MEE生长参数对复合衬底材料质量的影响
2022-06-09胡雨农
李 震,高 达,王 丛,胡雨农
(华北光电技术研究所,北京 100015)
1 引 言
Si基HgCdTe薄膜材料目前正在向着更大面积以及高晶体质量的方向发展[1]。分子束外延(MBE)Si基CdTe复合衬底材料表面粗糙度(Ra)和半峰宽(FWHM)对HgCdTe最终材料质量影响较大。为了降低Si与HgCdTe之间达到19.3 %的晶格失配,必须在Si与HgCdTe之间生长一层CdTe缓冲层[1-3]。据报道,在Si与CdTe之间,外延一层ZnTe缓冲层,可以保证CdTe层晶向不发生偏转,降低材料密度,促进二维生长,并减少缺陷的产生。因为ZnTe与CdTe的晶格结构相同,晶格尺寸介于Si与CdTe之间,减小了Si与CdTe之间的晶格失配,有效的抑制了孪晶早期的生长,保持了ZnTe/Si的晶格取向一致。此外ZnTe还具有阻挡位错,防止位错延伸到CdTe外延层中的作用[4]。
日本东京NTT电气通迅研究所Horikoshi等人为了在较低的温度下生长高质量的外延片,开发了MEE技术。MEE的原理为金属原子分别依次地由源射向衬底,保证吸附原子在生长表面上的快速迁移[5]。增强表面吸附原子迁移的关键是当金属原子射向衬底时其他的源挡板是关闭的,这样就可以周期地形成稳定的金属表面。这种技术最先用于生长AlGaAs-GaAs单量子阱结构,之后被应用在Si基HgCdTe材料生长中。
采用MEE技术生长ZnTe缓冲层,根据其材料体系,这种工艺有利于促进二维层状生长、降低缺陷的产生和伴随3D岛状生长的增殖[5]。Si基衬底在高温脱氧后向生长ZnTe温度降温过程中,需要向Si的表面喷一层As以饱和Si表面的悬挂键,形成As-Si单原子钝化层,保证层状生长,如图1所示[4,6]。As钝化后使用MEE生长ZnTe缓冲层,最后通过分子束外延在不同温度生长多层CdTe薄膜来过滤失配位错,获得高质量的CdTe复合衬底[7]。MEE外延ZnTe缓冲层的厚度控制在60个Zn和Te交替层。在外延ZnTe过程中,由于生长温度和Zn和Te束流值等原因会造成材料质量下降。束流值过小会造成每单层原子迁移不均匀,无法铺满整个Si片,产生空位;束流值过大导致表面迅速铺满,无空位,固定的生长时间内多原子聚集后形成岛状缺陷,增加材料表面粗糙度。

图1 Si表面生长ZnTe缓冲层的晶向控制技术Fig.1 Crystal orientation control technology of ZnTe buffer layer grown on Si surface
Lovergine等人[8]的研究表明,通过优化衬底温度、源束流值大小等生长参数,可以生长表面形貌平坦的ZnTe外延层。根据前期实验的基础,我们推测MEE过程中影响材料质量的重要的因素为MEE生长温度和Zn/Te比。其中Zn/Te比为保持Te束流值不变,只调整Zn束流值的大小来改变数值比;MEE生长温度选取间隔20 ℃的温度生长,使实验覆盖更大的温度区间,结果更具有代表性。本文针对这两个因素设计实验进行验证,通过实验了解MEE生长温度和Zn/Te比对复合衬底质量的影响,根据测试结果分析如何提高材料质量。
2 实 验
实验所使用的MBE外延系统,在超高真空腔体内配备了高纯度的固态CdTe、Zn和Te源。使用反射式高能电子衍射仪(RHEED)实时监测衍射条纹变化情况来确定外延薄膜的生长质量。实验用双面抛定制Si(211)片。Si片在实验前采用改进的RCA湿化学清洗工艺进行清洗,减少表面微粒,去除表面的自然氧化层,并用HF进行钝化后在Si片表面形成一层H钝化层。H钝化层需在高温环境下才能完全脱附。生长流程如下:衬底在高温去除H钝化层,As钝化后,生长一薄ZnTe层,随后再生长CdTe层,在CdTe的生长过程中,采用周期退火提升外延膜材料质量。

3 结果与分析
下列测试结果图中测试结果较差的数值用方块(■)表示,测试结果最优的一个用圆形(●)表示。材料的FWHM与薄膜厚度有一定相关性。如图2所示[3],CdTe厚度越厚对FWHM的影响越小,而厚度过低则会导致FWHM过大。因此实验结果应该保证在CdTe厚度相同的情况下进行比较,但是由于复合衬底的外延工艺周期特别长,想要精确得到同样厚度的材料几乎没有可能[9],所以本系列实验我们选取的外延片厚度都保持在一定范围内。MEE生长温度、Zn/Te比等生长条件同时影响着衬底的Ra和FWHM,因此实验时另外一个生长条件保持不变,之后从测试结果选取相对的最优值。

图2 CdTe(211)/Si样品FWHM与外延层厚度的关系Fig.2 The relationship between the FWHM of the CdTe(211)/Si sample and the thickness of the epitaxial layer

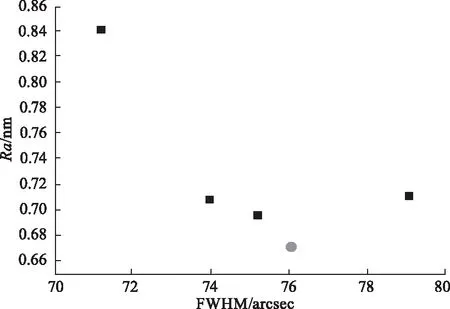
图3 Zn/Te比实验测试结果Fig.3 Test results of Zn/Te ratio experiment


图4 MEE生长温度测试结果Fig.4 MEE growth temperature test results
为了补充验证束流值对材料质量的影响,增加了一组调整Zn源与Te源束流值大小的实验。按照上述最优比值同时调整Zn和Te束流值大小进行第三组实验。
Zn值对比的Ra与FWHM关系如图5所示,从测试结果可以得出:总体来看,这一系列实验因实验数据不足得出的结果毫无规律,不能验证改变束流强度值是否会影响材料表面质量。但是从另一个角度看,这一实验验证了Zn/Te比值是影响材料质量的其中一个因素,后续可以对这一方向进行更深的研究。

图5 Zn与Te束流强度值测试结果Fig.5 Zn and Te beam intensity test results
从以上三组外延实验的结果来看,虽然样本较少,但是对影响MEE过程中材料质量的两个个因素得到了验证,综合对半峰宽和表面粗糙度两个目标值的分析,通过测试结果对比,兼容两者的最优值,该系列实验最优的外延工艺参数,如表1所示。

表1 最优生长参数Tab.1 Optimal growth parameters
根据表1 的最优生长参数生长了只有一薄层CdTe材料的实验片。外延过程同上,CdTe层设计厚度50 nm。粗糙度测试结果使用更为精细的原子力显微镜(AFM)进行测试,测试区域50 μm×50 μm,Ra为0.53 nm。图6为AFM测试结果图,可以看到表面较为平整,粗糙度很低,证明上述得出的最优生长参数是可以提高材料质量的。

图6 AFM测试结果Fig.6 AFM test results
4 结 论
对MEE过程中涉及到的影响材料质量的MEE生长温度和Zn/Te比进行研究,补充进行不同大小束流值实验,并对得出的生长参数进行验证,寻找到MEE生长参数对复合衬底材料质量的影响因素,优化了工艺参数。将来如果需要进一步提高材料质量,应该使用更加先进的生长方法,深入寻找影响材料质量的因素,这将在其他的文章中进行讨论。
