无害化协同处置混醇的可行性研究
2022-06-20王志敏侯茂林郭战荣
王志敏,侯茂林,贾 博,李 露,张 超,郭战荣
(浙江石油化工有限公司,浙江舟山 316000)
1 混醇组成成分分析
混醇的主要成分为多乙二醇,为无色或淡黄色油状液体,无机械杂质及油渍,凝固点为-6.5 ℃,相对密度为1.116,折光率为1.118。混醇能与乙醇、乙醚、丙酮和乙二醇混溶,不溶于苯和四氯化碳,溶于水且可燃,口服会引起恶心、呕吐、腹泻及肝肾损伤,可致死。
浙江石油化工有限公司(简称浙石化)副产混醇质量流量为60 t/d,其主要成为为一乙二醇、二乙二醇、三乙二醇,其余为水分及少量的杂醇类,主要成分组成见表1。
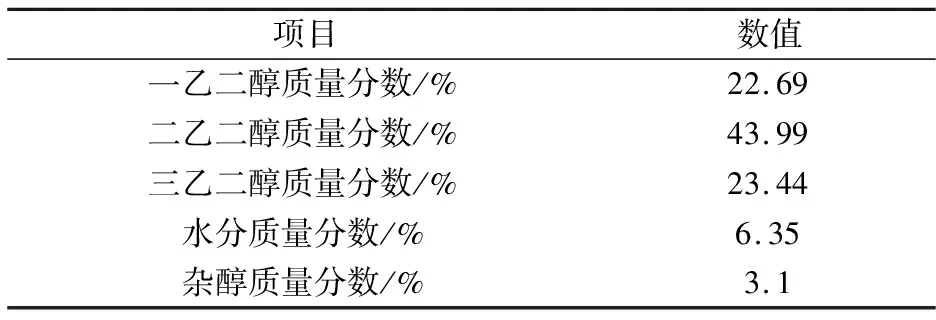
表1 混醇成分
2 成浆性试验
实验室内将原煤(神优2号)在小型棒磨机内磨制成粉,与水煤浆添加剂、水、混醇混合搅拌均匀制得煤浆样品,进行煤浆浓度、黏度、析水率、流动性及稳定性分析,结果见表2。
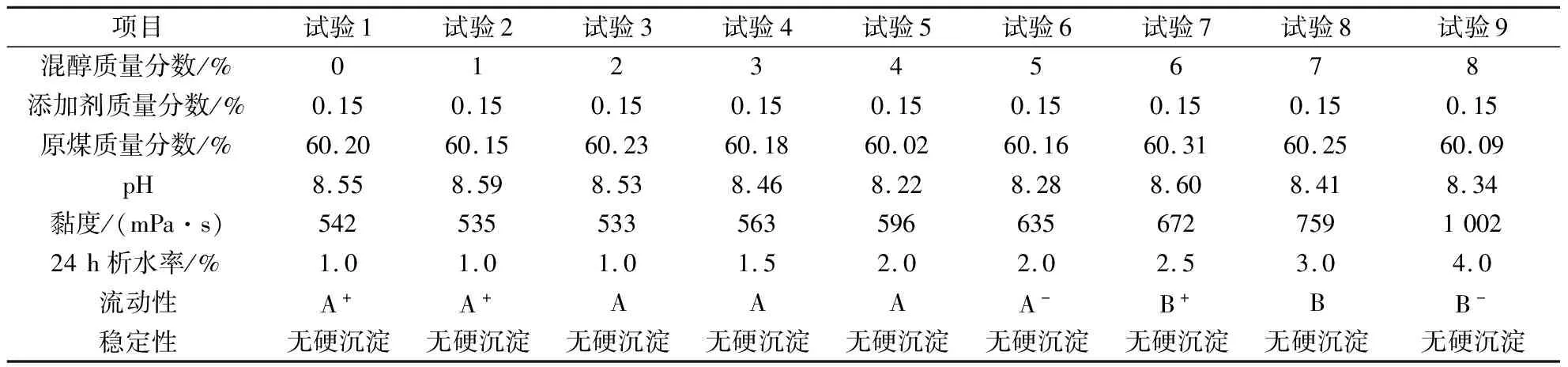
表2 混醇与煤浆混合试验数据
由表2可以看出:针对浙石化神优2号原煤,添加质量分数为0.15%的水煤浆添加剂,在制浆用水中掺入不同比例的混醇制浆时,随着混醇掺配比例的增加,煤浆流动性明显变差,黏度和析水率逐渐增加,在混醇掺配质量分数低于6%时进行制浆,能保证正常生产运行。
试验表明,掺配混醇会对制浆造成一定影响,增大了煤与水的接触角,影响煤的润湿性,从而降低煤的制浆浓度,增加煤浆的表观黏度。
3 气化掺烧试验
将化工装置副产的混醇通过管线送至界区内储罐,经混醇给料泵按1.4 m3/h的体积流量打至大煤浆槽内,通过搅拌器搅拌配制成一定浓度、黏度的煤浆,由大煤浆泵送至气化炉进行气化反应。通过对水洗塔出口粗煤气及灰渣成分的分析,最终确定水煤浆气化炉掺烧混醇的可行性。
气化过程是一个极其复杂的不完全氧化反应,副反应较多[1-4],主要包括:
部分氧化反应:

(1)
煤的燃烧反应:
(m-r)CO2+n/2H2O+rCOS+Q
(2)
煤的裂解反应:
(3)
CO2还原反应:
(4)
碳的完全燃烧反应:
(5)
非均相水煤气反应:
(6)
(7)
转化反应:
(8)
逆变换反应:
(9)
同时,气化炉内还会发生以下副反应:
COS+H2O=H2S+CO2
(10)
C+O2+H2=HCOOH
(11)
N2+3H2=2NH3
(12)
N2+H2+2C=2HCN
(13)
上述反应产物主要为CO、H2、CO2、水蒸气等,产品气经过不同的流程和不同的预处理可以作为合成氨、合成甲醇、发电等的原料气和燃料气。
在煤浆掺烧混醇后,对灰渣、外排灰水及水洗塔出口粗煤气成分进行了对比分析,结果见表3~表5。由表3~表5可以看出:在气化炉内掺烧了5%(质量分数)的混醇后,水洗塔出口粗煤气、外排灰水和气化细渣的主要成分均未发生明显变化,证明化工副产混醇在气化炉内协同处置是可行的。为了防止煤浆槽内有害气体挥发造成人员中毒或环境污染,可以将大煤浆槽增加顶部氮封。
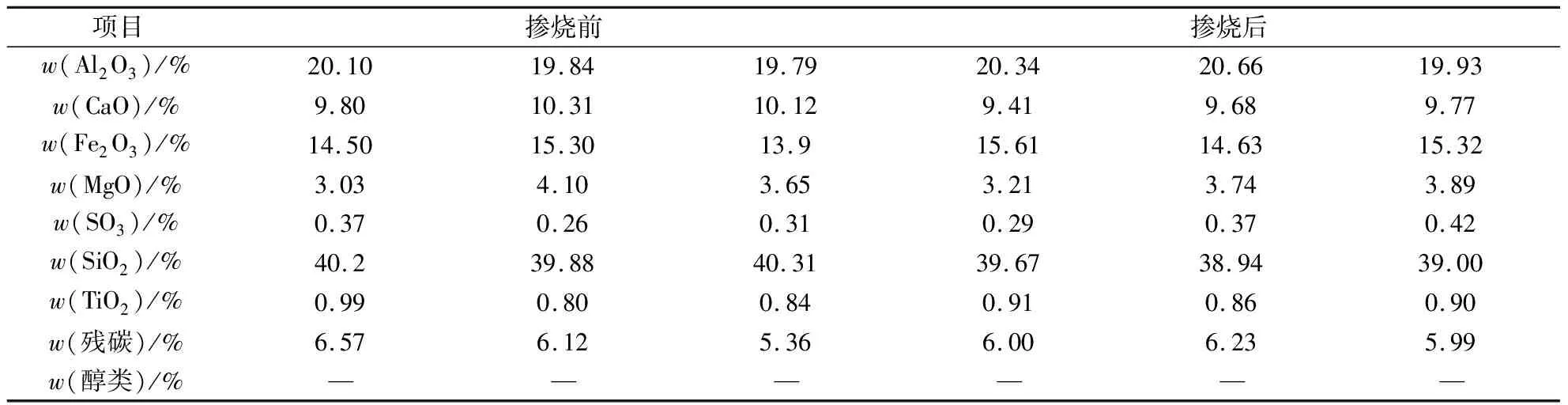
表3 细渣成分

表4 外排灰水成分

表5 水洗塔出口粗煤气成分
5 结语
随着混醇在煤浆中掺配比例的增加,煤浆流动性明显变差,黏度和析水率增加,因此,应根据混醇的性质制定合适的掺混方式。由于磨煤机为非封闭形式,故不建议在磨煤机内进行混醇掺配制浆,防止造成人员中毒或环境污染。化工副产品废料在气化炉中的协同处置在煤化工及石油化工行业中越来越普遍和重要,气化技术是一种理想的危废品处理工艺,在处理危废品的同时能获得品质较高的粗煤气,具有广阔的发展前景。浙石化采用混醇和煤浆掺烧气化,为难于处置、富有毒性的液体类化工品的安全有效处置提供了解决方案,具有一定的经济效益和应用前景。
