超声检测时,衰减和噪声的影响较大,检测灵敏度较低,难以发现焊缝中较小缺陷,且检测结果无法存储。而相控阵超声技术(PAUT)可通过调整阵列换能器各阵元发射和接收的相位延迟,合成在一定范围内有偏转、聚焦等效果的声束,具有更大的检测范围和更高的检出能力[2],可对304L不锈钢焊缝进行检测[3-5],且该方法具有检测结果可数字化存储、检测重复性好、显示直观、面积型缺陷检出率高、无需辐射防护、可交叉施工、检测效率高等优点。因此,笔者通过声学特性分析、仿真模拟、试验验证、解剖试验和缺陷检出率分析,对304L不锈钢薄壁小径管焊缝进行相控阵超声检测,并利用现场焊缝对检测工艺进行了验证。
1 研究对象
根据某化工厂的现场焊缝选取了φ33.4 mm×4.55 mm,φ48.3 mm×3.68 mm,φ60.3 mm×3.91 mm,φ60.3 mm×5.54 mm,φ88.9 mm×5.49 mm,φ73.5 mm×5.16 mm(直径×壁厚,下同)等6种规格焊缝进行研究。
2 材料的声学特性分析
选取与现场管道材料(牌号为022Cr19Ni10,属于304L不锈钢,经过轧制和固溶处理)和焊接工艺完全相同的小径管对接焊缝(规格为φ60.3 mm×5.54 mm)进行解剖分析。在试块上选取三处截面进行焊缝和母材区域的金相观察,不同位置截面金相照片如图1~3所示。各截面分别命名为1-1、1-2和1-3。统计金相照片中的最大晶粒尺寸和各截面处晶粒度,结果如表1所示。
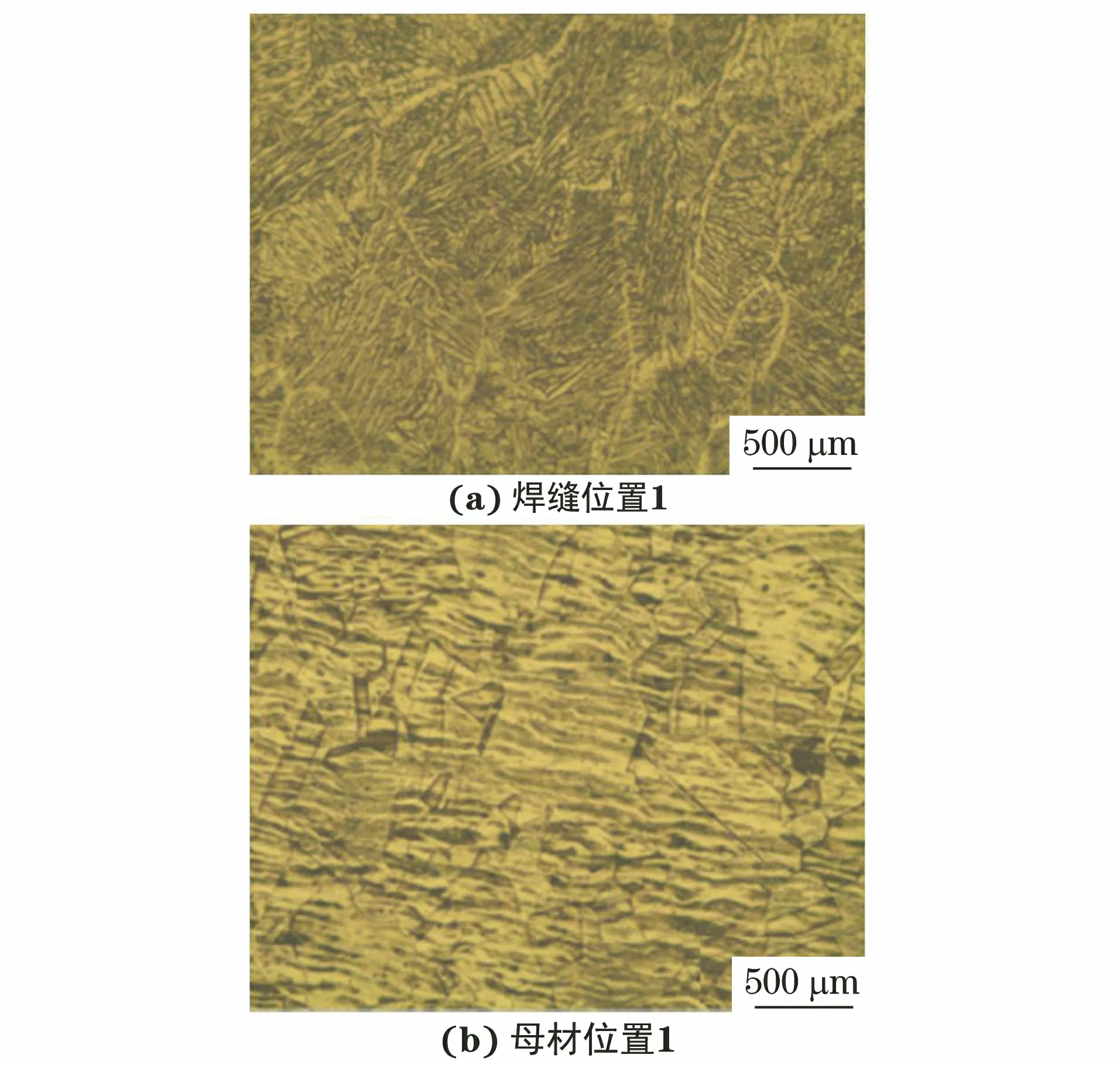
图1 1-1截面金相照片
图2 1-2截面金相照片
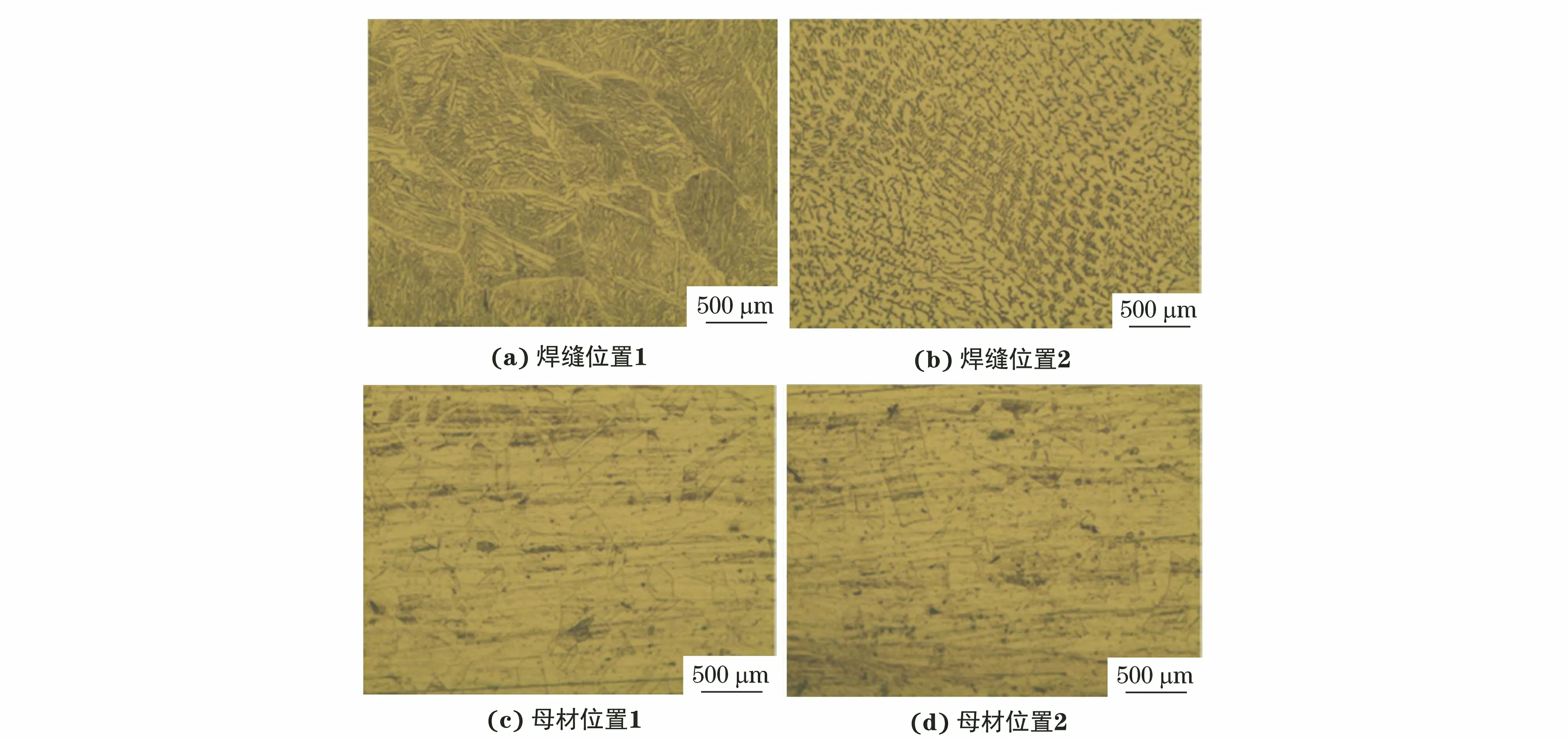
图3 1-3截面金相照片
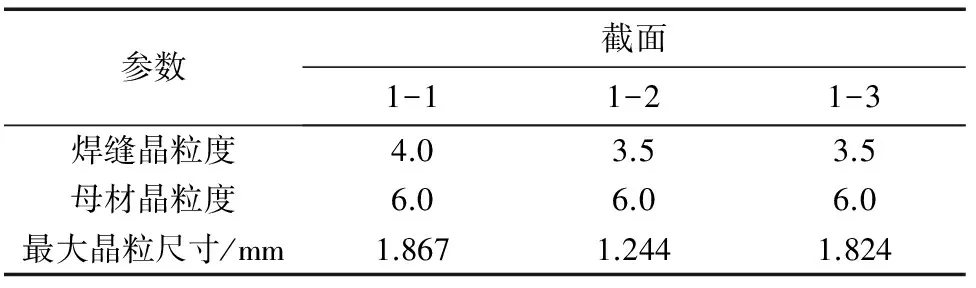
表1 各截面处晶粒度及最大晶粒尺寸
由表1可知,不锈钢材料晶粒粗大,超声波在其焊缝组织内传播时,会产生严重的散射现象,从而使检测的有效能量大大降低,当声波遇到晶界还会发生一定的波型转换,使检测效果大打折扣[6],因此笔者采用相控阵超声方法,通过偏转和聚焦提高检测的有效能量,并通过声场能量仿真进行分析。
同时,对φ60.3 mm×5.54 mm规格的不锈钢小径管进行了声速、衰减、噪声水平等声学参数的测量,得到以下结论:① 母材中平均纵波与平均横波声速分别为5 928,3 172 m·s-1,焊缝中平均纵波与平均横波声速分别为5 864,3 123 m·s-1;② 母材平均衰减为0.16 dB·mm-1,焊缝平均衰减为0.29 dB·mm-1;
③ 母材平均噪声水平为φ2 mm-33 dB,焊缝平均噪声水平为φ2mm-30 dB。
3 仿真模拟
3.1 声场仿真
根据φ60.3 mm×5.54 mm规格检测对象的声学特性,将其声学参数测量结果作为仿真参数,展开了声场仿真研究,主要比较探头类型(一维自聚焦和双晶阵列)、检测频率(5 MHz和7.5 MHz)、阵元个数(满阵、3/4满阵和1/2满阵)、楔块角度(60°和70°)和聚焦深度(三倍壁厚和一倍壁厚)等参数对声场分布的影响。不同仿真参数的仿真结果比较如表2所示。
经仿真发现,使用一维自聚焦探头(7.5 MHz)和60°横波楔块,设置扇扫声束范围为40°~67°,设置真实深度聚焦3倍壁厚,采用横波二次波和三次波在焊缝两侧进行相控阵超声检测的效果较好,其声场仿真结果如图4所示。
3.2 缺陷仿真
在声场仿真的基础上,针对不同规格的奥氏体不锈钢小径管进行缺陷仿真检测,缺陷仿真结果如表3所示。仿真缺陷包含体积型缺陷和非体积型缺陷,结果显示:6种规格小径管中非体积型缺陷均可有效检出。其中直径0.6 mm或0.8 mm球孔缺陷可有效检出(信噪比大于6 dB),且图像中伪像较少,缺陷图像易于辨别。相比之下,直径0.4 mm和0.5 mm球孔缺陷的扇扫图像中存在一些伪像,但可从对应A扫描信号中识别大于6 dB的缺陷。
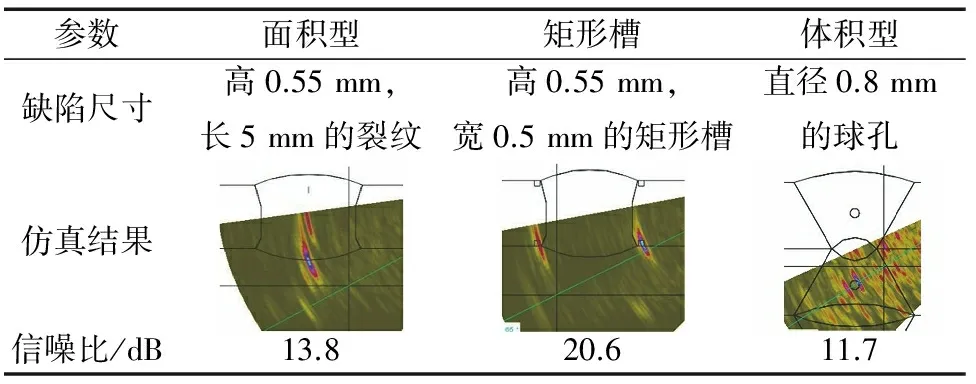
表3 缺陷仿真结果
分析缺陷仿真结果,可确定6种规格的奥氏体不锈钢小径管检测工艺为:7.5 MHz的一维自聚焦探头和60°横波楔块,扇扫声束范围为40°~67°,真实深度聚焦3倍壁厚;使用二次波在焊缝两侧进行超声相控阵检测。当焊缝根部不能有效覆盖时,可使用三次波进行补充。
3.3 单侧扫查仿真
针对受管道结构或空间布置影响,无法实施单面双侧扫查的焊缝,需要研究是否能在焊缝单侧对焊缝区域进行全体积覆盖。焊缝区域覆盖结果如图5所示。

图5 焊缝区域覆盖结果
在焊缝中不同位置设置缺陷,采用二次波和三次波进行仿真模拟,结果表明,在单侧增加一次扫查,可以实现焊缝全体积扫查。
3.4 灵敏度仿真
为研究PAUT技术在奥氏体不锈钢小径管焊缝中对微小缺陷的检出能力,尤其是针对某化工厂中射线验收标准中的圆形缺陷,即实际产品焊缝中占比较大的气孔,设置不同尺寸的气孔缺陷进行模拟分析。
由模拟数据可知,随着壁厚减小,各球孔与φ2 mm横通孔的幅值差降低。对于射线验收标准中的φ0.6 mm的球孔,其灵敏度幅值为φ2 mm-24 dB,可以此作为相控阵检测的TCG(时间校正增益)设置灵敏度。
3.5 缺陷检出率分析
为验证检测工艺的可行性,根据仿真结果,选择典型规格的奥氏体不锈钢小径管进行相控阵超声检测缺陷检出率计算。其中,包括壁厚最薄和最厚的φ48.7 mm×3.7 mm和φ60.3 mm×5.8 mm规格,以及处于中间厚度且管径最小的φ33.7 mm×4.6 mm规格。缺陷检出率分析的仿真参数与实际声学参数一致。
计算结果显示,在95%的置信度下,三种规格的奥氏体不锈钢小径管中直径0.6 mm球孔的缺陷检出率接近90%,直径0.8 mm球孔的缺陷检出率均超过90%。此外,裂纹高度为0.25 mm时,缺陷检出率接近100%。
因此,采用7.5 MHz的一维自聚焦探头和60°横波楔块,设置扇扫声束范围为40°~67°,真实深度聚焦3倍壁厚,使用二次波在焊缝两侧进行不锈钢薄壁小径管的相控阵检测工艺可行,能够满足设计的质量检测要求。
4 模拟试块设计
为验证仿真工艺,课题组参照检验技术要求设计了φ33.4 mm×4.55 mm,φ48.3 mm×3.68 mm,φ60.3 mm×3.91 mm,φ60.3 mm×5.54 mm,φ88.9 mm×5.49 mm,φ73.5 mm×5.16 mm 等6种规格的模拟试块共30块,所含缺陷类型及数量如表4所示。
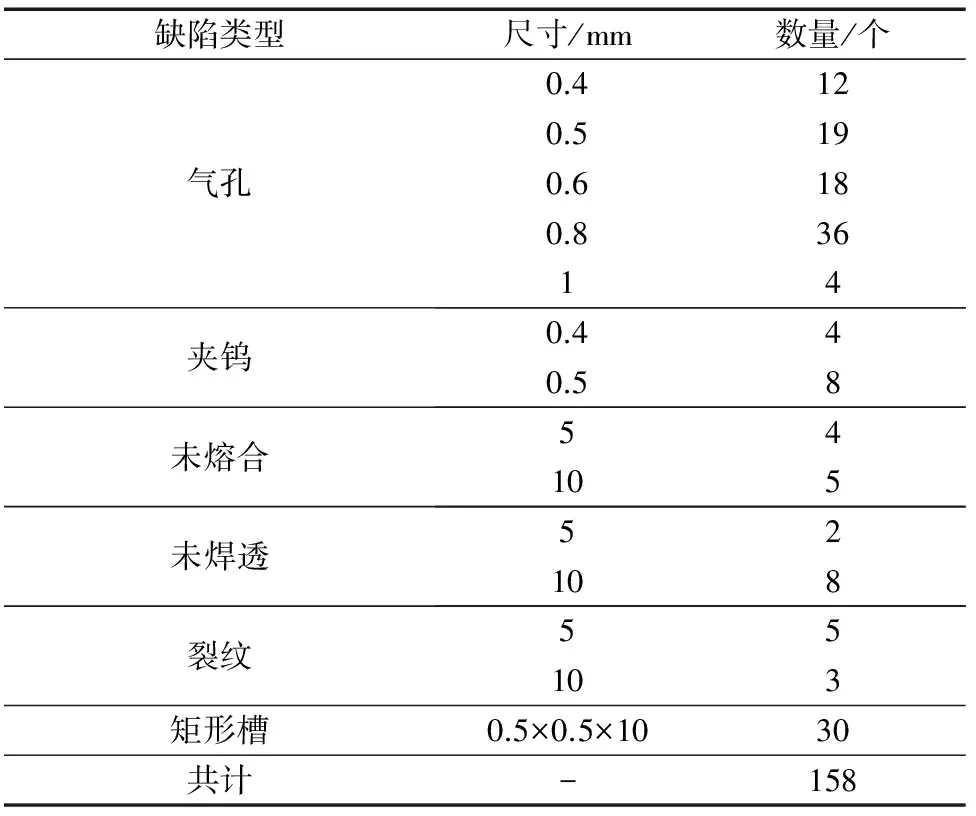
表4 模拟试块所含缺陷类型及数量
5 工艺参数及校准
5.1 工艺参数
根据仿真工艺,对304L不锈钢薄壁小径管焊缝进行相控阵超声检测,检测设备为TOPAZ64型便携式相控阵检测仪,采用一维自聚焦探头(7.5 MHz)和60°横波楔块,设置扇扫声束范围为40°~67°,真实深度聚焦3倍壁厚,采用横波二次波和三次波进行相控阵超声检测。
5.2 检测仪器校准
采用制作的304不锈钢PGS对比试块上的R25和R50圆弧进行声速校准和角度灵敏度校准,使用不锈钢对比试块上的φ2 mm横通孔进行延迟校准和绘制TCG曲线。
6 结果及分析
6.1 射线检测结果
按照某化工厂射线检测工艺,对30块模拟试块进行了射线检测。统计后得出射线检测共检出缺陷168个,包含设计缺陷154个,奖励缺陷14个,设计缺陷中包含体积型缺陷97个(包含直径0.4,0.5 mm的缺陷43个),面积型缺陷57个。射线检测结果如表5所示。
可见,对于直径0.4,0.5 mm的体积型缺陷,受焊缝结构和缺陷形貌的影响,射线检测有漏检的可能。
6.2 相控阵检测结果
按照检测工艺参数对30块模拟试块进行相控阵检测,根据信号幅值并结合信噪比对缺陷进行评判。统计后得出相控阵检测共检出缺陷208个,包含设计缺陷154个,奖励缺陷54个,设计缺陷中包含体积型缺陷97个(包含直径0.4,0.5 mm的缺陷43个),面积型缺陷57个。相控阵超声检测结果如表6所示。
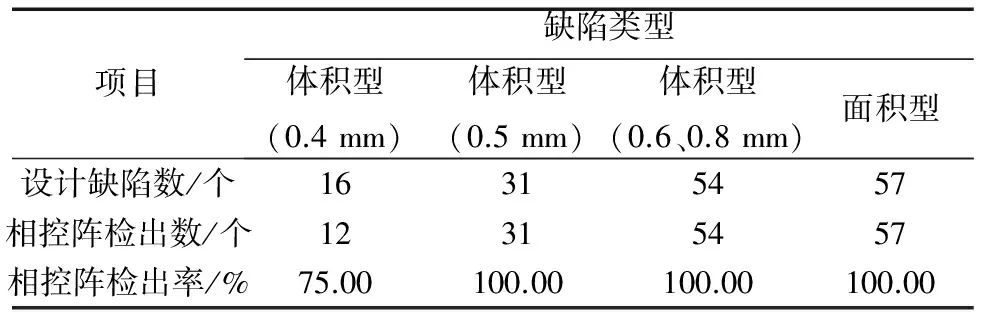
表6 模拟试块相控阵超声检测结果
由表6可知,直径0.4 mm气孔缺陷检出率为75%,与仿真数据基本相符。上述漏检缺陷为直径0.5 mm以下的小缺陷,其形貌存在多种可能,气孔可能是球形也可能是椭球形,而且其气孔壁可能存在不平整现象。当超声波通过焊缝传播到缺陷上时,受其形貌影响,可能直接形成反射信号,形成较高的回波波幅;也可能沿缺陷边界的复杂路径发生散射,使得最终的回波波幅较低。因此,对于直径0.5 mm以下的小缺陷,受缺陷形貌、性质的影响,其反射波幅存在一定偏差,仅按照波幅进行评判,PAUT有漏检可能。但是直径0.5 mm以下的气孔,在某化工厂管道焊缝的验收要求中不属于超标缺陷,因此,该工艺满足检测要求。
6.3 解剖试验
由相控阵检测结果可知,相控阵超声存在多检和漏检缺陷。为了验证PAUT和射线的检测结果,针对验证试验中部分PAUT多检缺陷试块(编号XJG-02,规格为φ48.3 mm×3.68 mm)和漏检缺陷试块(编号XJG-08,规格为φ73.5 mm×5.16 mm)进行解剖试验。
将XJG-02试块存在多检的部位(1#显示部位-0位正方向24 mm,2#显示部位-0位正方向132.4 mm)外余高去除后,采用双壁单影法进行射线检测,2#缺陷余高去除后射线检测发现缺陷尺寸为0.6 mm,1#显示部位仍未发现。
随后,对1#部位进行解剖和宏观金相试验,打磨至深度约1 mm时发现两处缺陷,分别为设计缺陷(编号为XJG-02-08,设计尺寸为0.4 mm)和PAUT检出缺陷。金相检验结果显示设计缺陷XJG-02-08实际尺寸为0.47 mm,射线检测显示缺陷尺寸0.4 mm(幅值为φ2 mm-18 dB),多检缺陷实际尺寸为0.3 mm,PAUT幅值为φ2 mm-18 dB。
经分析可知,多检的1#缺陷受小径管余高影响,加上射线检测为小径管椭圆透照,黑度差小于最小可见对比度,因此底片无显示,2#缺陷解剖显示为夹杂物,形状为细长型,PAUT在某一角度时,反射波幅较高,达到判废阈值。
金相检验对比结果如表7所示,表中√表示检出,×表示未检出,2#缺陷解剖后的金相照片如图6所示。
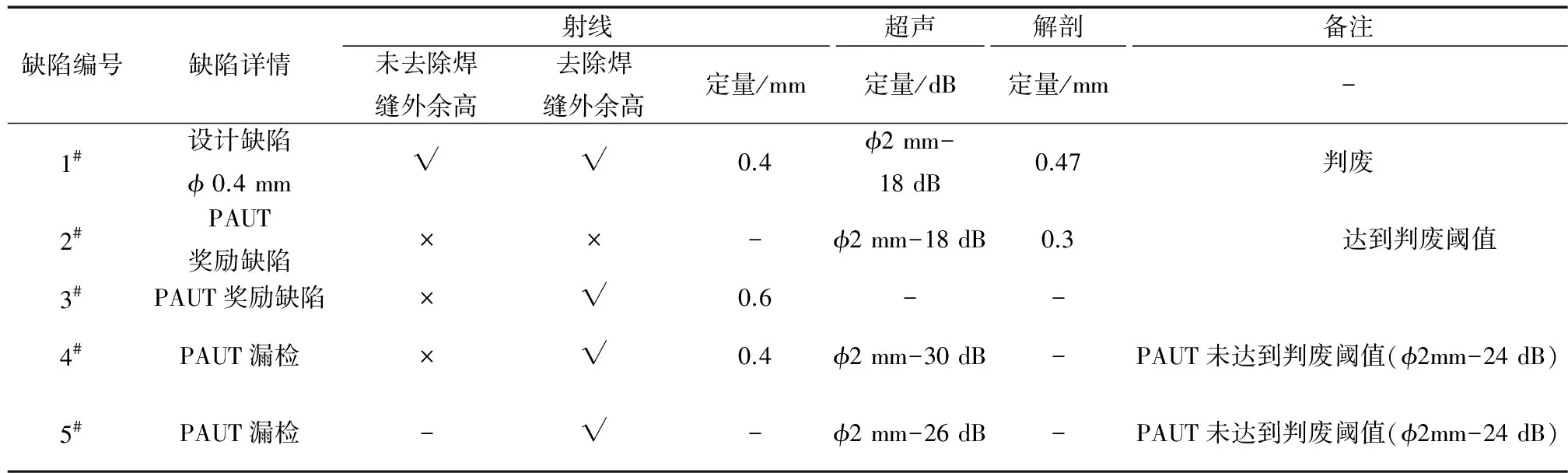
表7 部分试块金相检验对比结果
图6 解剖后的金相照片
综上所述,对于未熔合、未焊透、裂纹等面积型缺陷,相控阵超声和射线检测的检出率均为100%;对于0.5 mm以下的体积型缺陷,受缺陷形貌、性质的影响,其反射波幅存在一定偏差,相控阵超声检出率与射线检测的相当,而且φ0.5 mm气孔在某化工厂管道焊缝的验收要求中不属于超标缺陷,满足检验要求。
7 结论
通过仿真模拟、试验验证、解剖试验和POD分析,可以看出,对于未熔合、未焊透、裂纹等面积型缺陷,相控阵超声和射线检测的检出率均为100%。对于体积型缺陷,相控阵超声检出率与射线检测相当,对于0.5 mm左右的小缺陷,受缺陷形貌、性质的影响,其反射波幅存在一定偏差。另外,经现场验证,PAUT检测的可达性和检测效率优于射线检测,且可进行交叉施工,结果数据可复查,数据重复性好,无辐射风险。
