金属波纹管波峰轮廓成形误差的研究
2022-06-17刘建树邬志军
葛 干, 刘建树, 邬志军, 程 颖, 吴 炜
(1.皖西学院 机械与车辆工程学院, 安徽 六安 237012; 2.浙江运达风电股份有限公司, 浙江 杭州 310000)
金属波纹管常用作热补偿元件、减震元件、密封元件、阀门元件及管路连接件等,在石油、交通运输、电力、城市供暖等领域有着广泛的应用。常见的金属波纹管成形方法有液压成形法、橡胶模成形法、刚性模鼓胀法、机械辊压法等。液压成形法,利用液体不可压缩的原理,在焊接毛坯中产生较大的压力,管材发生屈服,在外模具的限制下起皱,最后轴向进给形成所需波纹,具有设备简单、操作简单、成本低廉等优点。波纹管成形减薄与材料伸长率、变形率、热处理等有关系[1],减薄量大的地方,发生在波峰处。在液体压力的作用下,成形后的波峰实际轮廓与设计时的圆弧轮廓并不相同,影响金属波纹管的整体力学性能,如刚度、寿命等,也影响到金属波纹管的选型及设计。
近年来,国内外学者对于金属波纹管液压胀形进行各类研究。李张治等[2]等从波形曲率半径偏差角度,用FEM法对比偏差波纹与理想波纹的刚度及寿命进行分析,发现标准极限偏差下,波纹强度和刚性没有明显差异,但对疲劳强度有一定不利影响。陈庆龙等[3]研究模具参数对双层异质波纹管波形轮廓的影响,发现增大模具倾角、形腔厚度、波深系数,回弹量大减薄量大,可有效控制波形轮廓。FARJI等[4]对比实验及模拟模具行程与成形压力对U形波纹管成形外径变化和回弹,指出成形压力的增大导致回弹量和回弹敏感度增加挂。KOC等[5]利用塑性理论和薄膜理论建立了关键液压成形的数学模型,用于求解内压、壁厚减薄率、回弹等工艺参数。金属波纹管的研究方向主要集中在工艺参数对波纹管成形过程中的回弹、减薄率等方面,针对金属波纹管波峰轮廓误差分布、误差形成因素及误差对性能的影响研究较少。
以单层无加强U型波纹管为研究对象,采用Deform软件数值模拟成形过程,对比成形轮廓与设计轮廓在径向误差关系。在不同成形压力、轴向进给速度等工艺参数下,研究波峰轮廓的变化的情况。对波峰成形轮廓及波峰设计轮廓的单式膨胀节整体轴向弹性刚度数值模拟,并对比《GB/T 12777—2008金属波纹管膨胀节通用技术条件》提供的轴向弹性刚度公式计算结果,研究波峰轮廓误差带来的性能影响,为金属波纹管的设计和选型提供参考。
1 无加强U型波纹管
金属波纹管按照波形划分,主要有U形、V形、Q形、S型等。下面以单层无加强U型波纹管为研究对象,在分析其成形过程前,介绍几何结构与几何参数。
1.1 几何结构
单层无加强U型波纹管的几何机构如图1所示。

图1 无加强U型波纹管几何结构
1.2 几何参数
单层无加强U型波纹管几何参数如表1所示。

表1 几何参数
2 成形数值模拟
根据单层无加强U型金属波纹管几何参数,计算管材毛坯尺寸、起波压力、成形压力、波长等工艺参数后,利用Deform软件进行成形数值模拟,研究不同工艺参数对成形结果的影响。
2.1 毛坯尺寸
考虑到胀形过程中,管坯发生减薄现象,波纹管毛坯的轴向长度可利用减薄系数修正后的波纹管单波计算公式计算[6]。
令D=Db-2rc,d=Db+δ
l=2f{[(D(rc+0.5δ)+d(rr-0.5δ)]π/2+(rc+0.5δ)2+(rr+0.5δ)2+DC-C2}/d
(1)
单波展开长度公式减薄系数f根据经验取0.884,带入数据得:
L=nl+2p=15.7 mm
(2)
2.2 起波压力、成形压力
(1)起波压力
根据Tresca准则,可得管材起波压力Ps简化公式[7]:
Ps=2σSt(sinα)(l+1/d)=3.42 MPa
(3)
其中:α为起波角(通常为9~ 15°,这里取12°)。
(2)成形压力
Pb=2tσb/d=6.9 MPa
(4)
2.3 胀形过程模拟
根据单层无加强U型金属波纹管毛坯计算结果,建立毛坯几何模型。考虑到模型的对称性,缩短仿真时间,建立1/8有限元模型,有限元模型由管材毛坯、封头、模具组成。Deform前处理采用4面体网格划分,表面曲率设置为0.5,尺寸比为2.0,网格数为250 000个。毛坯材质为不锈钢304,弹性模量为199 GPa,泊松比0.33,屈服强度为205 MPa,抗拉强度为520 MPa。管材毛坯压力加载3.45 MPa,加载压力时间为5 s,保压时间35 s,步长0.2,步数200。有限元模型如图2所示。
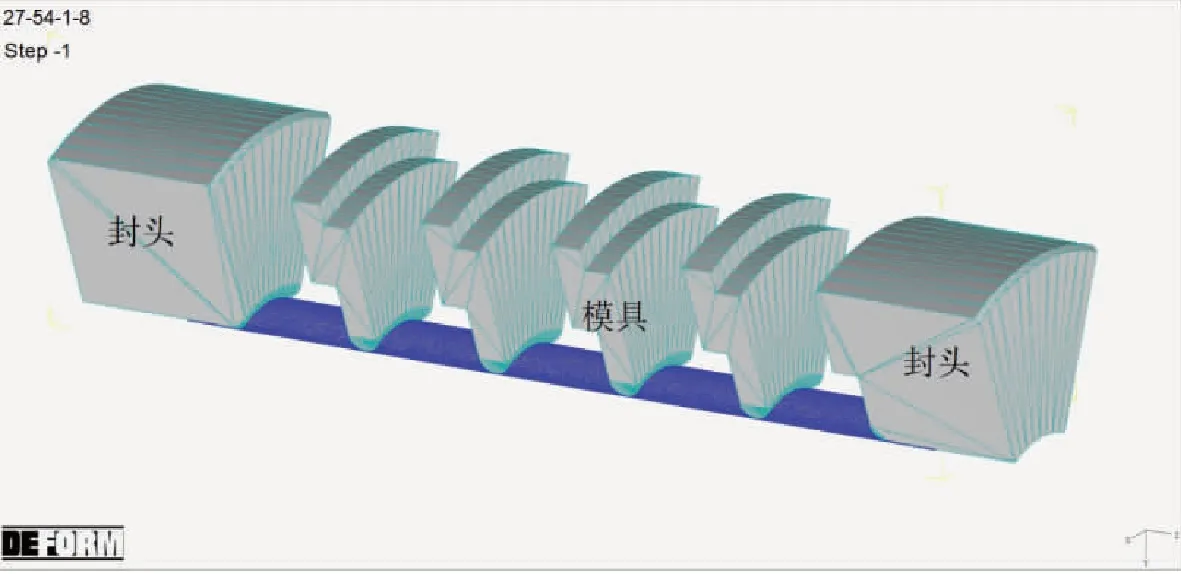
图2 有限元模型
管坯在液压压力作用下发生胀形和流动。根据胀形位移计算,起波角为11°,符合设计要求。胀形结果如图3所示。
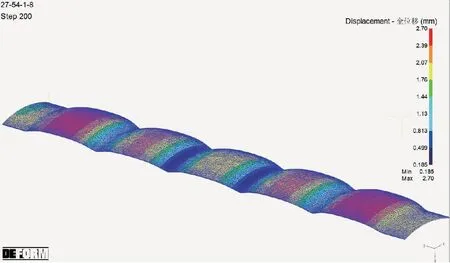
图3 胀形图
考虑管材在不同成形压力和轴向进给速度下波峰轮廓的成形情况,以工况1(6 MPa,82.7 mm/s)、工况2(7 MPa,82.7 mm/s)、工况3(6 MPa,41.35 mm/s)对管材毛坯分别进行数值模拟,保压30 s。工况1的胀形结果如图4所示,波峰由于无模具限制,不是半圆弧。
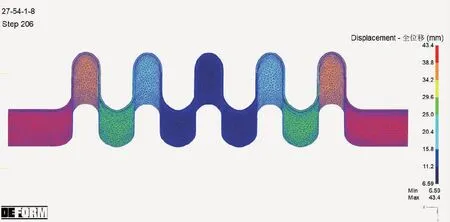
图4 工况1参数下波纹管胀形图
2.4 波纹管波峰轮廓分析
将3种工况下胀形后的stl模型导入到UG模型中处理。利用过波纹管轴线的平面,截取波纹管截面轮廓。取截取结果的中间单个波峰为研究对象,以波峰顶点为坐标原点,轴向方向为x方向,波纹管径向为y方向,建立直角坐标系。沿x方向间隔0.2 mm,采集波纹管波峰轮廓离散点y值,如表2所示。
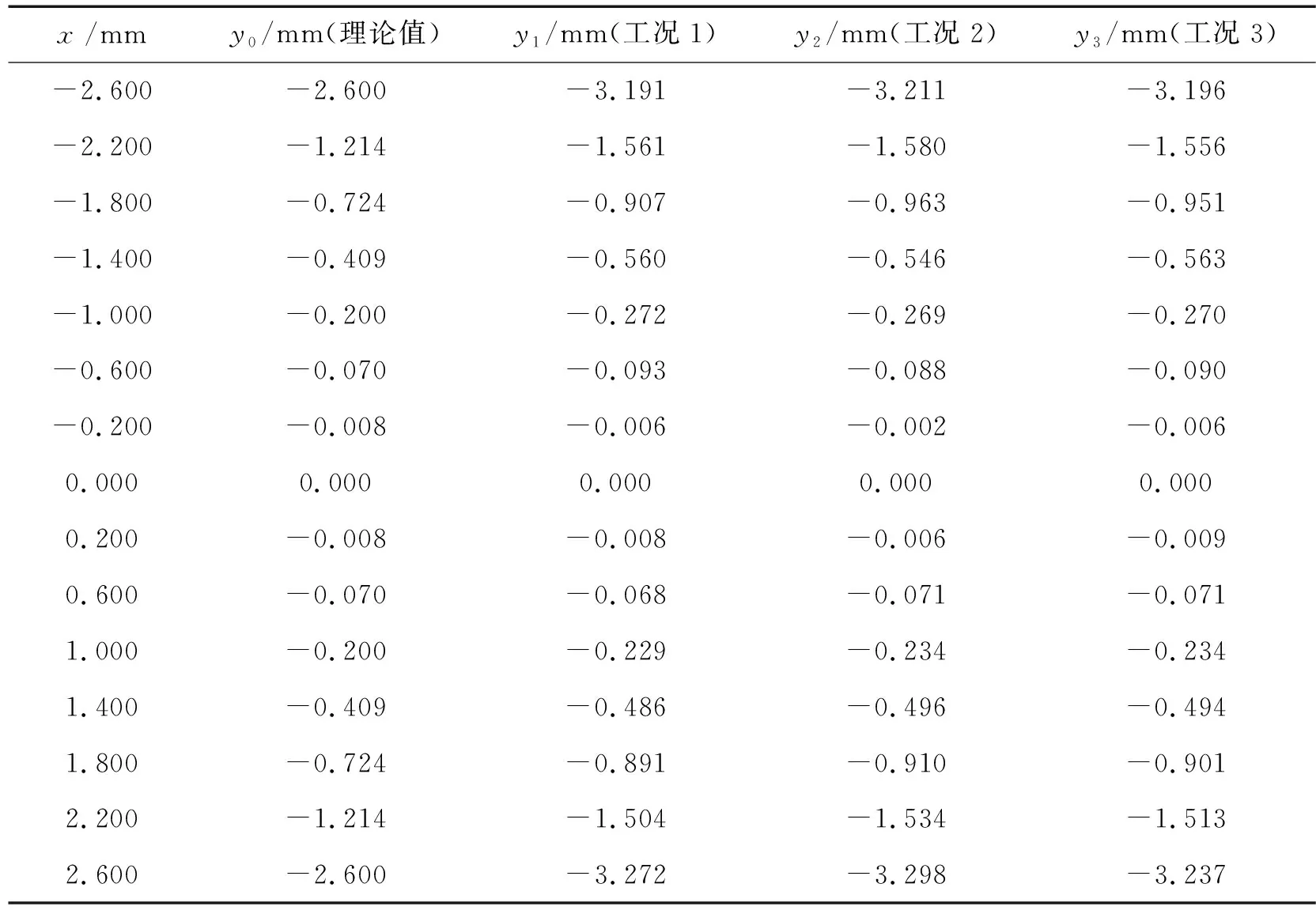
表2 波纹管波峰轮廓y值
(1)波峰轮廓偏差
由表2可知,沿波纹管轴向方向,成形轮廓与设计轮廓存在径向偏差。径向偏差由大变小,再由小变大。在波峰处,径向偏差最小,在波峰两侧偏差最大,达到0.698 mm。在胀形过程中,波峰处材料率先发生屈服并变薄,其径向流动速度最大,两侧逐渐递减,导致波峰轮廓形成类似二次曲线轮廓。因此,波峰形状的误差,必然对波纹管的性能误差如强度、寿命等带来影响。
(2)轮廓偏差
成形压力及轴向进给速度工艺参数的变化对波峰成形轮廓径向位置有影响。将3种轮廓在顶点位置重合时,3种工况的成形轮廓曲线高度重合。工况2、工况3成形轮廓相对于工况1,最大误差分为0.030 mm和0.034 mm,表明成形压力与轴向进给速度工艺参数对波峰轮廓的形状影响较小。
3 波纹管刚度分析
为了验证波峰设计轮廓与波峰成形轮廓对单式膨胀节整体轴向弹性刚度的影响,分别以设计轮廓和成形轮廓(工况1)建立有限元模型,利用Hypermesh刚度进行数值模拟,再用波纹管刚度公式综合验证2种轮廓的差别。
3.1 受力分析
建立2种轮廓有限元模型,提取中性层,利用混合单元划分网格,单元大小为0.5 mm。设置材料的弹性模量、泊松比等参数。分析过程应考虑几何线性需要,设置为大变形,材料模型选择Mises屈服条件。波纹管左端固定,右端施加轴向均布载荷312 N。有限元模型前处理如图5所示。在相同轴向载荷加载下,2种轮廓轴向位移分别是3.32 mm和3.095 mm,如图6和图7所示。

图5 2种轮廓有限元模型前处理
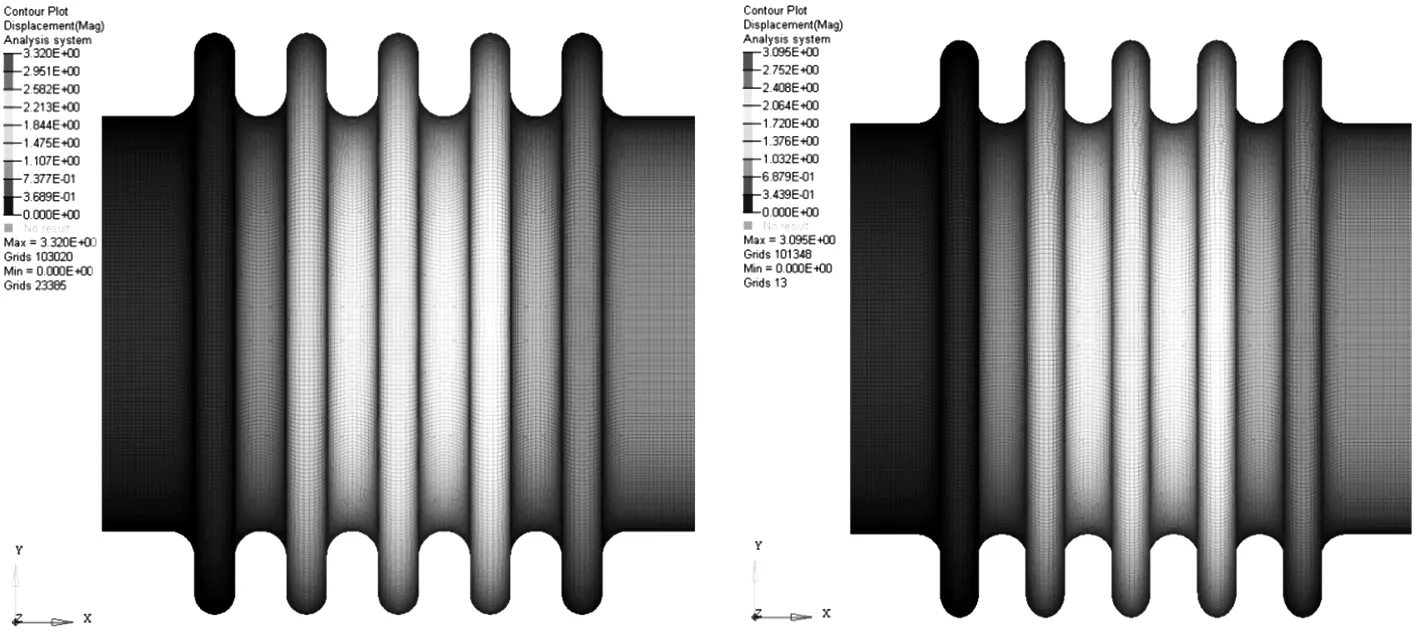
图6 理论轮廓模型轴向位移图 图7 实际成形轮廓模型轴向位移图
3.2 刚度计算结果分析
(1)数值仿真刚度结果
根据刚度K的定义:
K=F/S
(5)
式中:S表示波纹管轴向位移;F表示产生轴向位移所需轴向力。
结合图6和图7模拟结果,带入公式(5),两种轮廓的单式膨胀节整体轴向弹性刚度分别为
K理论=93.98 N/mm;K实际=100.81 N/mm
(2)金属波纹管刚度公式计算结果
根据GB/T 12777—2008轴向弹性刚度计算公式:
Kx=fi/N
(6)
(7)

根据表1,金属波纹管整体轴向弹性刚度:
Kx=96.54 N/mm
(3)刚度综合比较
利用数值模拟单式膨胀节整体轴向弹性刚度结果可知:实际成形轮刚度比理论轮廓刚度大7.2%,说明波峰轮廓形状的准确与否,对轴向弹性刚度有显著影响。对比国标刚度计算结果,实际成形轮廓的整体轴向弹性刚度相对于设计轮廓的,更接近国标刚度公式计算结果。
4 结 语
(1)利用Deform进行胀形过程数值模拟,胀形后的波峰实际轮廓从波峰顶点向两侧,垂直误差逐渐增大,最大垂直偏差0.698 mm。
(2)在成形过程中,波峰处率先发生屈服变薄,其径向流动速度较大,两侧逐渐递减,导致波峰轮廓形成类似二次曲线轮廓。
(3)胀形压力及轴向进给速度工艺参数的变化对波峰实际胀形轮廓影响较小。
(4)对比成形轮廓和理论轮廓的单式膨胀节整体轴向弹性刚度,前者比后者大7.2%,且更接近于国标刚度公式计算结果,说明波峰轮廓形状的准确与否,对轴向弹性刚度有显著影响。