激光熔覆技术应用251型燃气轮机轮毂修复试验研究
2022-06-24付岳峰刘杰中宋澜波林万安邓永康
付岳峰,王 波,刘杰中,宋澜波,林万安,邓永康
(湖南华菱涟源钢铁有限公司能源总厂,湖南娄底,417009)
引言
激光熔覆技术(Laser Cladding)是一种先进的材料表面改性技术,其工作原理是将熔覆粉末材料添加到基材表面,利用大功率高密度激光束对熔覆材料和基材表面进行加热,使其发生冶金熔合,并同时快速冷凝,形成高强度、耐腐蚀性熔覆层[1]。与等离子喷焊、热喷涂和堆焊等传统表面改性工艺技术相比,熔覆技术具有明显技术优势,具体可以归纳为以下几点:(1)激光能量密度高,热影响区域小,变形小;(2)激光熔覆层材料稀释率较低,结合强度高;(3)激光熔覆层结晶均匀致密,且具有较高的结合强度和耐磨耐蚀性能;(4)自动化程度高,无环境污染[2]。因此,该技术在航空航天、矿山机械、石油化工、汽车、船舶、电力、铁路等行业具有广阔的应用前景[3]。
三菱251型多轴、轴向排气、室外式重型燃气轮机,主燃低热值高炉煤气,其额定功率28.5MW,燃气轮机压气机进气端通过主齿轮箱与发电机、煤气压缩机等辅助设备联接。该机型采用轴流式空气压缩机,级数19 级,转速4 905 r/min,压缩比(ISO 条件)11,吸入流量(15 ℃)102.5 kg/s,出口压力(15 ℃)11 atm(1.115 MPa),转子材质为锻钢,动叶、静叶、进口导叶材质为铬合金钢,汽缸为水平中分式,碳钢。
某厂燃气轮机机组大修周期为30个月,其中某一台燃气轮机的第6次大修过程对轮毂进行着色探伤时发现,空气压缩机转子第4 级轮毂上4 个榫齿出现裂纹(如图1 所示)。据了解,已经是国内多套该类型燃气轮机空压机第4级轮毂榫齿出现裂纹问题的机组。根据裂纹的形态和发展趋势,基本可判断为疲劳断裂。因转子返厂更换周期长,为了确保检修进度和修复可靠性,对激光熔覆修复技术进行研究与分析,以修复出现裂纹的榫齿。

图1 空压机轮毂榫齿裂纹
1 轮毂材料成分及性能分析
燃气轮机空压机轮毂采用的材料为日本合金钢材料,其牌号为10325 PA/PB,与美国的4340合金钢材质和成分接近,两种材料的其主要化学成分和机械性能见表1、表2。
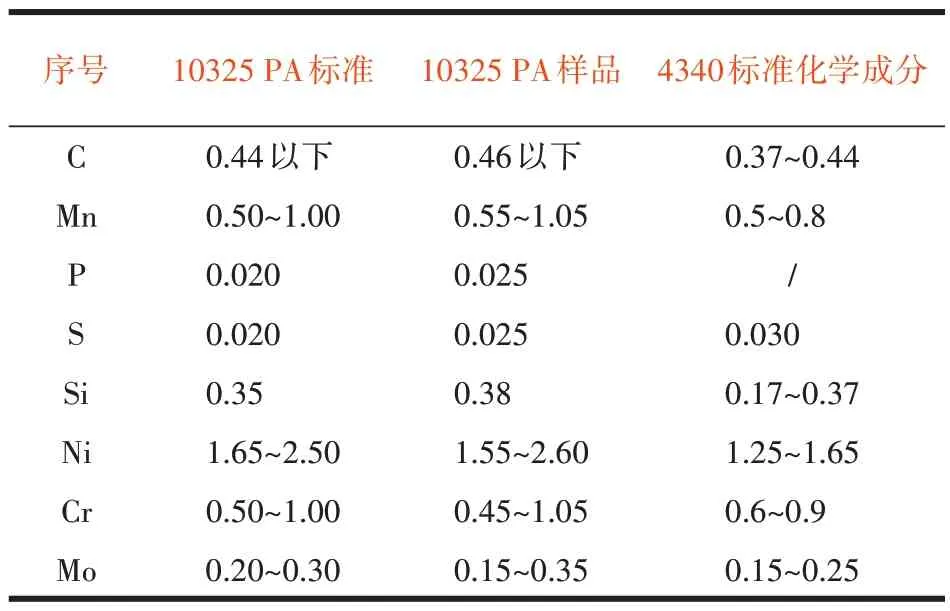
表1 燃机空压机第4级轮盘材料成分表 %
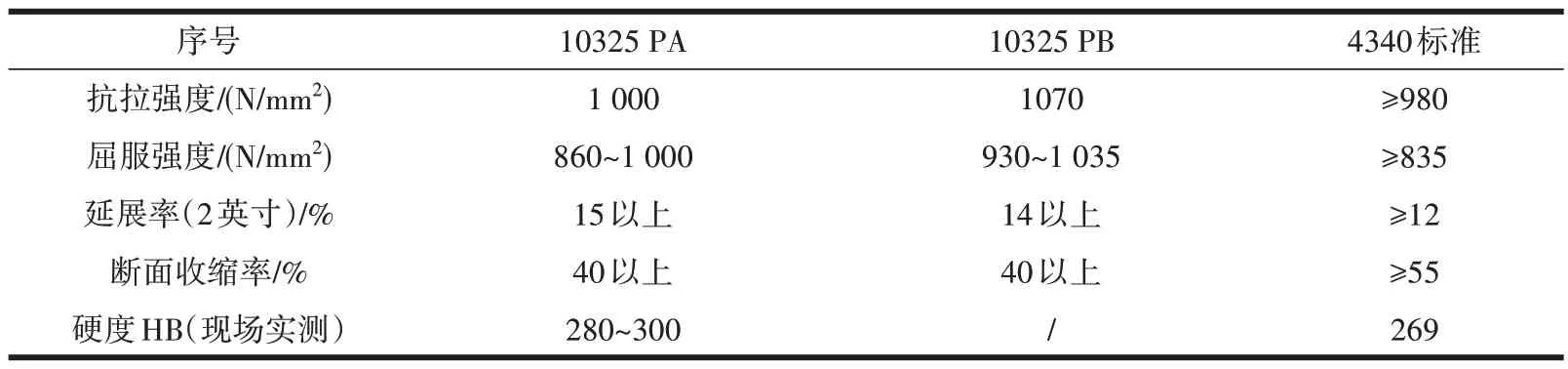
表2 燃机空压机第4级轮盘机械性能表
空压机轮盘所使用的合金钢材料具有高的强度、韧度以及较好的淬透性和抗过热的稳定性,常用作直升机的旋翼轴、涡轮喷气发动机的涡轮轴、叶片、高负荷的传动件等。该合金钢材料的抗拉强度1 000~1 070 MPa,屈服强度为860~1 035 MPa,可认为与4340为同一类材质。
2 激光熔覆焊接试验
基材和焊材的熔覆性及焊材本身的强度性能是确保轮毂修复可靠性的关键指标,为确保基材和焊材的熔覆强度,进行了多次焊材的力学性能试验。分别采用了与轮毂材料光谱结果最为接近的4140 材料和4340 材料作为熔覆基材,DLF207 为焊材,两组试验相互对比和验证熔覆性能。DLF207合金粉料是在C276 基础上,加入强化相元素研制而成,可以满足与基材结合强度的激光熔覆工艺,同时也提升了其自身的抗拉、屈服强度性能[5-6]。试验基材以及焊材成分对比如表3。
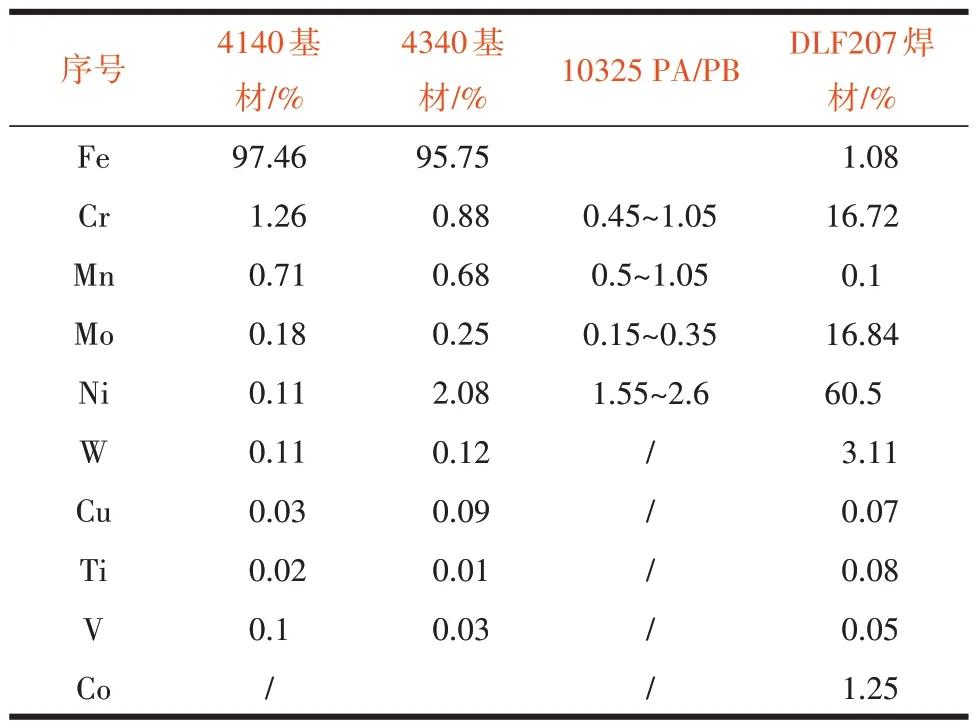
表3 试验基材及焊材成分对比 %
2.1 4140-DLF207熔覆拉伸试验
第一次拉伸试验以4140 材料作为熔覆基材,DLF207 为焊材(一种镍基材料)。共制作了3 块试样,其中1 块4140 基样和2 块熔覆件。熔覆件试样的基材厚度为5 mm,熔覆厚度为5 mm。熔覆试样结构如图2所示。

图2 4140-DLF207熔覆试样结构示意图
在进行拉伸试验前,对3 块试样进行了光谱检测,确认成分合格后,进行力学性能试验。熔覆焊材断口如图3 所示,熔覆试样与基材伸长率出现一定差别,基材和熔覆试样拉伸断口均未出现错位现象,经PT检测断口的熔覆层与基材结合面未发现裂纹。试验结果显示4140 基材的抗拉强度为688 MPa,屈服强度为403 MPa;而熔覆焊材的试验结果抗拉强度为774 MPa,屈服强度为607 MPa。

图3 4140-DLF207熔覆试样断口形态
2.2 4340-DLF207熔覆拉伸试验
第二次拉伸试验以4340 材料作为熔覆基材,DLF207 为焊材。熔覆件试样的厚度为10 mm。熔覆试样结构如图4所示。
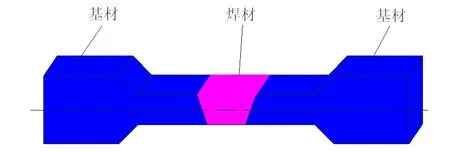
图4 4340-DLF207熔覆试样结构示意图
焊接检测合格后进行了拉伸试验,试验结果如图5所示,断口位置处于激光熔覆区域,且断口位置未出现错位、裂纹。试验结果显示4340的基材屈服强度为855 MPa,抗拉强度为1 060 MPa,与燃机轮毂基材基本接近。4340-DLF207 熔覆焊材的试验结果显示,断裂部位在焊材区域,屈服强度为730 MPa,抗拉强度为855 MPa,基材强度高于焊材强度。
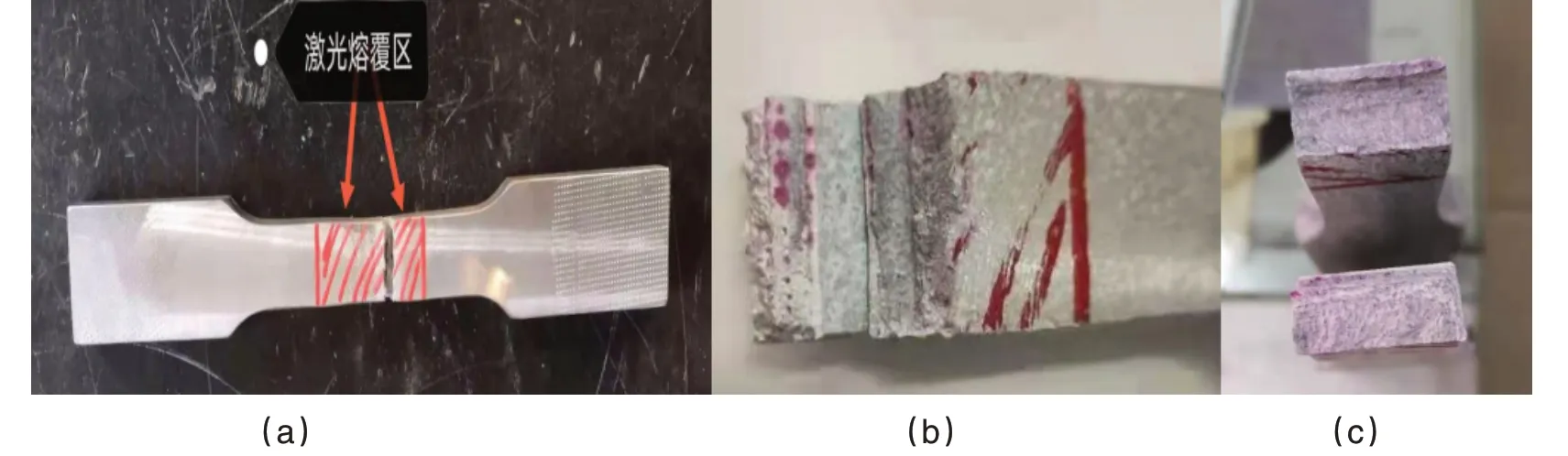
图5 4340-DLF207熔覆试样断口形态
为提高激光熔覆技术的运行安全可靠性,对熔覆材料DLF207 成分进行优化,以4340 为基材进行第三次试验。4340-改良型DLF207 熔覆试样及拉伸试验断口形态如图6 所示,试验结果与第二次拉伸试验基本一致,断裂部位在焊材区域,断口无错位、裂纹,基材与焊材结合面未出现断裂现象。4340-改良型DLF207 熔覆试样的屈服强度为780 MPa,抗拉强度为924 MPa,焊材强度性能提升了7%~8%。
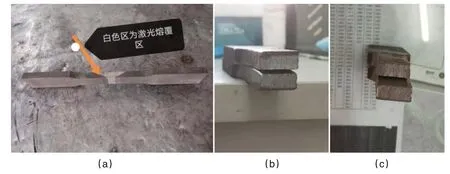
图6 4340-改良型DLF207熔覆试样及断口形态
3 试验结果分析
从岳阳大陆激光基材、焊材进行的拉伸试验数据来看(详见下表4),三次拉伸试验的断口均不在熔覆结合面(过渡区)上,表明岳阳大陆激光选用的焊材与基材的熔覆性较好,结合强度高。第一次拉伸试验结果表明,焊材DLF207 的强度明显高于4140 材质,且熔覆性能较好。第二次拉升试验的断口在熔覆材料区域,可见焊材力学性能较4340 差,其抗拉强度约为10325 PA/PB 材料的79.9%~85.5%,屈服强度只达到基材的70.5%~85%,强度偏低但可基本满足使用要求。第三次拉升试验断口形态与第二次基本一致,改良后焊材的抗拉强度约为10325 PA/PB 材料的86.4%~92.4%,屈服强度达到基材的75.4%~90.7%,焊材整体强度性能提升了7%~8%。
4 结论
拉伸试验试样的焊接结合面(基材-焊材过渡区)在拉伸试验中均无断裂情况,可见DLF207 作为焊接材料具有较好的熔覆性,激光熔覆技术修复的缺陷榫齿基本可满足使用需求。焊材材料DLF207的抗拉强度约为10 325 PA/PB 的79.9%~92.4%,屈服强度只达到基材的70.5%~90.7%,强度偏低依然存在一定断裂风险。激光熔覆修复技术只能作为一种临时修复办法,为确保机组安全运行,后期还需对轮毂进行升级更换以彻底消除隐患。
