蒸压釜检验过程中常见问题分析
2022-06-23孙琼琼
孙琼琼,陈 健
(泰安市特种设备检验研究院,山东泰安 271000)
0 引言
《特种设备安全法》界定了特种设备主要包括锅炉、压力容器、压力管道、电梯、起重机械、客运索道、大型游乐设施、场(厂)内专用机动车辆共8 项[1]。其中,电梯、起重机械、客运索道、大型游乐设施、场(厂)内专用机动车辆属于机电类特种设备,锅炉、压力容器、压力管道属于承压类特种设备。
压力容器作为重要的承压类特种设备,在各工业领域发挥着至关重要的作用。其中,蒸压釜作为快开门压力容器的一种,具有门盖开启灵活、迅速的特点,被广泛应用于硅酸盐建筑、玻璃、医药、纺织等领域用品的蒸养[2-3]。近年来,随着我国新型建筑材料的兴起,蒸汽加压混凝土砖被广泛应用于建筑行业,同时蒸压釜作为基础生产设备被大量投入生产使用。蒸压釜又称蒸养釜、压蒸釜,由于体积庞大,重量较重,容积与压力乘积较大,一旦蒸压釜发生事故,会瞬间释放大量能量,对周围环境及人身安全造成重大伤害,甚至造成国民经济的重大损失。因此定期对蒸压釜进行监测、检验,分析失效模式,能对可能发生的缺陷、故障进行预报,对保障蒸压釜安全运行具有重要意义。本文通过分析蒸压釜结构特点,并结合实际分析常见的失效模式,从而提出定期检验方法,对蒸压釜的事故预防具有重要意义。
1 蒸压釜结构及工作参数
1.1 蒸压釜结构
蒸压釜为卧式筒形结构,其主体部分主要由釜体装置、釜盖装置、摆动装置、手摇减速器、安全联锁装置、支座、保温层、密封装置、排水装置、阀门仪表等组成[4-5]。其主要结构介绍如下。
(1)釜体装置由釜体法兰和筒体焊接组成。釜内铺设导轨,可行走蒸压车,且釜内设置蒸汽分配管,使蒸汽沿釜体纵向均匀分配,同时避免加热介质冲刷物料。釜体外侧布置各类管座和接管,供进、排蒸汽,排放冷凝水和安装各种仪表、阀门。
(2)安全联锁装置分为直接作用式安全联锁装置、间接作用式安全联锁装置和组合式安全联锁装置3 种类型。直接作用式安全联锁装置是依靠容器内的压力实现连锁动作,由安全手柄、球阀、接杆、限位板等组成;间接作用式安全联锁装置利用外来能量实现连锁动作的,常采用自动控制仪表来控制;组合式安全联锁装置是以机械控制为主、电器控制为辅的安全联锁装置。
(3)支座及保温层。支座用于支承釜体用作支承釜体,一般有中间支座、活动支座和端部支座3 种形式。除中间支座固定外,其余支座借助滚柱,均可沿釜体轴向移动,适应釜体热胀冷缩的需要;保温层主要由保温材料和骨架、护板等组成,防止蒸压釜使用时热量散失。
(4)排水装置起排放冷凝水作用,由排水管道联接器、疏水器、排污阀等组成。与釜体底部相连,冷凝水在联接器内沉凝后经疏水器连续排出,排污阀可排放大量冷凝水及杂志。
1.2 蒸压釜工作参数
蒸压釜的工作方式为间歇循环操作,每个过程都包括升温升压、保温保压、降温减压等阶段[6]。工作流程为:清理蒸压釜、装载物料、固定釜盖、转放蒸汽、放入新鲜蒸汽、加工物料、放气取下釜盖、卸出制品。蒸压釜的工作参数如表1所示,属于中、低压力容器。
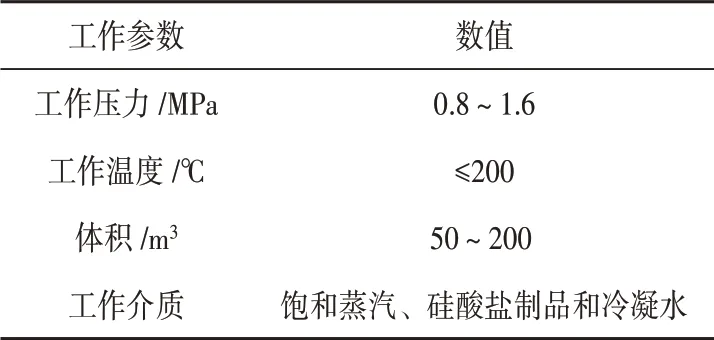
表1 蒸压釜工作参数表
2 常见损伤模式分析
2.1 机械损伤
由于蒸压釜一般体积较大,物料进出蒸压釜都需要用钢绳或铁链牵引物料车,物料车底部与蒸压釜筒体内壁产生相对摩擦运动,周期循环的机械摩擦,会使得筒体内表面损伤成为凹槽,从而筒体厚度减薄,造成局部应力腐蚀。
2.2 腐蚀
蒸压釜多用于硅酸盐制品的蒸养,这类物料含有二氧化硅、氢氧化钙等物质,并在高温蒸汽的作用下,极易溶于冷凝水(冷凝水pH 值为11~13,呈碱性),并沿着筒体内壁在蒸压釜底部局部聚集,且由于蒸压釜安装处于水平位置,冷凝水不能实时排放,导致在高温下水分蒸发后,底部形成局部高浓度的氢氧化钙,形成局部碱腐蚀。
2.3 裂纹
蒸压釜在以下部位极易发生裂纹:
(1)蒸压釜釜体与釜体法兰、釜盖与釜盖法兰的焊接焊缝,由于此处为异种钢焊接连接极易产生裂纹,且釜体法兰与釜盖法兰的啮齿呈不连续分布容易产生应力集中,蒸压釜频繁的开关操作使得齿啮根部极易产生裂纹;
(2)现场组焊筒体环焊缝,由于蒸压釜体积较大,现场采用组焊方式安装,焊接施工受现场环境影响极易产生焊接缺陷;
(3)支座与釜体连接处产生裂纹,此处裂纹主要位于固定支座与釜体连接处、活动支座与釜体连接处,釜内进行升温升压操作时,蒸压釜在温差应力作用下会向一侧拱曲,支座护板与釜体连接处极易产生裂纹,且蒸压釜在工作中,釜体在高温高压下膨胀向两侧伸长,在降压过程中会向中间收缩,此时活动支座沿釜体轴线方向移动,但在实际现场,由于清洁度不够,使得滚杠不能自由移动,从而造成护板、釜体与支座连接处产生裂纹甚至拉裂。
2.4 安全联锁装置失效
安全联锁装置是确保釜盖关闭到位后安全升压的关键装置,但由于长期使用,线路老化、电器元件损坏、电动销失效等,且操作人员安全操作不当导致安全连杆与球阀不同步、半月板与挡板错位,失去阻挡釜门周向转动作用,致使安全联锁装置失效。部分安全联锁失效模式如图1~2所示。

图1 连杆未与球阀相连

图2 线路老化、电器元件损坏
3 蒸压釜定期检验
3.1 检验前的准备
蒸压釜检验前应先切断蒸汽进汽管路,关闭进汽阀门、加装盲板等,确保釜内温度低至室温后,清除釜内杂质及异物;釜内布置好照明装置;外部保温根据检验需要拆除;重点检查的焊缝及其两侧100 mm范围内进行打磨并露出金属光泽。
3.2 资料审查
审查内容包括:设计、制造文件,安装组焊、运行记录、检验记录、定期检验情况等资料。重点审查蒸压釜的结构特点,釜盖、釜端法兰与主体材质、设计技术条件,现场组焊焊缝位置等。
3.3 宏观检验
宏观检验主要利用目视方法,必要时采用内窥镜、放大镜或其他测量工具检验蒸压釜的本体结构、几何尺寸、表面情况(裂纹、腐蚀、泄露和变形)。
(1)外部检验
检查釜体外壁保温层是否脱落,是否存在漏汽现象;逐个检查活动支座是否正常活动、支座基础有无下沉或倾斜;检查摆动装置、手摇减速器是否功能灵活;检查釜体是否存在“香蕉变形”等。
(2)内部检验
检查釜体内表面是否存在鼓包、变形、裂纹等缺陷;重点检查纵环焊缝,如现场组焊环焊缝、釜体对接焊缝、釜体与釜体法兰、釜盖与釜盖法兰的焊接焊缝等,对存在表面裂纹的地方要进行表面缺陷检测;检查物料车进出釜体内是否对釜体内壁造成碰伤、刮伤等机械损伤;检查釜体母材与釜内轨道托座焊接是否出现撕裂现象;检查釜体底部是否存在碱腐蚀造成的腐蚀凹坑等。
(3)结构检查
检查釜齿结构、筒体与釜体法兰、封头与釜盖法兰的连接形式;重点釜齿根部是否存在裂纹,根据检查情况决定是否进行表面探伤;检查排水装置是否正常、通畅;固定支座与活动支座与釜体连接形式、是否存在裂纹等。
3.4 壁厚测定
对封头和筒体进行壁厚测定,数量应尽可能满足检验要求,每板不少于2 点,常用超声波测厚仪进行壁厚测定。重点检查部位为:焊缝丁字口等应力集中部位,滑轨容易磨损的部位,截面突变等易受腐蚀、冲蚀的部位,釜盖、封头制造成型时壁厚减薄的部位,使用中易发生变形及磨损的部位。
当腐蚀深度超过腐蚀裕量时,应进行强度校核。当蒸压釜出厂资料齐全可按设计文件要求的公式进行强度校核;当蒸压釜资料不齐全,可按照GB150-2011《压力容器》的要求进行强度校核。
3.5 无损检测
无损检测主要包括磁粉检测、渗透检测、射线检测和超声检测等方法。根据NB∕T 47013《承压设备无损检测》的规定,表面缺陷检测常利用磁粉检测和渗透检,埋藏缺陷检测常利用射线检测和超声检测。
表面缺陷检测重点检查部位为釜齿根部、封头与釜盖法兰、筒体与釜端法兰的连接焊缝、釜体对接焊缝、釜盖拼接焊缝、蒸压釜的角焊缝、补焊区及宏观检验发现裂纹等部位。
埋藏缺陷检测重点检查部位为现场组焊环焊缝、宏观检验错边量和棱角度超过产品标准的焊缝位置、应力集中部分等。
3.6 安全联锁装置及其它安全附件检查
(1)根据TSG21-2016《固定式压力容器安全技术监察规程》的规定,安全连锁装置应满足:当快开门达到预定关闭部位,方能升压运行;当压力容器内部压力完全释放,方能打开快开门。
(2)检查压力表,安全阀的校验周期、整定压力、安装形式是否符合要求。
4 结束语
对蒸压釜进行定期检验是保障其安全生产和稳定运行的必要工作,一旦蒸压釜发生爆炸事故,会造成经济损失甚至人员伤亡。通过定检检验可发现潜在的缺陷,提前把控蒸压釜运行情况。本文通过分析蒸压釜的结构和工作参数,分析出主要的失效模式为机械损伤、腐蚀、裂纹、安全联锁失效,并基于现有的检验方法和无损检测方法提出了定期检验流程,为检验人员提供检验方案参考,有助于检验工作顺利开展,保障蒸压釜的安全运行,降低安全事故。