永磁直流电机碳刷磨损和PWM 控制频率关系的研究
2022-07-02邱栋,江海
邱 栋, 江 海
(博世汽车部件(苏州) 有限公司底盘控制系统工程部, 江苏 苏州 215024)
1 背景介绍
随着汽车技术自动化、 电气化、 智能化的普及程度越来越高, 电机在汽车工业中得到了广泛的应用。 永磁直流电机因其设计成熟、 控制简易, 而且成本相对于无刷直流电机存在巨大的优势, 因而在汽车各个控制系统中均有大量使用。
底盘控制系统的ESP液压泵电机目前仍以永磁直流电机作为主流电机。 随着智能驾驶的逐步提高, 对于ESP液压泵电机的使用寿命要求也越来越高。 早期ESP液压泵电机的工作寿命只需几十个小时即可满足要求, 而目前电机的工作寿命需要几百小时甚至上千个小时才能满足要求。 永磁直流电机的寿命往往取决于碳刷的长度, 因而汽车科技的发展对电机碳刷磨损的研究提出了新的应用需求。
本文以ESP 液压泵系统中使用的永磁直流电机作为研究对象, 通过设置不同的试验条件研究碳刷的磨损情况。 在不改变系统使用条件的情况下, 通过优化电机的PWM的控制频率来降低电机的有效电流RMS值, 从而将碳刷磨损控制在合理的范围内。 该研究成果不仅可以预测现有电机的使用寿命, 而且为下一代电机的碳刷设计提供了理论基础。
2 磨损机理分析
摩擦学的机理非常复杂, 因而影响电机碳刷磨损的因素也非常繁多。 一般来讲, 可以将碳刷的摩擦分为3种类型: 无电流作用下的纯机械磨损、 电流作用下的机械磨损、 纯电气磨损。
1) 无电流作用下的纯机械磨损与碳刷和换向器材料,接触面的形状及粗糙度, 接触面的压力, 以及转速、 温度、湿度等因素密切相关。
2) 电流作用下的机械磨损除了和影响纯机械磨损的因素相关之外, 另外一个重要的因素就是电流的存在会导致接触面局部温度快速升高。 试验研究表明: 在ESP液压泵极限工作情况下, 碳刷的温度可达240℃, 从而会急剧加速机械磨损的程度。
3) 由于换向器的存在, 在电流换向时会产生火花甚至环火现象。 这种现象会逐步腐蚀碳刷和换向器的表面, 从而造成碳刷的磨损, 这类磨损称之为电气磨损。 在电机设计定型的情况下, 可以近似认为电气磨损随着电流的增大而增大。
按照参考文献[2]的研究数据, 碳刷的总工作时长在140~700h范围内, 纯机械磨损占总磨损的比例在10%~15%左右, 电流作用下的磨损占比在50%~65%左右, 而电气磨损占比在20%~40%左右。
3 试验参数设计及结果分析
作者在平时的试验中发现, 不同的电机控制方式和控制频率会对电机的测试寿命 (碳刷磨损) 存在非常显著的影响。 进一步研究发现, 不同的控制方式和控制频率实际上影响了电机的有效RMS值, 从而影响了碳刷磨损。
为了简化研究变量和模型, 在本文中将第2章中的碳刷磨损简单分为两类: ①纯机械磨损, 此类磨损和电流值大小无关; ②由于电流存在而产生的磨损, 包括电气磨损。
首先设计了不同负载和不同控制频率下的DOE试验。试验条件如表1所示。

表1 电机PWM控制频率Hz
DOE试验数据处理结果如图1~图2所示。 可以看出, 在不同负载压力的条件下, 随着电机控制频率的增加, 电流值显著下降 (从红色区域到蓝色区域)。 进一步抽取一固定负载条件下仅控制频率变化的曲线绘制成右边的对数图像,可以看出在1000Hz以内, 电流值随着控制频率的增加近似成直线下降趋势; 当控制频率大于1000Hz后, 虽然控制频率大幅增加, 但是电流值几乎不再发生变化。

图1 在不同负载压力的条件下,电机控制频率与电流值的关系

图2 DOE试验数据处理结果
进一步分析表明, 如图3~图5所示, 当控制频率较低时, 电机的转速波动较大, 因而电机的峰值电流也会较大,从而导致RMS电流值较大。 而当控制频率较高时, 电机转速平稳, 电流波动很小, RMS电流值也就较小。

图3 控制频率25Hz
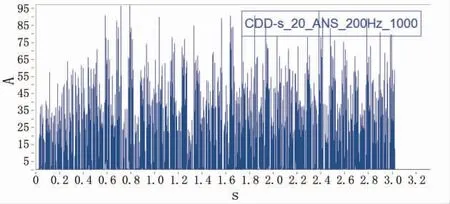
图4 控制频率200Hz

图5 控制频率800Hz
由图3~图5分析结果可以清晰地理解电机PWM控制频率是如何影响电机的RMS电流的。 为了进一步研究电流值如何影响碳刷的磨损, 作者收集了过往大量的试验数据,绘制成碳刷磨损和电流值的关系图, 如图6所示。

图6 碳刷磨损和电流值的关系图
试验数据的电机工作时长均在300~700h之间, 碳刷设计相同且电机工作条件 (转速、 负载等) 类似, 主要区别就是PWM控制频率不同。 图6中碳刷磨损值表示为每100h碳刷的磨损长度。 由图可见, 碳刷磨损随着电流的增加而增加。 在电流为0时, 这部分碳刷磨损就是纯机械磨损, 它是一个固定值 (图中绿色部分), 不随电流的增加而增加。另一部分 (浅红色) 为电流相关的磨损, 它随着电流的增大而成指数增大。
作者的研究结果和参考文献[2]不同的是, 纯机械磨损占比和电流值关系非常大。 当有效电流为10A时, 纯机械磨损占总磨损的50%左右; 而当电流为30A时, 电流相关的磨损大幅增加, 纯机械磨损仅占总磨损的13%左右, 这与参考文献[2]中的结果是一致的。 这可能是由于文献[2]中研究的电机的设计和工作条件与作者研究的不同而造成的。
4 结论
本文通过不同条件下直流电机的碳刷磨损研究, 发现了碳刷磨损量和电流以及PWM控制频率之间的关系, 具体结论如下。
1) 电机的PWM控制频率对有效电流值会产生显著的影响。 控制频率在1000Hz以内, 电流值随着控制频率的增加近似成直线下降趋势; 当控制频率大于1000Hz后, 虽然控制频率大幅增加, 但是电流值几乎不再发生变化。
2) 碳刷磨损随着电流的增加而增加。 碳刷的磨损包含两部分: 纯机械磨损是一个固定值, 不随电流的增加而增加。 电流相关的磨损 (因电流而导致的机械磨损和电气磨损), 随着电流的增大而成指数增大。
本文中的碳刷磨损和控制频率模型具有实际应用意义。根据碳刷磨损模型, 可以预测现有设计在不同工况下的碳刷磨损情况, 从而可以避免电机的过度使用。 同时该模型也为新的电机设计提供了理论基础, 可以用来指导电机碳刷的设计及选型。 由于电流值对电子元器件的发热有显著影响, 根据控制频率对电流的影响, 可以选择合适的控制频率来降低电机的电流值。 在平衡控制频率和电流值的情况下, 选择合适的电子元器件, 可以有效降低电机控制器(ECU) 的成本。
