扁桃酸催化蒎烯合成松油醇研究*
2022-06-24黄小芮秦荣秀温如斯孟中磊
黄小芮 秦荣秀,2 温如斯 孟中磊,2
(1. 广西壮族自治区林业科学研究院,广西 南宁 530002;2. 广西优良用材林资源培育重点试验室,广西 南宁 530002)
松油醇是合成香料中产量较大的品种,具有紫丁香气味[1],作为香精广泛应用于食品和化妆品行业中[2-3]。松油醇主要以蒎烯为原料制得[4],分为一步法和两步法两种合成方法[5]。香料用松油醇主要采用硫酸作为催化剂的两步法合成[6-7]。传统的两步法使用30%硫酸进行催化[8-9],生产过程能耗高、设备腐蚀严重、污水处理量大[10]。由蒎烯与水直接合成松油醇的一步法,无需制备和分离萜二醇[11],因此较易实现绿色化生产。
一步法合成松油醇研究较多的催化剂是固体酸,如用二氧化硅、钛、氧化锆等固体材料负载三氯乙酸进行催化反应[12];用硫酸溶液制备固体超强酸ZrO2/SO4-进行催化反应[13];用固体磺酸催化,用丙酮作溶剂,丙酮与蒎烯的质量比为2∶1进行催化反应[14];用D型大孔磺酸树脂催化,用异丙醇作溶剂,异丙醇与松节油的质量比为2.5∶1[15];采用氯乙酸辅助离子交换树脂进行催化蒎烯合成,相比单独使用离子交换树脂进行催化,催化效率显著提升[16];用氯乙酸催化松节油,氯乙酸与松节油的质量比为2∶1,并用三氧化铬作助催化剂[17];在连续流动的条件下,用氯乙酸催化蒎烯一步水合,氯乙酸与蒎烯的摩尔比为1∶1[18]。但用固体酸作催化剂,通常需要以氯乙酸为助剂[19],或者采用大剂量的丙酮[20]、异丙醇[21]作溶剂。
扁桃酸是常见的果酸,分子带有α羟基[22],其pKa值为3.41,与氯乙酸较为接近。本研究将扁桃酸作为催化蒎烯水合反应的催化剂,研究各因素对蒎烯转化率和松油醇选择性的影响规律,为松油醇的绿色合成提供一种方法。
1 材料与方法
1.1 材料与设备
试验材料:(-)-α-蒎烯,98%,阿拉丁试剂;DL-扁桃酸,99%,麦克林;磷酸,ACS,纯度≥85%,西陇科学股份有限公司;冰乙酸,AR,99.5%,阿拉丁试剂;蒸馏水,自制。
反应装置:有机合成装置PPV-3000型,东京理化器械。
分析仪器:Aglient 7890A气相色谱仪,美国安捷伦公司;色谱柱:AT-35,美国安捷伦公司(30 m ×0.25 mm ×0.25 μm);氢离子火焰检测器。
1.2 试验方法
称取10 gα-蒎烯,并按比例称取一定量的扁桃酸、磷酸、乙酸和蒸馏水置于反应瓶中,设定磁力搅拌器的转速为500 rpm,按条件设定温度进行加热反应,反应完成后,收集产物,水洗至中性。
采用正交试验设计不同催化条件对合成松油醇的影响,依据试验的因素数和因素水平数,以乙酸用量、水用量、扁桃酸用量、磷酸用量、反应时间、反应温度为6种因素,确定3种水平,设计了L18(36)正交试验[22],正交试验水平见表1。

表1 正交试验因素水平Tab.1 Orthogonal test level
同时,设计了试验空白对照组,研究催化剂磷酸、扁桃酸是否对该反应有催化作用。不同组别的各药品的用量一致,具体方案如表2所示。
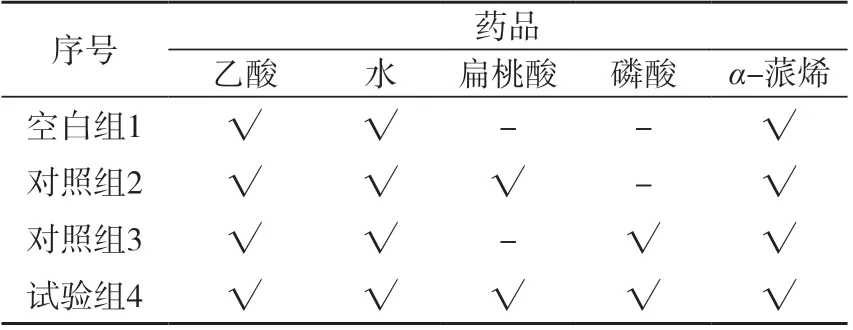
表2 对照试验设计Tab.2 Comparative experimental design
1.3 气相色谱表征
松油醇含量采用面积归一化法[24];载气为高纯氮气;程序升温:70 ℃(2 min),以5 ℃/min升至150 ℃,停留3 min,以10 ℃/min 升至230 ℃,停留2 min;进样口温度:250 ℃,总流量130.5 mL/min,分流比50∶1,隔垫吹扫3 mL/min;FID检测,检测口温度:250 ℃,氢流量40 mL/min,空气450 mL/min,氮吹25 mL/min。
2 结果与分析
2.1 正交试验结果分析
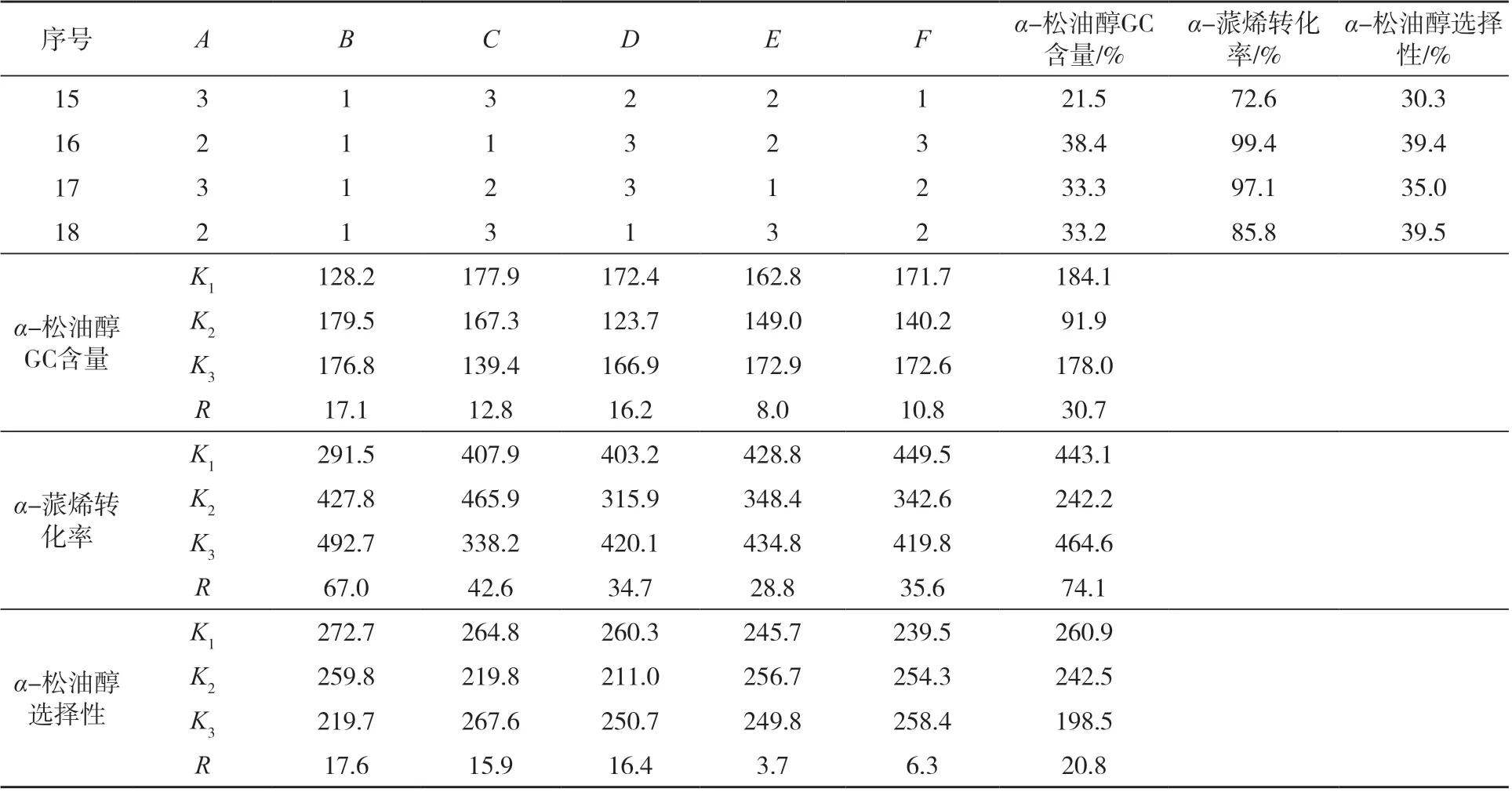
正交试验结果如表3所示。由表中数据可知,影响α-松油醇的GC(气相色谱)含量高低的因素依次为反应温度>乙酸用量>扁桃酸用量>水用量>反应时间>磷酸用量;相对较优方案为A2B2C1D2E2F2。

表3 正交试验结果Tab.3 Orthogonal test results
(续表3)
α-蒎烯转化率差异明显,试验水平设置合理。其中,试验6的α-蒎烯转化率最高,为99.9%,且随着反应温度升高,转化率提升。由R得知,影响α-蒎烯转化率高低的因素依次为反应温度>乙酸用量>水用量>反应时间>扁桃酸用量>磷酸用量;相对较优方案为A3B1C3D2E3F3。影响α-松油醇选择性高低的因素依次为反应温度>乙酸用量>扁桃酸用量>水用量>反应时间>磷酸用量;相对较优方案为A1B3C1D1E2F2。
试验6的α-松油醇GC含量、α-蒎烯转化率最高,分别为41.8%、99.9%;试验8的α-松油醇选择性最高,为50.2%。在选择较优的合成工艺时,要同时兼顾α-蒎烯转化率和α-松油醇选择性。根据试验,较低的温度有利于反应的选择性。同时综合考虑蒎烯的转化率,选择相对较优的合成工艺为A2B2C1D2E2F2,即蒎烯∶乙酸∶水∶扁桃酸∶磷酸的质量比为10∶20∶10∶0.3∶0.5,反应时间10 h、反应温度70 ℃。此条件下,试验得到的α-蒎烯转化率为85.5%,α-松油醇选择性为48.5%。
2.2 扁桃酸用量对反应的影响
扁桃酸用量对蒎烯水合反应的影响如图1所示。由图可知,随着扁桃酸用量的增加,蒎烯的转化率逐渐提高,而α-松油醇的选择性基本保持不变。当扁桃酸与蒎烯质量比为8%时,α-蒎烯转化率最高。综合考虑α-蒎烯的转化率与α-松油醇的选择性,选择扁桃酸α-蒎烯质量比8%进行后续试验。
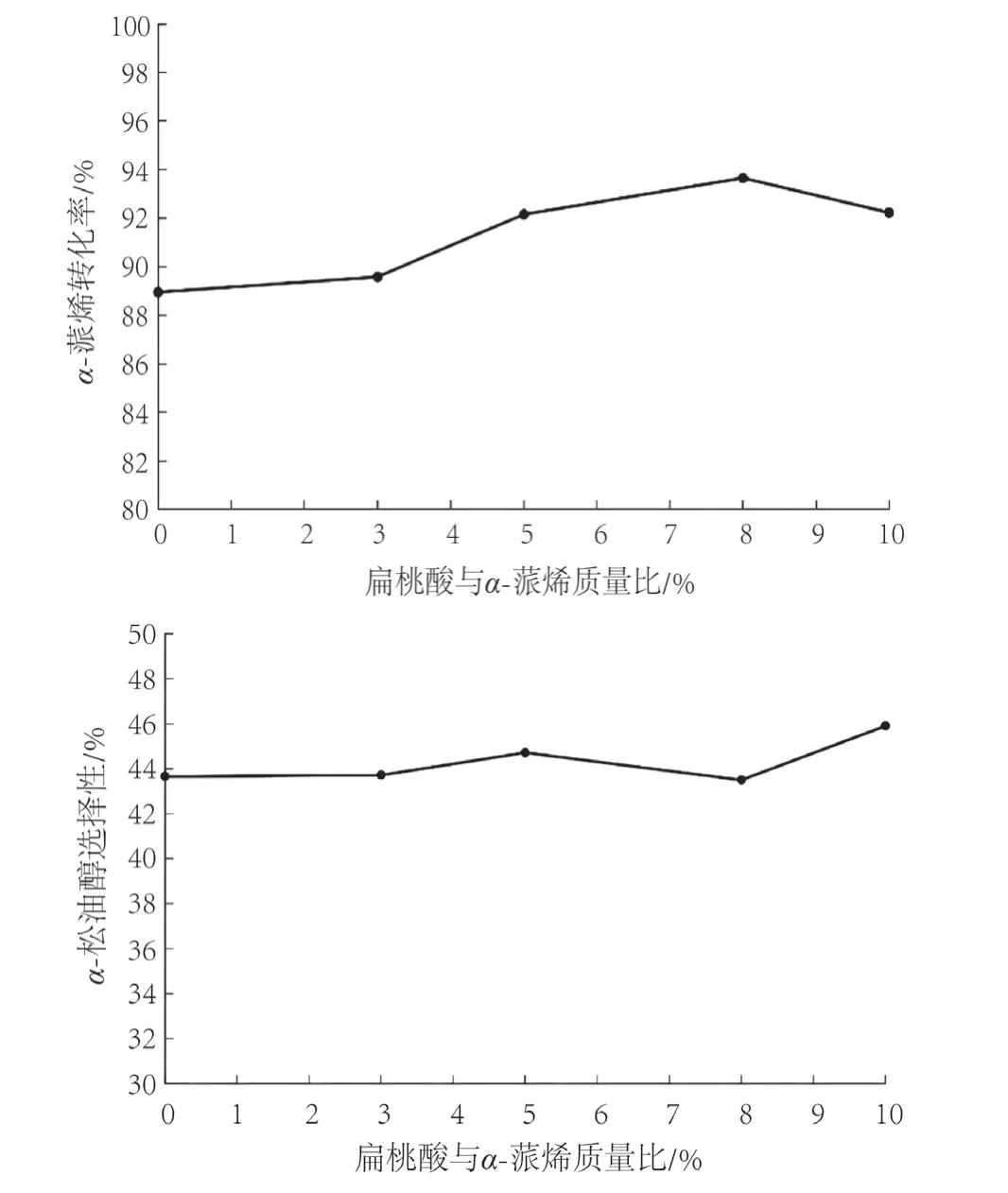
图1 酸用量对蒎烯水合反应的影响Fig.1 Eあect of mandelic acid dosage on pinene selectivity
2.3 水的用量对反应的影响
水的用量对蒎烯水合反应的影响如图2所示。由图可知,反应物中的水用量越多,蒎烯转化率越低。这是由于水量增加,反应体系被稀释,反应速率降低。反应物中的水用量越多,α-松油醇的选择性越高,这与袁冰等[25]研究结论相符。当水增加时,羟基与碳正离子的碰撞几率增加,α-松油醇选择性越高。综合考虑反应的选择性和转化率,选择水与α-蒎烯质量比1∶1进行后续试验。
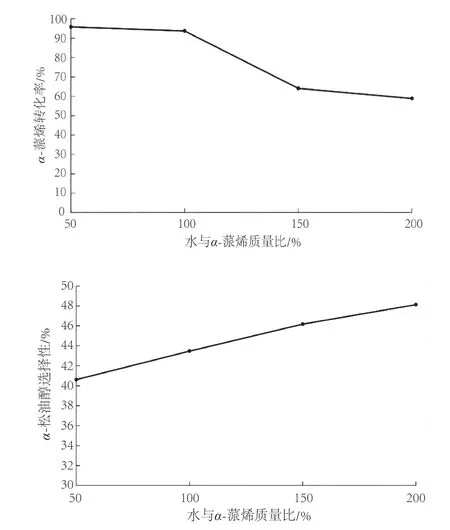
图2 水的用量对蒎烯水合反应的影响Fig.2 Eあect of water dosage on pinene selectivity
2.4 乙酸用量对反应的影响
图3为乙酸用量对蒎烯水合反应的影响。由图3可知,当乙酸用量逐渐增加,α-松油醇的含量逐渐增加,α-蒎烯转化率、α-松油醇选择性均逐渐提高。综合考虑反应的选择性和转化率,选择乙酸与α-蒎烯的质量比为24∶10。


图3 乙酸的用量对蒎烯水合反应的影响Fig.3 Eあect of acetic acid dosage on pinene selectivity
2.5 对比试验以及酸水回用
按表2进行试验,反应各组分的质量比为α-蒎烯∶乙酸∶水∶扁桃酸∶磷酸=10∶24∶10∶0.8∶0.5,反应时间12 h,反应温度70 ℃,试验结果如表4所示。

表4 对照试验结果Tab.4 Comparative experimental results
由表4数据可知,同样的反应时间,空白组1的蒎烯转化率最小,得到的松油醇含量最低。只添加扁桃酸的对照组2,蒎烯转化率仍较低;只添加磷酸的对照组3的蒎烯转化率大幅度提升,但低于试验组4(同时用扁桃酸和磷酸)。试验组4的蒎烯转化率、松油醇含量和选择性最高。这表明扁桃酸用作蒎烯水合反应的催化剂时,蒎烯反应速率较慢,加入磷酸可以提高反应速率。同时,α-松油醇的选择性也得到了提高。
产物静止分层后,下层酸水主要为催化剂、乙酸和水,将其直接用于下一次反应。α-松油醇的GC含量为38.0%,α-蒎烯转化率为84.5%,α-松油醇选择性为45.9%。表明,经一次反应后,酸水仍有较高的催化活性。
试验组4产物的组成如图4所示。产物主要组分的GC含量为:α-蒎烯3.2%、莰烯5.7%、苧烯11.8%、异松油烯12.1%、β-松油醇0.4%、4-松油醇3.5%、α-松油醇41.2%、γ-松油醇0.5%、乙酸松油酯6.6%。产物中松油醇的GC总含量为46.3%,而影响松油醇香气的正、异龙脑的含量较低,正、异龙脑GC含量分别为0.8%、0.4%。现有合成方法[10]以及天然含松油醇产物[11],往往含有较多与松油醇沸点相近,不易分离的龙脑、葑醇等杂醇,影响松油醇的香气。

图4 产物的GC图Fig.4 Gas chromatographic results of product
3 结论
利用扁桃酸作催化剂时,蒎烯水合反应速率较慢,加入磷酸可以提高蒎烯反应速率,并且α-松油醇的选择性也较高。较优的反应条件为:α-蒎烯∶乙酸∶水∶扁桃酸∶磷酸的质量比为10∶24∶10∶0.8∶0.5,反应时间12 h,反应温度70 ℃。此条件下,α-蒎烯的转化率为96.6%,产物中α-松油醇GC含量为41.7%,α-松油醇的选择性为43.5%,龙脑含量为1.2%。反应后的酸水仍具有较高的催化活性,经过补充适量催化剂、乙酸和水后可以继续用于蒎烯水合反应。
