尿素一段蒸发冷凝器泄漏原因及系统调整措施浅析
2022-06-20李公伟刘志鹏
谷 雨,李公伟,刘志鹏
(河南心连心化学工业集团股份有限公司,河南新乡 453000)
新疆心连心能源化工有限公司尿素装置采用节能型水溶液全循环尿素生产技术,水解解吸系统采用单塔低压水解解吸技术,其特点是利用1.3 MPa蒸汽从汽提塔底部输入向上与液相逆流接触,在尿素水解过程中可以把碳铵液中的游离NH3、CO2和水解生成的NH3、CO2一起汽提出来[1]。水解解吸塔气相直接进入二段分解塔精馏段,经填料段与一段分解塔来的液相接触,传质、传热后,NH3、CO2和水自塔顶出来进入低压吸收系统,最终以甲铵液的形式返回尿素合成塔,部分碳铵液经水解泵送至一段甲铵泵作为密封水,循环后回到碳铵液槽[2]。
2020年9月初水解解吸系统负荷开始逐渐降低并且出气带液,无法达到最大负荷(60 m3/h)。9月15日全厂停车检修,其间打开水解解吸塔进行例行检查,发现水解解吸塔塔盘上有大量的白色膏状物质,随及取样保存并对水解解吸塔内部进行了冲洗清理,但未对其相关联设备进行检查。
1 一段蒸发冷凝器泄漏的判断
2020年9月28日尿素系统开车后发现解吸给料泵进口过滤器频繁堵塞,水解解吸塔出气阀阀位开度不断增大。当尿素系统质量流量为2 200 t/d以上时,二段分解塔塔顶气相开始出现带液现象,二段甲铵液中尿素质量分数逐步上涨,最高达到20%(设计值为1.58%)。随即将样品送至专业分析机构进行分析,结果显示白色膏状物中钙元素和铜元素含量较高(见表1),于是判断蒸发系统冷凝器泄漏的可能性较大。故对闪蒸冷凝器、一段蒸发冷凝器、中间蒸发冷凝器和二段蒸发冷凝器出液逐个进行取样分析,分析后发现一段蒸发冷凝器出液中钙元素和氯元素的含量较高,确定一段蒸发冷凝器发生泄漏,导致循环冷却水泄漏进入工艺凝液系统。
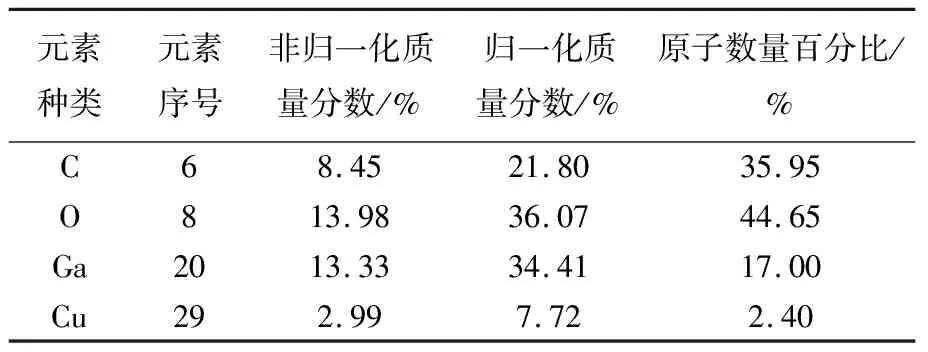
表1 水解解吸塔中白色膏状物能谱分析结果
2020年10月底尿素系统再次停车检查,发现一段蒸发冷凝器有2根换热管在管板焊缝处存在环状开裂(见图1),怀疑是设备制造时应力未消除导致的。由于时间比较紧迫,未对设备进行深度检查,只对该一段蒸发冷凝器进行简单封堵试压;开车后水解解吸系统运行趋于正常,但二段分解塔带液现象仍然存在,怀疑二段分解塔填料或上部丝网被白色膏状物堵塞,但考虑到经济效益,未再次停车进行处理。
图1 一段蒸发冷凝器换热管环向开裂照片
2 一段蒸发冷凝器泄漏后对系统运行造成的影响
一段蒸发冷凝器换热冷媒是循环冷却水,换热管泄漏后,由于一段蒸发冷凝器壳程压力低,管程内的循环冷却水(含钙离子等)进入工艺冷凝液系统,进而对整个尿素系统造成影响。
2.1 对水解解吸系统的影响
含钙离子的碳铵液经解吸给料泵送入水解解吸系统,与溶液中的CO2反应,形成碳酸钙,碳酸钙附着于水解解吸换热器列管内壁和水解解吸塔塔盘。换热管结垢影响换热效果,塔盘结垢影响水解解吸塔气液传热和传质,导致压降升高和出气带液。2020年10月底停车对一段蒸发冷凝器进行堵漏并清理塔盘后,水解解吸系统运行趋于平稳。
2.2 对二段分解塔的影响
水解解吸塔出气夹带部分塔盘上的固体附着物进入二段分解塔精馏段,又附着于二段分解塔的填料上,造成填料段(阶梯环)及上部丝网流通量变小。负荷升高后形成严重的气相夹带,导致大量的尿素溶液自二段分解塔顶部进入二段分解吸收系统,使二段甲铵液尿素含量显著升高。大量尿素进入二段分解吸收系统后,会引起吸收液(蒸发系统产生的工艺冷凝液)流量减少,吸收效果下降,同时反作用于水解解吸系统,形成恶性循环[3]。
2.3 对合成转化率的影响
二段分解塔带液导致部分尿素随二段甲铵液进入一段分解吸收系统,再随一段甲铵液返回尿素合成塔,使尿素合成水碳比升高,同时降低介质在合成塔中的停留时间。在尿素合成水碳比升高、介质停留时间缩短的双重作用下,尿素合成转化率下降,尿素系统蒸汽消耗升高[4]。
2.4 对一段甲铵泵的影响
一段甲铵泵填料函密封水采用碳铵液,在循环过程中碳酸钙被带入一段甲铵泵的填料函后,在密封水通道上结垢,造成密封水量不足,降低冷却效果;同时,密封水量不足,无法充分循环带走泄漏的介质,造成氨外溢;产生的碳酸钙颗粒还会对填料函产生磨损。上述原因导致填料函的使用寿命降低,增加一段甲铵泵的检修频次,对系统的稳定运行造成威胁。
3 控制措施
一段蒸发冷凝器泄漏对尿素系统稳定运行造成严重影响。在查清原因后及时对一段蒸发冷凝器进行了检修处理。但由于二段分解塔为特殊的填料塔,检修较为困难,因此在具备检修条件前,采取有效措施维持生产十分重要。
3.1 系统调整
3.1.1 水解解吸系统
水解解吸塔出气直接进入二段分解塔精馏段,与从二段分解加热器来的气相物流合并进入填料精馏段。因此尽量减小解吸负荷,稳定水解解吸塔工况成为缓解二段分解塔带液的重要手段。采取的措施有:(1)在保证必要真空度的条件下,减少尿素蒸发系统蒸汽喷射器的驱动蒸汽量,控制尿素蒸发系统蒸汽和凝液冲洗的频次和流量,减少工艺冷凝液量;(2)排查与工艺冷凝液系统相连通的排放阀门,避免不必要的高浓度工艺介质、脱盐水或蒸汽冷凝液窜入;(3)在保证工艺废水排放指标的前提下,控制水解解吸塔的蒸汽加入量,减少塔顶气相带入二段分解塔的水量;(4)在吸收塔排放等特殊工况时,将部分高浓度碳铵液转入事故槽,系统稳定后再缓慢转入碳铵液槽处理。
通过以上措施的实施水解解吸系统的进料体积流量基本可以维持在58.5 m3/h,水解解吸系统的工况基本稳定,一定程度上缓解了二段分解塔带液问题。
3.1.2 一段分解吸收系统
提高一段分解塔温度至160 ℃,同时降低一段分解吸收系统压力至1.64 MPa,提高一段分解塔的分解率,降低二段分解塔的负荷。
3.1.3 二段分解吸收系统
降低二段分解塔出液温度,提高二段分解吸收系统压力,降低二段分解塔负荷。蒸发系统根据真空度和温度情况调整加热蒸汽用量,稳定工艺。
3.2 不停车条件下实施技术改造
水解解吸出气管线调节阀前有放空管,放空阀正常生产时处于关闭状态,可在该处引管线,接至二段吸收预冷器进口管线,即二段吸收预冷器进口管线上的加CO2管线。在不停车条件下完成该项改造,使部分水解解吸塔气相不经二段分解塔直接进入二段吸收预冷器(通过加CO2管线上原有的调节阀控制气量),减少进入二段分解塔精馏段气量,缓解二段分解塔带液。该改造管线投用后可使尿素系统质量流量提高至2 460 t/d。
3.3 系统工艺调节原则
(1)当二段分解塔出现带液时,缓慢、小幅度地调整阀位,避免大幅度的调整造成不必要的波动。
(2)当二段分解塔出现带液时,增加二段甲铵液分析频次,当其尿素质量分数降低至6%以下时,逐步缓慢调节二段分解塔加热段蒸汽量,提高二段分解塔温度至正常,给系统足够的反应时间。
4 一段蒸发冷凝器泄漏原因分析
2021年全系统停车检修时,采用涡流探伤对一段蒸发冷凝器进行全面检查,发现有500根换热管存在缺陷,并且缺陷在管子的外部(见图2)。

图2 换热管缺陷示意图
经仔细查阅图纸,并与设计方进行沟通,最终确认生产厂家将一段蒸发冷凝器换热管的固定方式改为折流杆固定(见图3),以降低一段蒸发冷凝器壳侧压降。由于生产负荷长期较大,再加上加减负荷频繁等因素,当气体进入一段蒸发冷凝器壳侧进口时,会造成换热管不同程度的振动,导致换热管与折流杆发生剧烈摩擦,最终出现减薄后泄漏。

图3 换热管固定方式与磨损示意图
5 结语
综上所述,蒸发系统蒸发冷凝器泄漏对尿素系统的影响很大,在正常生产期间要定期取样分析蒸发系统各蒸发冷凝器冷凝液中金属离子及氯离子的含量,在检修期间应对各蒸发冷凝器进行试压、试漏并采用先进的检测手段对设备进行检查,做到出现问题早发现、早控制。
