卫星天线高低温热变形测量技术综述
2022-06-28马开锋黄桂平蒲理华刘博学
申 旭,马开锋,黄桂平*,蒲理华,刘博学
(1.河海大学地球科学与工程学院,南京 210098;2.华北水利水电大学测绘与地理信息学院,郑州 450046;3.中国空间技术研究院西安分院,西安 710000)
0 引言
卫星天线在信号传输过程的作用至关重要。在严酷的轨道空间环境中,强烈的太阳辐射和由此产生的温度负荷会对天线的形状稳定性造成很大影响。在卫星天线型面口径一定的情况下,其工作频率越高对型面精度要求越高。一般要求天线的型面精度是其工作波长的1/32~1/16,按照误差忽略不计原则要求型面测量精度要达到其型面精度的1/5~1/3,可见对测量精度要求极高。以20 年前我国紫金山天文台与美国合作研制的13.7m 毫米级天线为例,其最短工作波长2.6mm,表面精度要求±0.13mm,对测量精度的要求至少为±0.043mm。为确保高精度天线的在轨工作性能,验证设计、材料和工艺的可靠性,同时修正热变形分析模型,均要在地面对其进行高低温环境热变形测试。热变形的温度变化范围根据产品的不同性能设定要求而定,一般均处于-180~+180℃之间。
本文对卫星天线高低温测量技术的国内外研究现状、以及热变形测量方式、测量特点、一般流程和关键技术进行介绍,分析测量误差影响因素,指出现存的技术问题,最后对该技术未来的发展进行展望。
1 卫星天线热变形测量特点及研究现状
卫星天线按其构型不同可分为固面天线、构架天线、伞状天线和环状天线等。卫星天线高低温热变形测量属于变形测量的一种,其与变形测量的区别在于测量对象和测量环境不同。卫星天线作为一个独立的工件产品,其本身即一个独立坐标系,所进行的变形测量都是相对于其本身来说的,也叫相对变形测量。因其独特的测量环境和被测物性质,卫星天线高低温测量需要无接触、自动化程度高、测量速度快、测量精度高、能适应高低温和真空环境、测量方式灵活、测量设备小巧。对照上述特点,目前只有工业摄影测量的方式可以满足其测量要求,这也是迄今为止国内外所进行的高低温热变形测量试验几乎全部采用工业摄影测量方式的原因。
工业摄影测量技术是在原航空摄影测量基础上,结合计算机、数字图像处理、模式识别、三角测量以及测量平差等技术原理而发展起来的一种精密测量技术。虽然工业摄影测量技术在应用中必须配以合作目标(摄影标志点)从而不能实现真正意义上的无接触测量,并在某些特殊情况下还须配以激光雷达等测量手段,但它依然是目前最合适的天线反射面形状测量方式并在其适用的情形下被广泛采用。
国外对于工业摄影测量技术在航天领域的应用研究一直处于领先地位。1995 年德国IABG 的Frey 便总结了采用工业摄影测量的方式对天线塔和反射器进行极端温度测量的方法,其针对直径500~3500mm 的天线塔和反射器的变形测量达到了10μm/m 的相对测量精度。法国Alcatel 公司在进行高精度天线热变形测试时将反射器竖直固定在定制的框架内,经保护后的相机安装在可以大范围旋转的支架上从而可以在不同位置进行测试,提高了测试精度(如图1所示)。加拿大航天局大卫实验室的Wiktowy 等对大型真空罐内的CASA-ASAS 反射器和2 个Ka 频段反射器进行了温度为-170~170℃的真空热变形测试(如图2 所示),测试时将反射器固定在可以旋转的框架中,采用灯阵替代加热笼以避免对摄影的遮挡,相机安装在防护装置中。Rolo 等对欧洲航天局(ESA)建造的赫歇尔望远镜和普朗克望远镜进行了低温测量以完成对其设计技术的验证。印度的Behara 等采用工业摄影测量加投射光学标志的方式对航天器部件进行了热变形测量,达到了50μm 的测量精度要求。Stegman等在NASA 喷气推进实验室25ft(7.62m)的空间模拟器中使用工业摄影测量系统对可展开网状天线进行了太阳能热真空测试。Ozawa 等使用近景摄影测量系统在直径13m、带有旋转装置的真空室内对日本研制的WINDS 卫星天线进行了-150~-30℃的热变形测量,测试时反射器通过铝合金支架安装于可旋转360°的转台上,相机放置于反射器上方,测试精度大大提高。
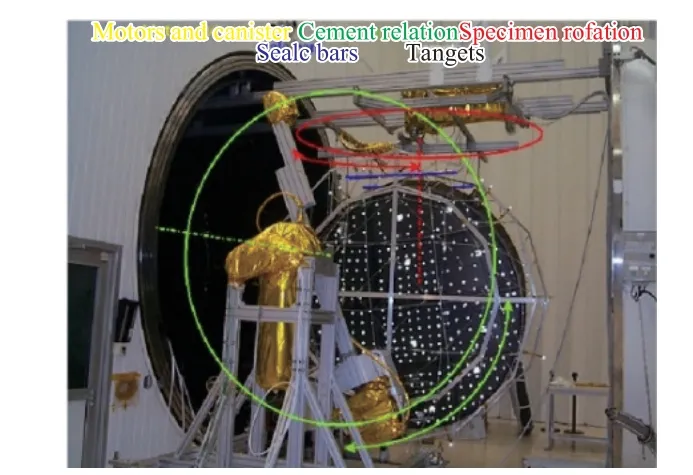
图1 Alcatel 公司的天线热变形测试Fig.1 Thermal deformation test for antenna of Alcatel

图2 2个Ka 频段天线同时进行真空热变形测试Fig.2 Thermal distortion test in vacuum of two Ka band antennas simultaneously
我国对于工业摄影测量技术的应用研究也取得系列成就。2007 年,解放军信息工程大学测绘学院卢成静借助国外成功经验,将近景摄影测量技术引入卫星天线热真空变形测量,并获得了较为理想的测量结果;此后与上海宇航系统工程研究所合作于2008 年对口径5.5m×1m 的矩形卫星天线采用V-STARS 工业摄影测量系统进行了真空热变形测量试验,取得了较好的结果。西安空间无线电技术研究所采用工业摄影测量技术完成了各种卫星天线产品的型面检测和热变形测量及相关实践应用工作;其相关经验表明,高低温环境下采用工业摄影测量的方式可以达到0.043mm 的测量精度。北京卫星环境工程研究所重点研究了工业摄影测量技术在航天器及其构件的变形测量中的应用,对直径660mm 反射面天线的测量精度可达到0.030mm。郑州辰维科技股份有限公司在国产化工业摄影测量设备研制与应用方面进行了不断的探索与实践,对天线面板的热变形测量精度优于0.1mm。华北水利水电大学的黄桂平和马开锋等多年来一直致力于工业摄影测量技术及其在卫星天线热变形测量中的应用研究并取得丰硕成果。
在工业摄影测量系统方面,美国GSI 公司研发的V-STARS 系统是目前国际上最为成熟、稳定、精确、智能的测量系统,已广泛应用于航天、航空和机械制造等领域。我国早期工业摄影测量技术研究的绝大多数实验数据的精度评定都是以与其相应结果的对比来实现的,前文所提到的我国开展的诸多研究大部分是采用V-STARS 工业摄影测量系统。我国虽在20 世纪90 年代初才开始对工业摄影测量技术的重点关注及探索,但发展迅速,尤其是近十年来一些高校及科研院所在对国外的工业摄影测量系统及其算法、技术和配套设施进行深入研究后逐步推出了自己的摄影测量系统,成绩斐然。值得一提的是,郑州辰维科技股份有限公司2011 年自主研发的MPS 工业摄影测量系统已在与西安空间无线电技术研究所的卫星天线高低温测量合作中完全替代国外同类产品,实现了该领域工业摄影测量技术的自主国产化。
2 卫星天线热变形测量方式
根据测量设备所处环境不同,卫星天线热变形测量方式有真空高低温测量和常压高低温测量两种方式。
2.1 真空高低温测量方式
真空高低温测量时一般采用太阳模拟器或灯阵加热,产品在真空罐内,相机根据测量条件置于罐外或罐内,产品或相机需能旋转以便于拍摄和保证测量精度。该测量方式的优点是测量温度范围宽,但需要考虑加热笼对摄影靶标的遮挡。
2.1.1罐外测量
当真空罐体设计及产品布局满足相机在罐外测量条件时,如罐体有玻璃窗且罐内有可安装产品的旋转机构(如图3 所示),则测量工作相对简单:使真空罐内的产品旋转,人工手持或采用机械装置固定相机在罐外透过光学玻璃进行拍摄(如图4所示)。因为旋转机构要在极低背景温度下运行,所以需对其进行主动热控。
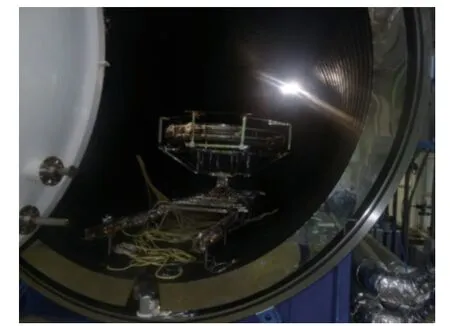
图3 产品旋转机构Fig.3 The rotation mechanism for the product

图4 罐外测量拍摄布局示意Fig.4Schematic diagram of photography layout for measurement out side of the tank
2.1.2罐内测量
相机置于罐内进行测量时,需对相机做专门防护(如图5 所示),还需配备相机运行机构或产品旋转机构,并且需要考虑拍摄布局、线缆的走线布局和防护等。图6 所示为真空罐内的测量系统。
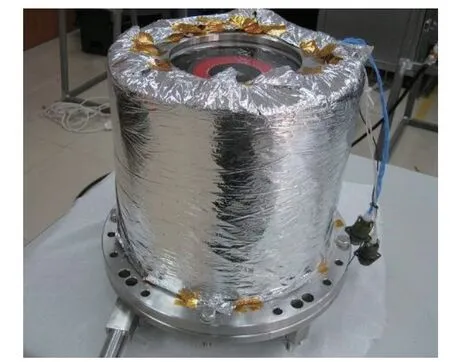
图5 相机防护装置Fig.5 The camera guard
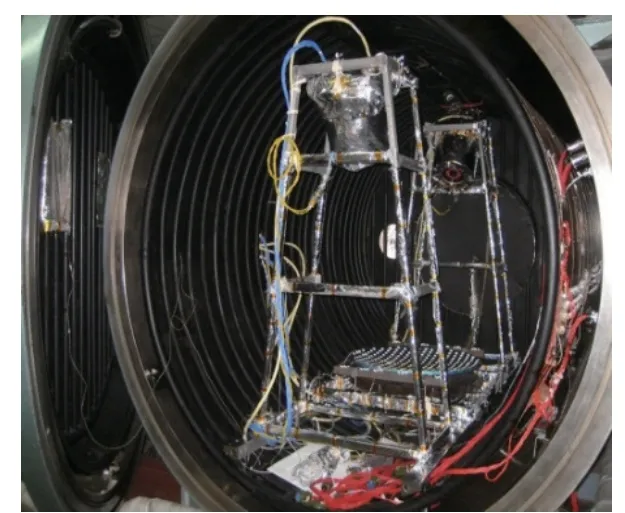
图6 大型真空罐中的摄影测量系统Fig.6 Photogrammetric system in large vacuum tank
2.2 常压高低温测量方式
目前,国外对于高精度卫星天线的热变形测试主要在真空环境中进行,但是其试验成本高、试验周期长、占用资源多,严重制约了热变形测试工作在众多型号中的普遍推广。大量工程实践经验表明,在符合标准要求的情形下可采用常压高低温热变形测量进行模拟测试。常压高低温测量是指测量在高低温箱里进行,温度范围相对较窄(低温-100℃是极限),需保证低温下相机镜头不结霜、不结露,温控难度较大。
2.2.1人工测量
当温度条件在人员和设备可承受的范围内(-60~+60℃)时可采用人工测量方式:对相机和人员做简单防护,然后人手持相机进入高低温箱拍摄,提前设计并验证好摄站位置、拍摄角度和照片数量。人工测量的每次拍摄时间控制在15min之内。
2.2.2自动测量
当温度条件超出人工测量可以耐受的温度范围时(-60℃以下或+60℃以上)须采用自动测量方式。自动测量中,需对相机做专业防护(将测量相机置于防护罐中),还要设计相机拍摄的行走机构和摄站位置(如图7 和图8 所示),并对线缆进行防护。拍摄工作全程须在人员监控下进行。
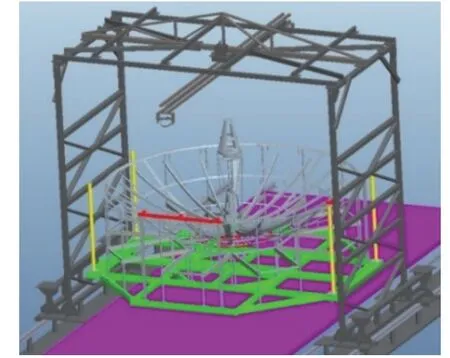
图7 自动测量相机行走结构Fig.7 Walking structure of automatic measurement camera
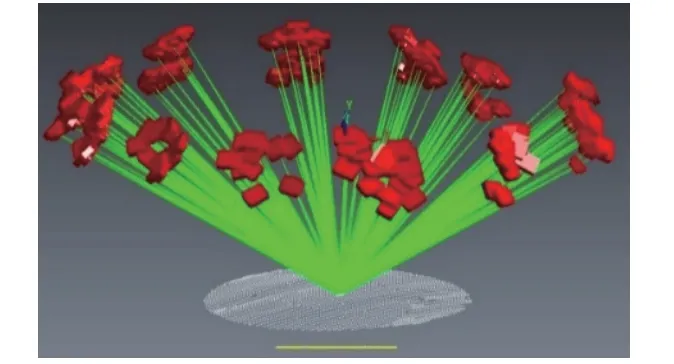
图8 自动测量摄站位置Fig.8 The positions for automatic gauging station
3 卫星天线热变形测量的一般流程
卫星天线的高低温热变形测试均在特定的高低温环境(箱、罐)中进行,主要过程和方法如下:
1)根据测试需要和天线具体构造,选择摄影所需的由耐高低温回光反射材料制成的标志点,并在整个天线上粘贴足够的单点标志点和编码标志点(如图9 所示);
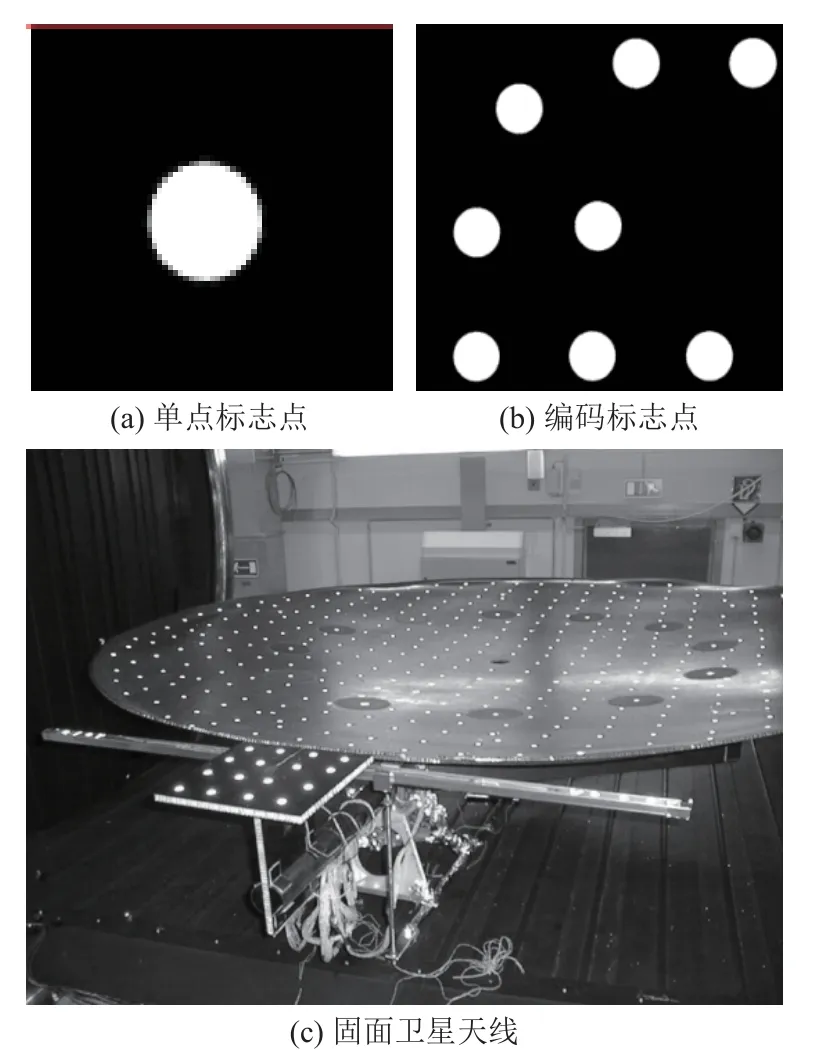
图9 摄影靶标及粘贴有编码标记点的卫星天线Fig.9Photographic target and the satellite antenna affixed with code target
2)根据真空罐或高低温箱和试验的具体情况,搭建满足摄影测量正常开展所需的架构及设施;
3)根据试验温度及环境装备对相机和人员进行安全防护准备;
4)按照测试方案,在温度循环升降的不同节点对天线进行摄影(如图10 所示),每次摄影分别按相机正位、绕光轴旋转90°等不同姿态获取每个标志点的图像;

图10 循环测试示意Fig.10 Schematic diagram of cycling test
5)摄影测量数据处理,得到标志点的三维坐标;
6)型面精度分析、型面热变形计算与分析。
4 热变形测量关键技术
4.1 相机防护技术
相机防护装置与相机在极端温度条件下的工作能力密切相关。美国GSI 公司针对在热真空环境下的测试需要研发了一种相机保护罐——I-CAN罐可以顺利完成测量工作。
图11 所示是西安空间无线电技术研究所设计制造的相机防护装置并已应用于实践,其工作原理是将测量相机置于防护罐中并辅以热控装置,从而保证测量相机始终处于常温常压的工作环境下;测试结果表明该装置的适宜性和结构稳定性等性能指标满足高低温环境下试验测试的要求。由于此类罐状防护装置带有光学窗口,由折射定律和光学成像的几何原理可知,在原有光路中增加光学介质,会使光线在经过不同折射率的介质(空气和光学窗口)时发生改变,导致成像点位置改变,即在相机的成像面上的像点坐标发生变化,从而影响测量精度,所以必须对相机进行标定。
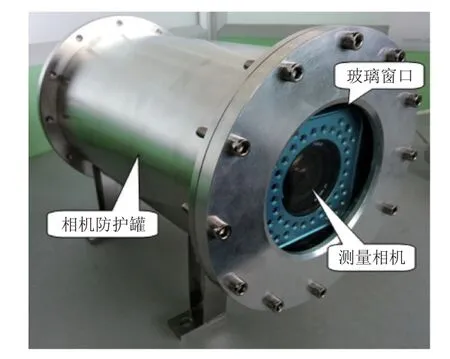
图11 相机+防护罐示意Fig.11 Schematic diagram of the camera and the protective tank
4.2 高低温环境下相机标定技术
高低温环境下相机的高精度标定技术至关重要。对放入保护罐中的相机进行重新标定就是将镜头前的防护玻璃也一并纳入到摄影测量系统中。同时,受高低温影响的相机内部构件不可避免地会发生不同程度的变形从而影响测量精度,因此,对相机的标定会频繁进行。程志强等基于对相机的标定,研究了相机防护罐对摄影测量精度的影响,结果表明:在将玻璃引起的光路折射归入相机径向畸变模型之后可得到与无玻璃时基本一致的结果。这说明通过相机标定可以满足摄影测量在高低温环境下的高精度应用。
目前工业摄影测量领域常用的标定方法是相机光束法自标定,即将测量过程中取得的控制点的像点坐标、待定点的像点坐标以及其他内、外业量测数据的一部分或者全部均视作观测值,基于共线条件方程,整体求解各观测值的最或然值。传统摄影测量学中称之为使用附加参数的自检校技术。相关文献指出,将附加参数处理成自由未知数一般是不合适的,通常把它处理成带权的观测值。目前光束法自标定技术在常温环境下的应用已比较成熟。高低温环境下采用附加参数的光束法自标定方法可以将防护罐的光学玻璃看作相机镜头的一部分,实现两者的“固连”,并弥补由此产生的绝大部分误差。相关试验证明,此种方式是可行的。
4.3 高低温环境下自动测量技术
由于人员对高低温环境的耐受程度有限,在进行较宽温度范围的热变形测量时须采用机械装置带动相机拍摄来实现自动测量。相比于常温常压下的人工测量,自动测量需要解决3 个问题:1)相机的防护,前已述及;2)相机运行及角度调整;3)相机拍摄的远程控制及照片的自动下传。
相机的运行及角度调整可以通过提前规划好测量网形,再将放有相机的防护罐整体安装在带有旋转机构的可转动桁架上,实现相机的多角度多方位测量。相机拍摄的远程控制及照片的自动下传则由贯穿高低温箱内外的数据传输电缆实现。柏宏武等应用上述自动测量方案结合相机自标定技术对卫星天线热变形测量系统的研究表明,其测量精度可以达到甚至优于0.020mm。
采用自动测量技术,成功地拓宽了常压下高低温热变形测量的温度范围。通过对测量网形的优化设计和测量相机的精密标定,能够满足5m 以下天线产品在-100~100℃温度范围内20μm 的高精度测量需求。
5 误差影响因素分析
高低温环境超出了设备和人的正常工作状态要求,需要采取有效的防护措施;另外基准尺、标识点也会因温度变化而变形。这些影响因素都会使高低温条件下的测量误差增大。
5.1 数字相机成像系统及其标定误差
高低温环境下,数字相机的性能直接影响到测量精度。影响相机成像质量的因素包括相机自身的结构稳定性、分辨率,以及对相机的高低温防护及内部参数的标定等。实践证明,单色CCD影像传感器的测量型相机在几何、光学和结构稳定性等方面性能优秀,几何畸变小的相机,其像素所表达的实际点位半径也小,三维空间坐标的计算结果相对更精确。高低温环境下,因加入了相机防护装置,改变了相机光路介质,所以必须进行加装后的几何畸变误差检校,以确保相机成像系统的准确性。
5.2 摄影测量标志质量及其图像中心定位的误差
摄影测量标志质量的好坏及其图像中心定位的准确性也是高精度测量结果的直接影响因素之一。为此要根据实际测量需求选择高质量人工测量标志及与其相适应的高精度中心提取定位算法(软件系统)。测量标志最为广泛使用的是定向回光反射标志(RRT),按厚度不同有3mm、6mm 和9mm等规格。RRT 具有如下特性:随着光源偏差角增大,标志的反光能力迅速降低(见图12)。因此,为得到较小的光源偏差角,常选用环形闪光灯作为摄影时的辅助光源,从而保证相机光轴与闪光灯光轴同轴。而且随着光线入射角的增大,尤其超过50°以后,标志的反光能力迅速降低,所以光线入射角不能太大,一般不超过60°,否则标志成像效果很不理想。

图12 RRT 特性示意图Fig.12 Schematic diagram of RRT characteristics
粘贴的摄影靶标在高低温情况下有时会出现变形、脱落、污染被测物的情形;在工程实践中也曾出现不同加工工艺的靶标最后在平差解算时呈现系统性偏差的现象。因此对靶标加工工艺有严格要求,保证测量时其背面无残留不干胶,并且要求其规格和加工工艺一致,以避免由于靶标厚度不均匀可能带来测量误差。
5.3 摄影辅助光源强度不适宜引起的误差
由于不同类型的照明光源在同等环境条件下输出的闪光强度会有所不同,所以不适宜的光强反映在成像像片上会直接影响摄影成像质量以及标志图像中心提取定位的精度。长期研究和实践表明,环形微距闪光灯(见图13)具有无阴影、无暗角和稳定性好的特点,最适合定向回光标志的反射效能和成像需求。研究表明,闪光灯的形状也会对测量重复性产生影响,如表1 所示,值得注意的是,此种情形是一般性的,非高低温状态下所特有。

表1 闪光灯对摄影测量精度的影响Table1 Influence of flash lamp on photogrammetric accuracy

图13 环形闪光灯Fig.13 Ring Flash
在测量过程中有时还会出现诸如闪光灯亮度变化、闪光部位变化等由于闪光灯电池电量变化、闪光灯性质不稳定导致的测量结果重复性不达标的情况,需注意在拍摄前检查电池电量,必要时做专业维修。
5.4 基准尺长度标定误差
在高低温变形测试开始前要在专业计量部门、选择高精度基准尺长度标定方法对基准尺进行精确标定,同时获得基准尺热膨胀系数,并根据测量需要对基准长度进行修正。目前试验得知,无论碳纤维还是微晶玻璃基准尺,其在-100~100℃温度变化区间的长度变化量都在10μm 左右,均可应用于高低温试验。
据文献[13]所述,基准尺误差对天线变形及型面测量精度影响较小,以基准尺最大误差(非标定误差)0.034mm 为例,基准尺误差对天线型面测量精度的影响小于0.005mm,对变形量测量精度的影响小于0.027mm。
5.5 测量网形误差
测量网形(见图14)几何结构的构形强弱,如被测物体的尺寸、摄影距离、像片的重叠度、像片的数量、摄影相机的交会角(摄站布局)以及光线的入射角等,是需要重点考虑的测量精度影响因素。文献[39]指出,像点坐标精度一样时,测量网形布设不同会导致测量结果的精度相差10 倍。在工程实践中逐渐总结出以下几何构形原则:

图14 测量网形示意Fig.14 Schematic diagram of survey net
1)被测物体有多大,摄影距离就有多远。
2)尽可能在不同位置的每个摄站都拍摄到被测物的所有标志点,且拍摄中心对准被测件中心。若受空间条件限制,单张像片无法完全覆盖待测件,则尽可能使相邻像片间有较多公共点重叠(理论上最少4 个公共点)。
3)被测物上每个标志点的摄影光线交会角在60°~120°之间。
4)对被测目标物上每个标志点的光线入射角<45°。
5.6 外部环境因素引起的误差
温度、湿度、热流、大气抖动、地板振动等因素在高精度测量中均会不同程度地对测量系统及其测量结果造成不利影响,如常压低温测量时高低温箱内湿度过大会引发的镜头表面结霜,在一定程度上影响到测量的准确性。因此需在测试时对这些环境因素一并考虑并有效避免其影响。
6 热变形测量现存问题
因为卫星天线的高低温热变形测量为相对变形测量,所以需要通过基准点(公共点)将各个工况下的测量数据变换到同一坐标系下比对。但是基准点的分布经常位于天线型面内部很小的区域内,这样势必会带来坐标系转换误差,而且误差随着基准点分布占比愈小而愈大。这里列举一个比较极端的例子。我国某航天单位在肋管变形测量中通过部分公共点(也称基准点,见图15 蓝色区域)来进行坐标系的统一和后续变形计算分析,由此导致了“锯齿形的”测量误差比对结果(见图16),其中,3 组数据是在同一工况间隔时间极短的情形下采集。由图可见,重复性测量精度竟然在肋的外端达到甚至超过0.050mm,而在点253 之后由于是基准点故重复性精度良好。由此可见,基准点分布不合理造成坐标系转换误差,影响到数据测量结果。同样的问题在天线型面数据处理中也会遇到,尤其是当型面精度要求很高时,这一点便不可忽略。目前,该问题已受到研究人员的关注并做出了积极的探索。
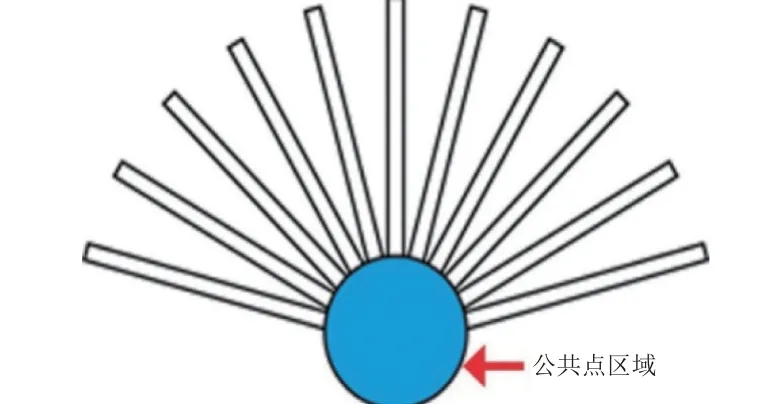
图15 卫星天线肋管变形测量示意Fig.15Schematic diagram of distortion measurement of satellite antenna rib tube
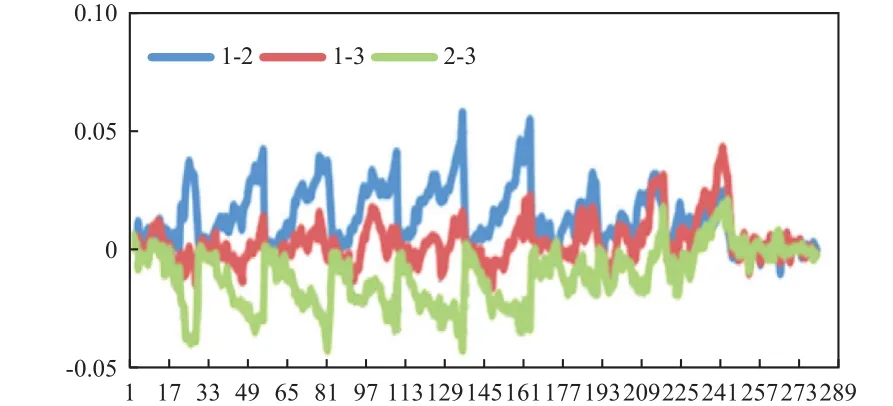
图16 三组偏差比对结果Fig.16 Comparison among three groups of measured deviations
此外,关于天线型面误差的评定也需要进一步规范,目前业内对此还未有统一的标准,对此需要有更加深入的总结研究。
7 总结与展望
随着航天科技发展及高频天线越来越多的应用,对卫星天线型面精度的要求越来越高,例如HERSCHEL-3.5m 天线要求其型面精度优于6μm。目前卫星天线高低温热变形测量大多采用工业摄影测量的方式,在真空罐或高低温箱中进行。影响和制约卫星天线变形测量精度的因素很多,大致可分为摄影测量系统自身因素和测量环境因素两类。如何一方面提高摄影测量系统自身精度,另一方面最大限度满足摄影测量条件从而发挥出目前摄影测量系统的最佳潜能,提高整体测量精度,成为当前共同的研究课题和努力目标。另外,关于卫星天线热变形测量目前还未有行之有效的标准,只能以常温常压下通过精度检定的测量系统在高低温环境下的测量重复度作为必要条件。此外,对于卫星天线的型面精度的评定亦没有统一的切实可行的标准;数据处理仍然是这一领域的难题之一。
对于卫星天线热变形测量重点研究方向有以下建议:
1)卫星天线变形的在轨测量和在轨型面调整。在轨测量可实现对卫星天线工作性能的实际检验,可为之后的天线设计和加工积累准确数据;将在轨热变形测量与在轨型面调整相结合可实现天线型面在轨长时间工作。
2)卫星天线变形在线测试和型面实时调整,二者相结合可加速卫星天线制造工业的产出。
3)将摄影热变形测量和激光干涉测量相结合以真正实现卫星天线变形的无接触式测量。
此外,如何建立行之有效的天线型面精度评价体系,提高天线型面的加工精度也是今后需要努力的方向。
