压力表的计量检定与校准探讨
2022-06-15郝群一
郝群一
(山东省济南市计量检定测试院,山东 济南 50000)
1 前言
压力表的计量检定与校准研究,是提高压力表运行准确性的重要基础。工业生产关系着国家经济发展,压力表作为工业生产中的重要设备之一,协助工业生产完成机械设备压力检测,为工业生产创造更安全的条件,从而有效提高工业生产效率。压力表的计量检定与校准,直接影响到机械设备压力状态。基于此,必须加大对压力表的计量检定与校准研究力度,保证压力表检定水平,尤其是安全性方面,改善压力表计量检定与校准中的不足,细化检定过程,延缓压力表老化速度,缩小压力表计量检定与校准误差,打造更完善的检定、校准体系,从而充分发挥出压力表在工业生产中的作用。
2 深层次剖析压力表结构
压力表计量检定与校准的优化,必须对压力表结构有详细了解,在掌握所有组件及功能的基础上,探索更有效的计量检定、校准方法。首先对压力表结构详细介绍,其次对压力表计量检定、校准之间的区别展开分析,为压力表计量检定与校准方法创新做好准备工作。
2.1 压力表结构介绍
工业生产作为经济发展的第一大动力,工业生产中压力表的应用非常频繁。常见压力表类型以弹簧式压力表为主,此次研究主要从弹簧式压力表着手。弹簧式压力表的基本组成包括接头、指针、连杆、弹簧管、度盘、机芯、衬圈等为主。图1为弹簧式压力表结构展示图。弹簧式压力表实施应用中,主要依据弹簧管变形,从而转换压力表机芯结构,产生较强弹性,促使压力表旋转运动,随即指针开始转动,显示压力表检测的最终压力值。特别是机械设备压力值测定中,压力表指针会直接显示检测结果,以便检测人员记录。
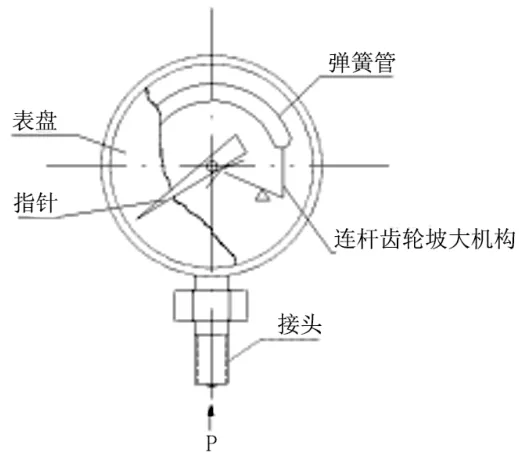
图1 弹簧式压力表结构图
2.2 区分压力表计量检定、校准
(1)压力表的计量检定。计量检定工作开展,必须严格按照国家授权计量部门经不断研究后提出的计量检定规程及计量检定程序,符合计量检定要求。定期检定压力表机芯,对压力表误差范围客观评定,计量检定结束,符合检定标准的压力表获得计量部门授予的合格证书,若达不到检定标准,则必须及时调整,更换零部件或者其他整改,待调整完毕再次重复检定、授予合格证的过程,直至所有压力表均取得合格证结束计量检定。
(2)压力表的校准。压力表的校准,同样需遵循国家授权计量部门提出的流程与校准标准,对比计量检定,校准的自行操作空间更大。对于部分工厂来讲,因为对精准度的实际要求并不是很高,所以可以不参照校准硬性标准,自行完成压力表校准。
3 压力表计量检定内容研究
压力表计量检定,主要针对压力表的灵敏性、稳定性等一系列压力表性能展开计量检定,保证压力表始终处于正常状态,及时更换老化零部件,延长压力表使用功能与寿命。在计量检定中,其一是外观检定;其二是误差检定。
(1)外观检定。外观检定中,首先是零部件,外观没有磨损、零部件组装到位,没有意识情况。合格证书内容是否全面,生产型号与安全等级、使用年限等是否准确。杜绝任何假冒伪劣产品的出现,将压力表运转损失降到最低。此外外观玻璃不能有任何污垢,不能影响压力表读数。
(2)误差检定。误差检定包括两方面,一方面是压力表正常运转期间的误差检定;一方面是压力表不运转期间的误差检定。检定压力表归零状态,多方面检定压力表误差程度,由此提高压力表的安全性与检测精准性。
4 压力表计量检定与校准的具体操作
4.1 安装设置
压力表计量检定中,包括对安装设置的检定。安装设置期间,需对周围环境详细调查,尽量以方便观察压力表的空间范围为主,还要考虑压力表清理的便捷性,尽量规避辐射热或者易出现冻结的环境。必须保证垂直安装,如果压力表安装的位置相对比较高,则可以根据实际情况,略微倾斜(注意必须向前方倾斜),方便检测人员观察。按照安装规范,倾斜角度必须≤30°。及时安装缓冲弯管,帮助压力表将压缩空气有效环节,减轻弹簧弯管的压力,同时及时清除压力表中的积存凝结水。此外还要在缓冲弯管、压力表间隔位置设置三通旋塞,若间隔比较小,可以改成针型阀,为压力表更换提供方便,并且校验更有利。
4.2 操作规程检定
压力表操作过程中,必须完成国家计量部门统一的压力表质量校验,并且拥有检验合格证。压力表正常使用期间,校验周期为6个月。操作规程检定步骤主要包括如下内容:
结合国家压力表操作相关规定,压力表计量检定相关工作人员,需根据被计量检定的压力表对象,选择与其量程同等的校验器,同时检查量程标准表有效期。参考精密测量技术以及检定精度等要求,根据计量检定规程,明确计量检定允许基本误差,随即计算出压力表基本误差范围,同时得到绝对值。按规定,被测对象的基本误差绝对值必须是量程标准表的25%。校验仪调整完毕,安装标准表、被检表,如果被检表属于禁油表,如氧气或者乙炔,安装之前必须做到接头检测,要求安装位置必须为油水分离器位置。及时检查油路空气,适当对校验器进行调整,从而确保校验仪的正常运转。
时刻对计量检定环境情况进行观察,尤其是室温、湿度等,符合检定规定,若环境不理想,则需要通过空调适当调整。检定规范中,温度要求标准为(20±5)℃,相对湿度要求标准为≤85%。温湿度的观测与调整,都必须及时记录到压力表检定表中。压力表外观、零位的计量检定,以目力观测为主。外形符合规定要求,所有标志齐全,读数无影响,表盘内容规范。零位观测过程中,对于有没有止销必须分开检定,根据计量检定规程完成归零检定,及时记录计量检定结果。压力表示值计量检定过程中,以分度线为参考,分别以升压、降压操作,观察压力表示值变化。若压力表正在平稳的进行升压或者是降压,待压力表的指针与分度线重合,记录此状态下的压力表示值,设定其为被检示值。随即敲击压力表的表壳,并且再次读数,将敲击后的示值、位移等均准确记录。待压力表示值达到计量检定规定上限,及时将压力表供压阀关闭,并且切断真空源。观察耐压情况,观察时间为3min。压力表计量检定中,根据原检定点适当调整压力,同样从升压、降压两方面完成倒序回检。这其间需要注意,如果压力表属于真空表类型,则必须检定真空情况,如果压力表属于特殊类型,则根据实际情况确定是否需要增加检定项。任何类型的压力表检定,都必须严格按照检定规整展开,所有检定数据均详细记录。
误差读取方面的计量检定,参考检定规程,压力表示值的估读,需以分度值1/5为标准。正常压力表的读数主要以对线读数为主,但是计量检定中的被检定压力表,则以估计读数为主。对比对线读数、估计读数,对线读数的准确性明显高于估计读数。估计读数主要针对压力表刻线间隔、反射背景以及末端宽度等条件下,估计读数更方便。估计读数,需以分度值1/10为标准。根据压力表计量检定规程,通过检定数值的整理,符合规程视为检定达标。对比达标的压力表,及时填写合格标签,合格标签只能贴于压力表玻璃内侧,不影响压力表表盘功能,随后进行密封处理,待铅封完毕,标注等级。若不符合规程视为检定不达标,需针对检定不合格项目再次调整检定,经过不断调整与检定,最终达到符合规整的目的。经过调整后的压力表若检定达标,除合格标签之外,还需贴上重新执行标签。如果压力表的损坏比较严重,经检定后发现不能修复,需在计量器具报废单上填写压力表相关信息,交由计量室负责人,通过有效审批,确定是否报废。若划入报废单元的压力表,需及时粘贴禁用标签。避免出现报废压力表错用的情况,及时排除安全隐患。
4.3 压力表检定常见故障
压力表检定过程中,常见故障是影响检定结果的重要因素,目前对计量检定工作整理发现,压力表故障主要包括以下几方面:
(1)如果压力表的压力出现明显升高,但是压力表指针却没有任何动作,则代表压力表出现异常。之所以如此,主要原因如下:第一是压力表的旋塞没有打开;第二是旋塞或者存水弯管等出现堵塞;第三是压力表指针被异物卡住或者中心轴、指针连接出现问题。
(2)压力表指针出现异常抖动现象。此故障出现的主要原因是压力表的游丝被损坏。当然若旋塞堵塞或者是存水弯管堵塞,同样会出现这种现象。中心轴两端受到各方面影响而出现无故弯曲抑或是压力表轴两端位置虽然转动但是却不同心,这些都会造成压力表指针抖动。
(3)压力表指针不能及时归回零位。这种故障的出现,首先是因为弹簧弯管因为使用年限或者客观条件的影响,弹性逐渐丧失;其次是中心轴与指针连接位置出现松动,指针被无故卡住;最后是压力表旋塞、存水弯管等出现严重的堵塞。
(4)压力表指示不正确,频繁出现超出规定误差的情况。这种故障的出现,首先是弹簧管在压力表持续运作下,温度过高甚至超出承载范围,继而出现变形的现象。其次是压力表中的齿轮磨损比较严重,游丝出现紊乱等;最后是压力表旋塞出现泄漏。
4.4 压力表调整示值的方法分析
压力表作为工业生产的重要组件之一,对工业生产中的机械设备压力检测非常关键。压力表计量检定与校准期间,示值问题一直困扰着计量检定工作。压力表计量检定期间,频繁出现检定点超差值相同的情况。对于这种现象的处理,首先是压力表升压过程中,选定计量检定的第一个检定点,将压力表指针重新安装,并及时对示值校准。计量检定中差值出现明显线性误差情况。积极观察误差变化情况,若误差持续增加,则及时调整示值调节螺钉,迅速向外移动,将示值指针的臂长增加。若误差逐渐减小,则以相反方向调整示值调节螺钉,迅速向内移动,将示值指针的臂长减小。如果压力表示值出现超差先快后慢的情况,反方向调整机芯,并调整扇形齿轮、拉杆之间夹角或者正方向调整机芯,调整扇形齿轮、拉杆之间的夹角。通过对夹角适当的扩大或者缩小,及时完成示值调整。压力一半的情况下,示值会出现超差情况,若持续升压,则于压力表中心位置,拆卸压力表指针后重新安装,观察示值误差变化,如果误差并没有消除,还需要对拉杆、扇形齿轮夹角进行调整,再次观察示值误差,还没有消除的情况下,重复上述操作,直至误差消除。
如果示值并没有明显超差,只存在点超差现象。需对机芯进行检查,并查看机芯附近,示值超差为正差的情况下,齿轮啮齿位置会存在毛刺或者污物等,及时清理。示值超差为负差的情况下,机芯附近齿牙存在明显磨损现象,视情况决定是否需要修复或者加固齿牙更换。若压力表在计量检定中存在多次调整的情况,但是调整结束后超差问题依然没有解决,并且指针异常,无法回归零位。对此就需要检查弹簧管情况,确定是否存在变形,若变形必须及时更换。待压力表调整完毕,将压力表的各个部件及时装配好,随即重新展开计量检定。
5 结语
综上所述,压力表是工业生产不可或缺的检测设备,通过压力表检测机械设备压力状态,及时排除安全隐患。压力表计量检定与校准,必须提前对压力表内部结构详细了解,同时还要认识到计量检定、校准之间的区别。在此基础上,对压力表计量检定的具体操作流程优化,逐步完成计量检定工作,有效排除压力表常见故障,在此基础上,提高压力表计量检定、校准水平。
