304 不锈钢表面织构液相辅助激光制备*
2022-06-13翟帅杰冯启高张秋臣逄明华马利杰
翟帅杰 冯启高 张秋臣 逄明华 马利杰
(河南科技学院,河南 新乡 453003)
304 不锈钢以其优异的冷加工、韧性及耐腐蚀特性广泛用于船舶、石油化工和核电等领域,然而该材料强度及硬度低、耐磨性能差等问题制约了其进一步发展与应用[1-3]。表面织构技术是指借助一定的加工设备,在固体表面形成特定的微观形貌,以改善固体表面性能,目前已成为研究热点之一[4-5]。
表面织构常用的加工方法目前主要有激光、电火花及电沉积等,激光加工因其具有效率高、重复性好和无材料限制等优点,被广泛应用,且相应研究较多。谢志伟等[6]利用实验方法研究了表面织构尺寸与激光加工参数之间的关联,结果表明激光加工功率对304 不锈钢的表面织构尺寸影响最为明显,合理调控激光加工功率、扫描速率及加工次数可进一步提高表面织构的加工质量。娄德元等[7]用纳秒光纤激光对304 不锈钢表面进行了正交扫描加工,获得了正方形网格沟槽-凸起织构,并结合热处理技术降低了不锈钢表面的自由能,调控了其润湿性。谢永等[8]采用紫外激光打标机(FLS-FB)在304 钢表面刻蚀了三角形织构,并用粗磨、精抛光等手段去除表面毛刺,提高了界面摩擦学特性。上述研究表明利用激光加工技术可得到微/纳织构,改善材料表面性能。由于激光加工本质为激光光束与固体表面材料的热耦合作用,为此,极容易在加工区域产生热效应及重铸层,不仅恶化了表面特性,也影响了织构精度。液相辅助激光加工是近年来提出的一种新型加工技术,即将工件浸入辅助液体中使用激光对其加工,该技术能有效避免加工区域的热效应及熔融物重铸等问题,遂而引发学者们的关注。朱帅杰等[9]利用皮秒激光器在空气及水介质中对金属薄板进行了激光加工,结果表明水辅助激光加工能有效改善材料的热变形及氧化现象,进而提高了微孔加工质量。Zhang D等[10]用水及乙醇溶液作为飞秒激光的辅助介质对薄锗晶片进行了切割实验,发现辅助介质类型对激光加工质量存在明显的影响,在1%浓度乙醇溶液辅助及100 μm/s 扫描速度下可进行超细优质无碎屑加工。随后,Zhang D等[11]利用水与丙酮的混合液辅助飞秒激光在晶体Si 表面得到了周期性的微/纳米织构,并探讨其形成机制。孙冬等[12]通过水射流辅助激光切割实验证明了液相辅助激光加工技术可降低加工区域的重铸及毛刺现象。Li G Q等[13-14]利用乙醇溶液辅助飞秒激光技术在镍表面得到了三维微/纳米织构,并通过改变激光脉冲的能量实现了镍表面润湿性及织构尺寸的调控。
上述研究表明液相辅助激光加工技术可降低工件表面的热效应、熔融物重铸及氧化等问题,具有广阔的应用前景。鉴于该技术发展的时间较短,与表面织构加工相结合的研究更少,在此针对液相辅助激光加工304 不锈钢表面织构进行了探讨,为进一步拓展304 不锈钢的应用领域奠定基础。
1 试验
1.1 试样表面形貌及润湿性测量
本文选用现有304 铬-镍不锈钢为研究对象,具体化学元素见表1 所示。试件尺寸为15 mm×15 mm×3 mm,初始及激光加工后的表面形貌由白光干涉仪(Contour GT-X3/X8 三维表面轮廓仪,Bruker,Nano,Inc.)测量获得,初始表面粗糙度Ra 为1.2 μm,具体测量原理见图1 所示。

图1 测量原理及结果

表1 304 不锈钢化学元素含量
接触角是衡量固体表面润湿的主要指标之一,为评价激光加工前后试样表面的润湿性,在此利用接触角测量仪(SDC-100,东莞市鼎盛精密仪器有限公司)测量了试件表面的接触角。测量时先用无水乙醇对试样表面进行超声清洗10 min,室温下吹干。每个试样表面分别测量3 次,取其平均值作为接触角最终结果。为评价表面形貌及氧化特性,分别采用SEM(Quanta 200 扫描电子显微镜)及其配套的EDS(OXFOBRD INCA250 能谱仪系统)对加工前后试件表面进行检测。
1.2 辅助溶液及表面激光加工
现有表面织构类型多集中于沟槽型织构、离散凹坑织构等规则织构,随着研究的深入,已证明微/纳复合织构具有更好的减磨效果。为得到此表面织构,降低激光加工的热效应、熔融物重铸层及表面氧化等问题,在此选择液相辅助激光加工方法。激光打标机为M20 光纤激光打标机(M20,河南中航北工智能装备有限公司),主要加工参数见表2所示。
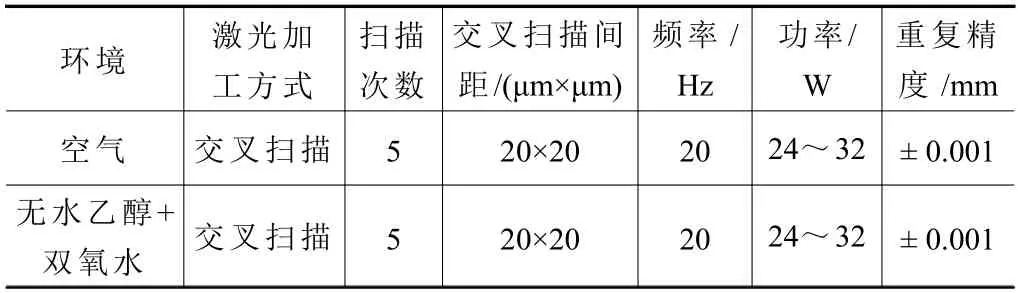
表2 液相辅助激光加工参数
激光加工方式为交叉扫描加工,扫描间距20 μm ×20 μm,具体加工方案见图2,辅助液体为无水乙醇+双氧水(体积比50∶1)[15-16]。溶液没过试件表面深度对液相辅助激光加工效果影响明显,当溶液没过试件表面太深时,激光光束能量衰减严重;而没过工件表面太浅时,激光加工产生的气泡爆炸对加工过程影响大,稳定性差。在此选择溶液量为25 mL,没过试件上表面深度为2 mm。

图2 液相辅助激光加工原理
2 结果及分析
2.1 表面氧化特性分析
图3 为304 不锈钢表面激光交叉扫描加工前后的形貌及元素含量,图3a 为初始表面,图3b 为空气介质中加工表面,图3c 为无水乙醇+双氧水介质辅助加工表面,图4 为空气及液相介质中激光加工单沟槽结果。由图3b 可以看出,空气介质激光加工后的表面呈现黑色,其能谱图中氧元素的含量明显增高,表明在空气介质中激光加工的表面发生了氧化反应。如图3c,可看出液相辅助下激光加工的表面与初始表面颜色一致,其能谱图中的氧元素含量也有所下降,这是由于工件在激光加工后去除了已有的氧化层所致,表明液相环境下激光加工表面没有出现氧化现象。由图4 可以看出,在空气介质中激光加工的单沟槽两侧,出现了明显高于初始表面的熔融物重铸层,且重铸层高度为20~29 μm。表明空气环境下激光加工熔融物更易于聚集、凝固于沟槽边缘,形成了硬度较高的毛刺。而在液相介质中,单沟槽两侧虽有重铸层,但重铸层高度已降至5~6.5 μm,明显低于空气介质激光制备的单沟槽,表明辅助液相能改善激光加工的熔融物重铸现象,提高激光加工质量[17]。究其原因为激光束与固体表面材料相互作用瞬间产生了大量的热,使固-液界面处的液体快速气化并产生大量气泡,气泡溢出时由于液深降低、压强减小,导致气泡增大、移动轨迹处液体压强减小形成负压区,液体流动形成射流产生了携带效应,带走了大部分激光加工熔融物,为此,沟槽附近毛刺现象明显降低[18]。气泡溢出时而空气介质中气泡无法形成,加工熔融物重新凝结,故而沟槽附近毛刺现象明显[8],见图5 所示。

图3 304 不锈钢激光加工前后表面形貌及元素含量

图4 空气与液相介质下激光加工单沟槽效果

图5 空气介质与液相辅助下的激光织构加工
2.2 激光参数对表面形貌影响
为进一步清晰液相辅助下激光加工参数对表面质量的影响,在此研究了激光扫描间距与表面织构形貌的关联,如图6 所示。可以看出当激光扫描间距为50 μm×50 μm 时,试样表面沟槽特性明显,且在两激光交汇处凹坑深度增大。当激光扫描间距为20 μm×20 μm 时,表面沟槽特性消失,进而形成了随机分布的微凸峰形貌。该形貌随着激光加工功率的增强并没有发生改变,仅微凸峰的尺度有所差异。当激光加工功率为24 W 时,微凸峰的高度约为4 μm;当激光加工功率为32 W 时,微凸峰的高度约为2.75 μm,见图7。究其原因为激光光束与试样表面的作用区域并非是一个点,而是一个区域,在区域中心处激光的能量最高、边缘处激光的能量相对较低[9-10]。当激光光束交叉扫描加工工件表面时,两能量区域可能会发生干涉(具体由激光光束尺度及扫描精度决定),且激光功率越大材料的去除能力越强。当激光扫描间距为50 μm×50 μm 时,激光光束没有发生干涉,呈现了单沟槽特性;而扫描间距为20 μm×20 μm 时,激光光束出现干涉,为此单沟槽特性消失,表面形貌呈现了面分布特性。此外,当有辅助液相时,气泡在固-液界面加工区域快速形成、成长,对激光光束起到了一定的散射作用(图5b)[9-10]。再者,气泡在固-液界面的破裂,对固体表面产生了强烈的负压冲蚀[9-10]。而此时加工区域在激光热作用下正处于固体、类流体、流体及气体的耦合态,气泡的破裂造成固体表面材料的溅离,在加工表面形成了类波浪形特性(图7f)及较大的凹坑(图7e 椭圆圈处),表明激光作用下气泡的生成及破裂对表面加工形貌有着决定性的影响。文献[19]也提出激光作用下气泡冲蚀材料微断裂去除现象,说明液相辅助下固体材料表面微观形貌的形成是激光光束热与气泡负压冲蚀耦合作用的结果。

图6 激光扫描间距对表面形貌的影响

图7 激光功率对表面形貌影响
2.3 织构表面润湿特性
润湿性对304 不锈钢表面的耐腐蚀性及摩擦学特性均有着重要的影响,在此对304 不锈钢原始表面、空气及液相辅助下的激光加工表面分别进行了接触角测量,结果如图8 所示。可以看出,304 不锈钢原始表面的接触角为70.5°,空气中加工的表面接触角为30.7°,而液相辅助环境下的接触角仅为13.3°。其中原始304 不锈钢表面的接触角最大,而液相辅助环境下的304 不锈钢表面的接触角最小,表明液相辅助介质下激光表面加工能够获得更好的表面润湿性。现有研究已表明影响固体表面润湿性的因素主要有表面形貌及化学元素[20-21],本实验中液相辅助激光加工前后试样元素种类没有变化(图3),为此可认为引发试样表面润湿性的改变主要是固体表面形貌的结果。根据Wenzel 模型可知(式(1)),对于亲水性材料,固体表面化学元素均一时,表面粗糙度因子越大,则固-液界面的表观接触角 θ*则越小,润湿性越强[13,21]。
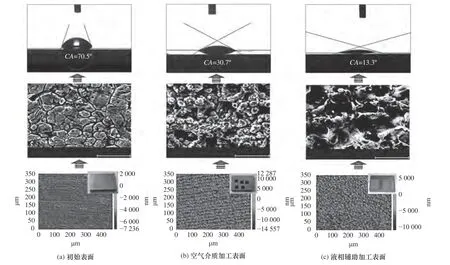
图8 激光功前后试件表面接触角

式中:θ*为固-液界面 表观接触角,deg;θe为固-液界面本征接触角,deg;r为粗糙度因子,可由式(2)进行计算。
式中:H为单微凸峰的高度;R为单微凸峰半径。
由于304 不锈钢表面接触角为70.5°亲水性表面,激光加工后表面形成了波浪形微观形貌,粗糙度因子增大,表观接触角减小,润湿性增强。对于空气介质下激光加工的表面形貌,由图3 可知表面氧元素含量增加,发生了氧化生成了氧化铁如式(3),降低了试样表面的自由能,故而表面接触角增大[22]。

3 结语
为改善304 不锈钢表面激光加工氧化及熔融物粘结现象,得到形貌更为复杂的三维表面织构,本文在不同介质中对304 不锈钢的表面进行了激光加工,得到了微凸体分布更加均匀的类波浪形微观形貌,降低了激光加工氧化及熔融物重铸现象,改善了表面加工质量及润湿性。综上分析,所得结论如下:
(1)空气环境下激光加工熔融物不易去除,形成了硬度较高的毛刺,且试件表面加工氧化现象明显。在液相介质中,固-液界面液体在激光光束热作用下快速气化,形成气泡溢出,携带了大部分的激光加工熔融物,降低了熔融物重铸现象,同时保护了试件表面使其不产生氧化反应。
(2)液相环境下,激光交叉扫描加工时气泡在固-液界面区域快速形成、成长,对激光光束又起到了散射作用,同时气泡的破裂也对固体表面产生了负压冲蚀,两者综合作用生成了类波浪特性的微观形貌。
(3)液相辅助下激光加工表面氧化性较低,故而接触角小,增强了表面润湿性。而空气介质中试样表面被氧化,生成了氧化铁,使加工表面润湿性降低。