氯碱工业生产过程安全管理
2022-07-04常刚张新芝朱文凯
常刚,张新芝,朱文凯
(山东鲁泰化学有限公司,山东 济宁 272352)
自20世纪70年代以来,在欧美工业发达地区或国家,发生了不少重大的工艺安全事故,政府、公众和工业界开始反思如何防范类似的事故,并开展了许多有益的工作。从20世纪80年代开始,工艺生产过程安全管理发展成为了一门独立的科学[1]1-2。
1 氯碱化工企业工艺生产过程简介
离子膜法烧碱生产工艺中,精制盐水(NaCl溶液)在电解槽阳极室经直流电电解,产生氯气,水在阴极室电解产生氢气。氯气是窒息性有毒气体,在空气中的最大允许质量浓度为1 mg/m3;氢气是易燃易爆气体,遇明火极易发生爆炸事故;烧碱(质量分数32%)及辅助物料盐酸(质量分数31%)则具有强腐蚀性。此外,电解槽正常运行时,电流强度较大,一般在13 kA以上,且前后电源铜排、单元槽均处于裸露状态,易发生人员触电事故。生产的氯气经干燥、压缩后,部分送往液氯工段进行液化出售,部分送往盐酸工段,在合成炉中与氢气燃烧生产氯化氢气体,氯化氢气体经纯水吸收后,生产出盐酸。因此,在整个氯碱化工生产过程中,存在的主要危险因素有中毒、火灾、爆炸、腐蚀和触电等。氯碱企业应在多层安全防护设计理念指引下,从氯碱工艺本质安全性出发,加强对运行装置的有效管理;建立风险分级管控机制;重视检修作业过程监管,合理选择承包商;加强操作人员的业务技能培训;严格履行工艺变更程序;建立完善的事故应急处置体系;确保氯碱装置的安全稳定运行。
2 氯碱化工工艺生产过程安全管理要点
2.1 加强对工艺生产过程中装置的安全管理
2.1.1 要加强工艺生产过程中装置运行状况的安全管理
氯碱化工企业涉及到的主要生产装置有:离子膜电解槽、氯气压缩机、液氯储槽、氯化氢合成炉、氯气液化机组、关键机泵、关键自动调节阀等。图1~图4为部分装置的现场图片。

图1 离子膜电解槽图

图2 氯气压缩机图

图3 液氯储槽现场图

图4 氯化氢合成炉图
为了保证工艺生产过程的安全稳定运行,应该对相关氯碱生产装置的运行情况进行有效管理。氯碱化工企业根据生产装置的操作要求和实际情况编制操作规程,并发放到相关岗位,利用操作规程这一有效工具,规范操作人员的操作行为。在操作规程中,应该包含开车操作程序、停车操作程序、正常运行操作程序、紧急停车操作程序、各种操作参数指标、异常情况安全处置措施等方面的内容[2]。
操作规程编制完成后,企业应该结合实际生产过程,定期对操作规程进行评审、修订、培训,当发生《危险化学品从业单位安全标准化通用规范》(AQ 3013—2008)5.3.5.1条款规定的8种情况时,企业要及时组织相关人员对操作规程进行评审、修订,保证操作规程的执行程度和有效性。企业应对操作人员的实际操作情况进行检查考核,对操作水平较低的人员进行有针对性的培训,保证操作规程的有效执行。通过严格控制二次盐水质量、电解槽电压、氯气压力、氢气压力、氯中含氢、游离氯含量、三氯化氮含量等重点工艺指标在正常范围内,保证氯碱化工工艺过程的正常运行,进而全面提升氯碱化工企业的安全管理水平。
在氯碱化工装置操作中,开、停车过程中工艺指标波动较大,设备负荷调整频繁,存在较大的安全生产事故风险。因此,氯碱化工企业应该针对各类生产装置的特点,对开、停车过程中的风险进行全面辨识分析,编制科学、合理的开、停车方案,制定符合实际的、切实有效的风险管控措施和开停车步骤确认表,经生产和安全管理部门审查同意后,严格执行并将相关资料存档备查。建立并落实重要作业责任人签字确认制度,确保风险管控措施得到有效落实。通过对装置运行过程的可靠性控制,保障工艺生产过程的全面安全。
2.1.2 加强对工艺生产过程中装置本质安全管理
氯碱化工工艺生产过程中涉及到许多关键性、高风险生产装置,为了保证装置的安全运行,针对关键装置及重点部位的压力、流量、温度、液位等相关工艺参数设置了DCS安全联锁系统,根据安全联锁的作用范围可以将安全联锁分为局部联锁和紧急联锁,局部联锁启动时只是局部装置停车,而紧急联锁启动时会造成全厂停车,对设备造成的冲击较大,影响范围广,所以应采取积极有效的措施提高操作人员的业务水平,尽量避免全厂停车。
氯碱化工装置的安全联锁系统由传感器、逻辑模块和执行部分组成,当由于某种原因造成工艺指标达到极限值时,为了保护人员和设备的安全,安全联锁系统就会自动启动,全部或部分装置紧急停车,废氯吸收与氮气置换等处理装置随即开启,以防止中毒或爆炸事故的发生。氯碱化工装置中的的电解槽、氯压机等装置,工艺指标要求苛刻、控制点较多、控制难度大,为了确保工艺过程安全,必须通盘考虑,设计出一套符合生产实际的安全联锁系统。 由于氯碱化工涉及到“两重点一重大”化工装置和危险化学品储存设施,还应按照安监总管三(2014)116号文件《国家安全监管总局关于加强化工安全仪表系统管理的指导意见》的要求,设计符合相关标准规定的独立于DCS的安全仪表系统(SIS)。
旭化成电解槽各类联锁图如图5~图10所示。
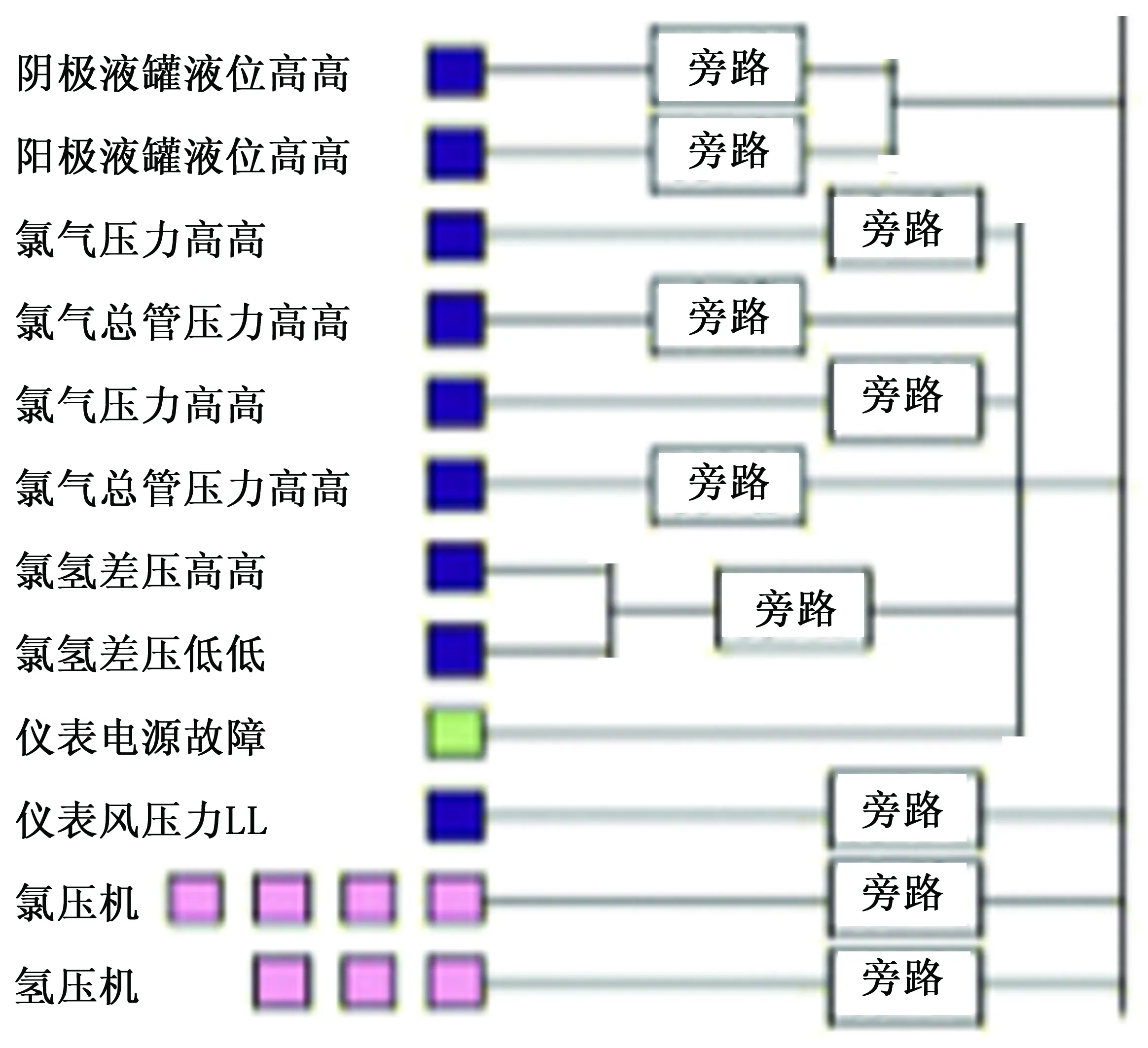
图5 旭化成电解槽公共联锁图
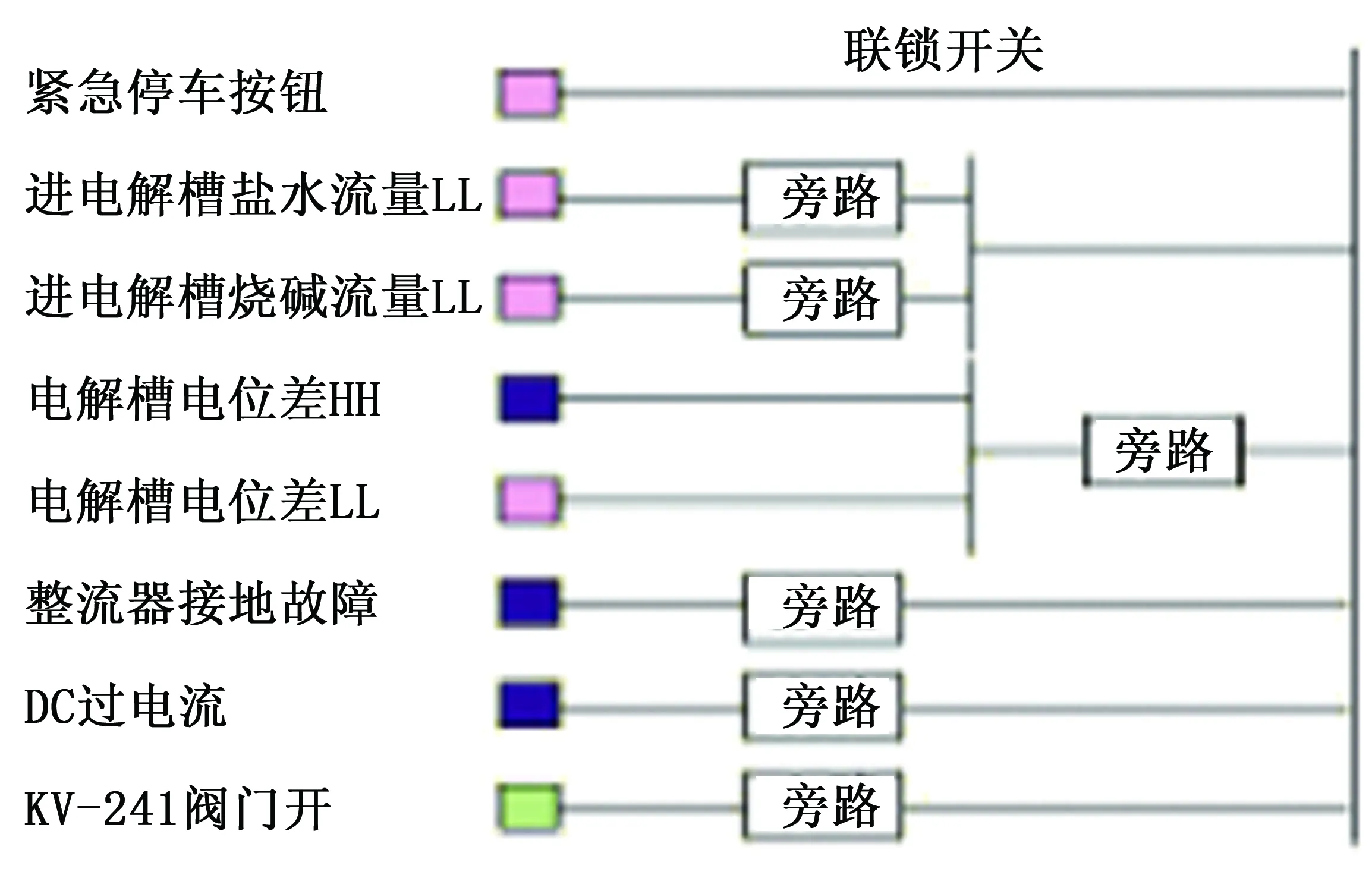
图6 旭化成电解槽单槽联锁图
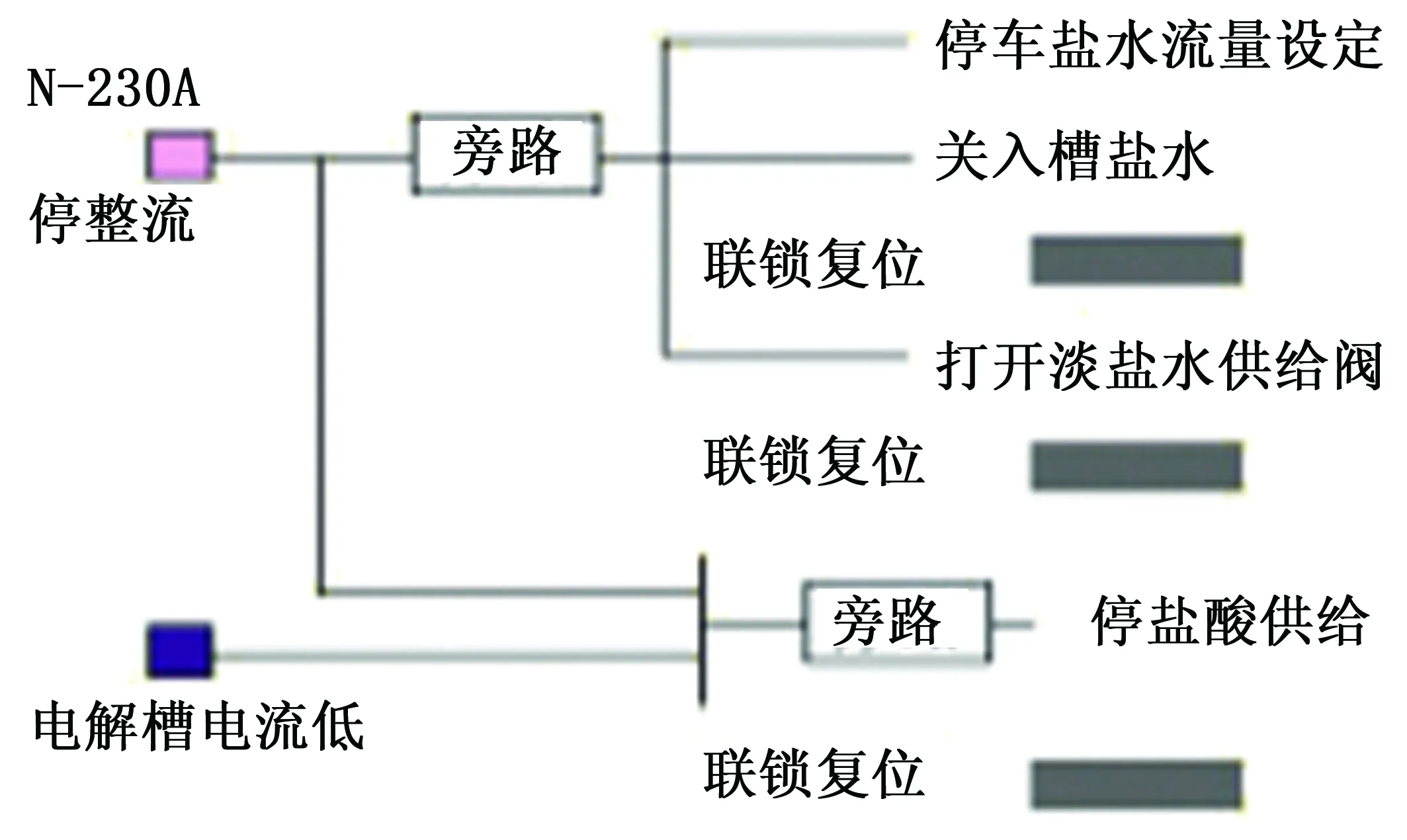
图7 旭化成单槽联锁后续处理联锁图
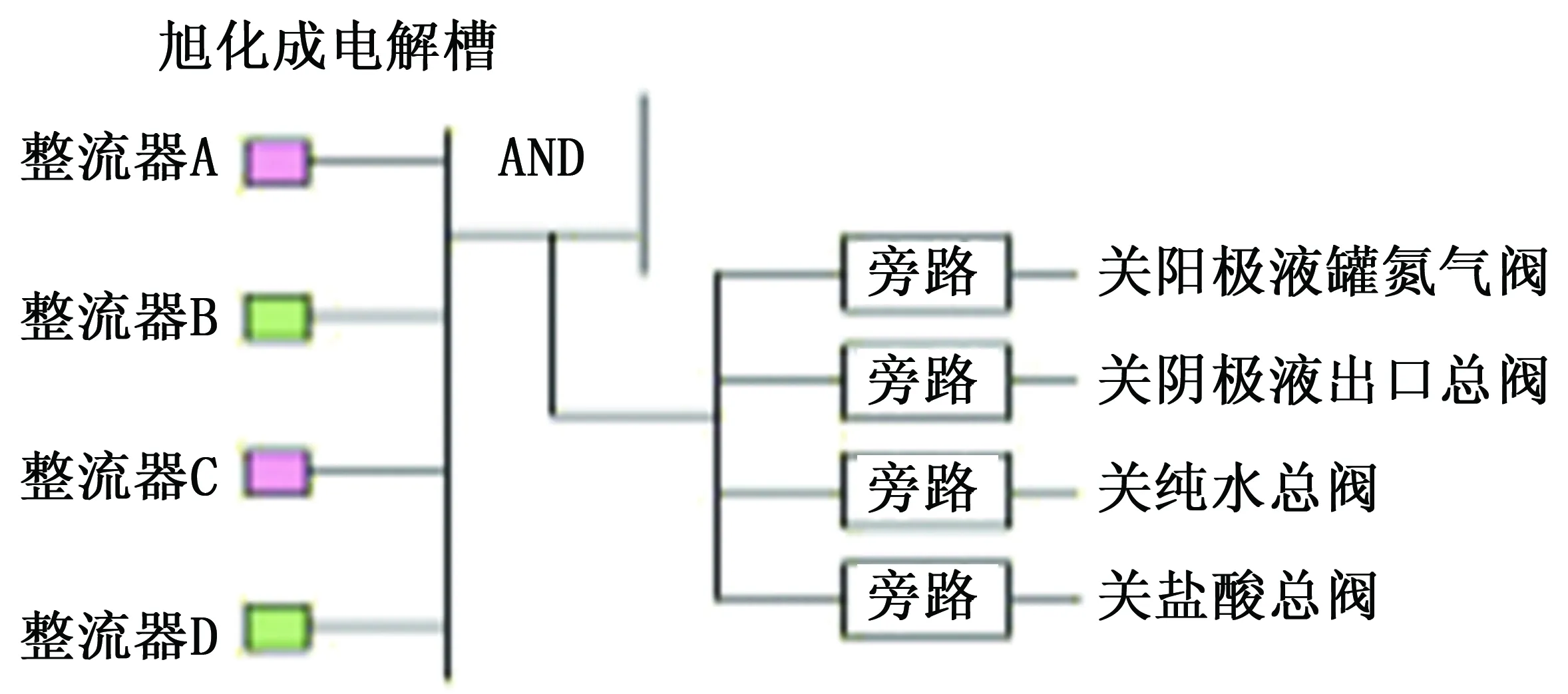
图8 电解槽全停处理联锁图

图9 离子膜电解槽SIS系统氯气、氢气压力监测点

图10 液氯储槽SIS系统调节阀
生产过程中应该设置备用电源,防止突然断电。关键仪表应进行不断电设计,保证关键仪表的时刻运行,进而实现对工艺生产过桯中相关工艺参数的实时控制。电解、氯氢处理、整流的关键设备用电负荷以及主控室DCS控制系统电源设计为一级负荷,其余用电负荷设计为二级负荷。
一级负荷采用双回路供电电源加事故备用应急电源的供电方式,以保证供电的可靠性。电解DCS控制系统不能中断供电,电解主控室应设置不间断电源装置(UPS电源),以便于操作人员实时监控、调节生产现场的工艺指标,及时处理异常情况。为了更好地加强对化工仪表、调节阀的管理,企业应该对每个联锁及报警点建立档案,编号管理,并根据氯碱化工设备的实际运行特点和操作要求,编制科学的维护方法和维护制度,加强对电气、仪表人员的专业技术培训,提升检修人员的技术水平。
2.2 对氯碱化工工艺生产过程中的风险进行有效管理
对氯碱化工工艺生产过程中风险的有效管理,包括对工艺过程中风险的辨识和风险的管控两方面内容。
2.2.1 氯碱化工工艺生产过程中风险的辨识
对于氯碱化工工艺生产过程而言,风险主要来自化工生产设备设施和生产过程中的作业活动两方面,在排查确定风险点时,可将风险点按照设备设施和作业活动分为两大类,然后分别对各风险点存在的风险进行辨识。氯碱企业典型风险点主要有:电解槽、氯压机、氢压机、液氯储槽、电解槽开停车作业、氯氢处理装置开停车、氯化氢合成炉开停车等。在进行风险辨识时,应根据《生产过程危险和有害因素分类与代码》(GB/T 13861)的规定,对潜在的人、物、环境、管理等危害因素进行辨识,充分考虑危害因素的根源和性质。如,造成火灾和爆炸的因素;造成中毒、窒息、触电的因素;人机工程因素;设备腐蚀、焊接缺陷等;导致有毒有害物料、气体泄漏的原因等。对于设备设施类的风险辨识,宜采用安全检查表法(简称SCL),对于作业活动类的风险辨识,宜采用工作危害分析法(简称JHA)。对于辨识出的风险要进行风险评价,氯碱企业宜采用作业条件危险性分析法(LEC)或风险矩阵法(LS)等方法对风险进行定性、定量评价,根据评价结果划分风险等级,可将风险划分为重大风险、较大风险、一般风险和低风险,分别用“红橙黄蓝”四种颜色标识,实施分级管控。
2.2.2 氯碱化工工艺生产过程中风险的控制
氯碱化工工艺生产过程中的风险管控,应建立在充分地风险辨识基础之上。通过对风险的有效识别,建立合理的风险管控机制, 进而实现对工艺生产过程中风险的有效控制。在编制风险管控措施时,应认真分析各工段、工序的生产特点,考虑管控措施的可行性、安全性、可靠性,重点突出人的因素。
管控措施的编制主要包括5方面。①工程技术措施,包括紧急切断装置、密闭取样系统、监控、联锁、报警、安全仪表系统(SIS)、设置的防护设施等。②管理措施,包括完善管理制度、制定标准作业程序、规范操作规程、安全许可、减少暴露时间(如异常温度或有害环境)等。③培训教育措施,包括入厂三级安全教育培训、特种作业人员培训、特种设备从业人员培训、操作规程培训、法律法规标准培训、班组安全活动等针对性培训。④个体防护措施,针对岗位特点,向岗位员工发放或在岗位配备符合国家标准或者行业标准的劳动防护用品。例如:耐酸碱工作服、安全帽、耳塞、防护眼镜、绝缘鞋、防化服、防毒面具、空气呼吸器等。当工程技术措施不能消除或减弱危险有害因素时,均应采取该项措施。⑤应急处置措施,包括紧急事件原因分析、建立完善的应急预案、应急物质的准备等。
风险分级管控遵循风险越高管控层级越高的原则,上一级负责管控的风险,下一级必须同时负责管控,逐级落实具体措施。氯碱企业可以根据本企业组织架构设置情况,合理确定各级风险的管控层级,一般可分为公司级(红色)、车间级(橙色)、工段级(黄色)、班组级(蓝色)[3]。
2.3 加强对承包商的有效管理
“承包商”是指那些为公司提供施工、维修和生产操作服务的公司或个人。有关数据表明,与公司的正式员工相比较,承包商员工涉及较高的工艺安全事故率。例如:1984年12月发生在印度博帕尔的毒气泄漏事故和1989年10月发生在美国休斯顿化工区的爆炸事故,都是承包商在作业过程中发生的、灾难性的工艺安全事故。因此,企业应该根据相关规定建立合理的承包商安全管理制度,在选择承包商的过程中,需要综合考虑候选承包商的安全作业状况、技术水平、财务能力和服务品质,将安全资质评审作为第一道门槛,只有通过安全资质评审并达标后,候选承包商才能获得进一步参与商务竞标的资格。通过对承办商的有效选择,避免由承办商引发的安全事故[1]97-106。
在实际工作过程中,应加强对承包商的管理、监督、培训。承包商不得私自对工程进行反包或分包处理。在承包商进入现场作业之前,要对承包商的施工方案进行仔细审查,保证承包商施工方案的合理性,减少相关安全事故的发生。当有承包商员工在厂区从事作业活动时,企业应制定相关制度,限制他们进入与作业无关的工艺区域。尤其要加强对承包商在关键装置或重点部位的施工过程管理,安排专人全过程、全天候监管。
2.4 加强对工艺操作人员的安全管理
对氯碱工艺生产操作人员的安全管理包括以下3点。①为操作人员提供科学准确、完整清晰的操作程序。②企业应该定期对从事工艺操作的人员进行业务技能培训,提升操作人员的综合素质和专业技能水平,规范其操作行为。③企业可以结合实际生产情况,建立合理的工艺指标及工艺操作考核制度,对工艺指标控制较好、操作准确、认真的人员进行奖励,调动操作人员的工作积极性;对违规操作的人员进行处罚。并通过操作行为的规范提升氯碱产品的生产质量,减少不必要的停车和提升生产成本。
2.5 加强工艺生产过程中检维修工作的安全管理
氯碱化工工艺生产过程涉及多种化工装置,为了保证生产过程的安全运行,企业应该安排专业的检维修人员定期对生产装置进行检维修。在化工企业中发生的安全事故中,由化工装置检维修引发的安全事故数量占据了较高的比例。对此,应该根据化工企业装置检维修的实际情况,编制装置检维修作业的安全管理制度、检维修方案、危险、有害因素辨识记录,当制度等资料文件建立完成后,企业要保证其有效落实,通过装置检维修作业相关制度文件的执行,避免或减少装置检维修过程中安全事故的发生。除了本企业之外,还应该重视对参加装置检维修的承包商单位的安全管理。企业应该在检维修工作开始之前,对所有检维修人员进行安全教育培训,提升检维修人员的安全技术水平。
2.6 对工艺生产过程中的变更进行有效管理
氯碱化工工艺生产过程中常常会因为多种因素的影响需要进行变更,涉及工艺安全的变更通常分为四类:工艺技术变更、作业程序变更、设备设施变更、组织机构变更。前三项直接影响工艺安全,组织机构变更间接影响工艺安全,对此,化工企业应该建立合理的变更管理制度,严格执行变更申请、变更审批、变更实施、变更验收程序。当变更完成后,变更项的主管部门需要对变更的实施情况进行严格验收,并将实际变更情况如实记录到验收表中,将变更过程中产生的一系列信息进行归档管理,及时通知相关部门和人员,组织培训学习,同时修订操作规程及相应文件。
2.7 针对氯碱化工工艺生产过程编制合理的应急救援预案
为了快速、有效地处置氯碱化工安全事故,氯碱企业应该建立完善的应急救援体系,报当地安全生产监督管理部门和有关部门备案,并通报当地应急协作单位,建立应急联动机制。至少每三年对应急救援预案评审修订一次,当潜在事件和突发事故发生后,及时评审修订应急救援预案。
企业应结合常见的氯碱化工安全事故,如:氯气泄漏事故、电解槽突然失电事件等进行应急处置演练,提升相关人员对突发事件的应急处置能力。综合应急救援预案每年至少组织一次演练,现场处置方案每半年至少组织一次演练,演练活动结束之后 ,企业应该对演练效果进行评价,并结合演练过程中出现的问题对应急救援预案进行适当调整、完善, 提升应急预案的实用性和可操作性。除此之外,企业还应建立完善的应急救援物资管理制度,对应急物资进行有效管理, 保证物资的数量和质量符合相关标准要求。
3 结语
氯碱生产工艺安全事故会造成严重的人员伤亡和极大的经济损失,影响企业的正常运行,严重损害社会形象。氯碱企业应该通过对工艺生产过程中装置、风险、人员、变更等因素的有效管理,提升工艺过程的安全性,促进氯碱工业的健康稳定发展。
