提高过VD 钢种钢包自开率的生产实践
2022-06-04廖正发莫映泽白晓路马北越
廖正发,莫映泽,白晓路,祁 成,邓 磊,安 鹏,马北越
(1.江苏永钢集团公司炼钢总厂,江苏 张家港 215628;2.东北大学冶金学院,辽宁 沈阳 110819)
1 生产现状
钢包自开现象是指浇钢时滑板打开后钢水能自动从钢包流出。如果不能自动开浇而采取烧氧的办法,将导致钢水敞开浇注,造成钢水二次氧化,严重恶化钢水纯净度。对永钢炼钢厂钢包自开率的现有生产数据进行简要介绍,同时结合生产实践情况,分析导致钢包不自开的因素,并采取相应措施,以提高钢包自开率。
目前炼钢二分厂使用的引流砂为铬质引流砂,过VD 钢种钢包自开率在98%左右。炼钢二分厂使用的钢包高约3 m,可盛钢水量为60 t,钢包水口内径尺寸为Φ46 mm。过VD 钢种工艺流程:转炉→LF炉→VD 炉→连铸机,不同钢种工艺流程时间不一样,从转炉出钢至连铸机上台开浇时间为2~3.5 h 不等。
近期炼钢二分厂过VD 钢种钢包自开率波动较大,其中11 月、12 月钢包自开率均未达到98%。统计2020 年全年过VD 钢包自开率的情况,具体数据如图1 所示,并对影响钢包自开率因素进行分析。
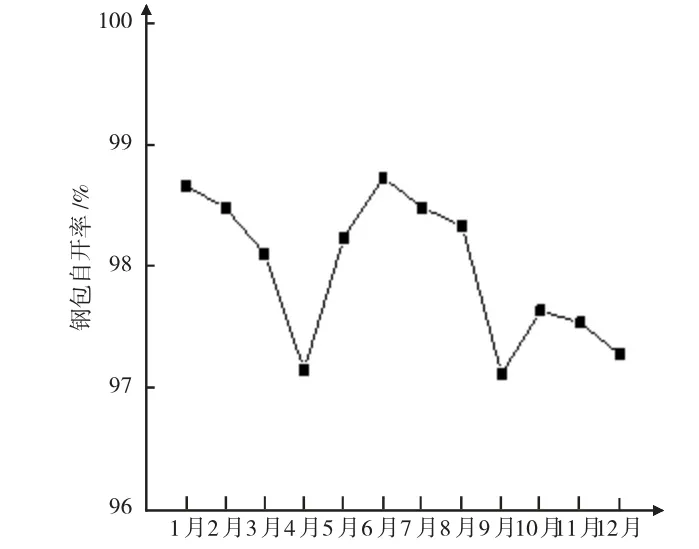
图1 2020 年过VD 钢种钢包自开率情况
从图1 可以看出,2020 年1—7 月份钢包自开率基本稳定在98.39%,8—12 月份钢包自开率存在超过98%的情况但自开率稍有下降且波动大。
2 影响钢包自动开浇的因素分析
2.1 引流砂
目前广泛应用的引流砂有硅质、铬质和锆质引流砂三类[1]。各材质引流砂特点如下:硅质引流砂的比重较小,在出钢钢流的作用下容易上浮,熔点较低(SiO2的熔点是1 725 ℃),不能适应长时间的高温作用,容易造成烧结层过厚,开浇钢流不能冲破烧结层;铬质引流砂烧结层的耐火度高、抗渗透性强,适用于电炉和炉外精炼;锆质引流砂的主要原料是锆英砂,价格昂贵,多用于中间包引流。
炼钢二分厂使用的引流砂为铬质引流砂。铬质引流砂烧结机理:铬铁矿中的一些氧化物(如FeO、Al2O3和MgO)从铬铁矿相扩散到界面,并与石英相发生反应,生成液相,这层液相成为了连结两种氧化物颗粒的“黏结剂”。铬铁矿与石英反应生成液相是引流砂烧结的主要机理[2]。
炼钢二分厂使用常规引流砂为铬质引流砂,具体理化指标如表1 所示。
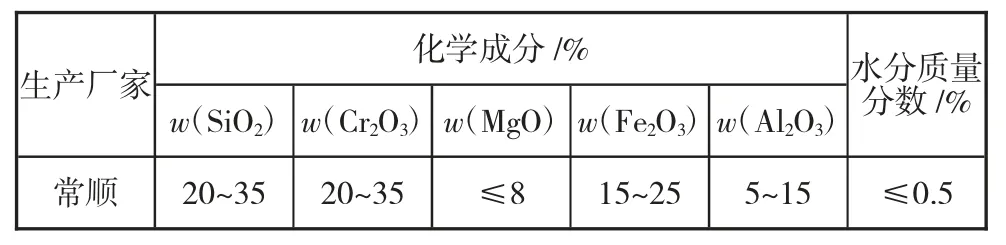
表1 引流砂理化指标
2.2 钢包温度
钢包温度与钢包自开率的关系如下页图2 所示。
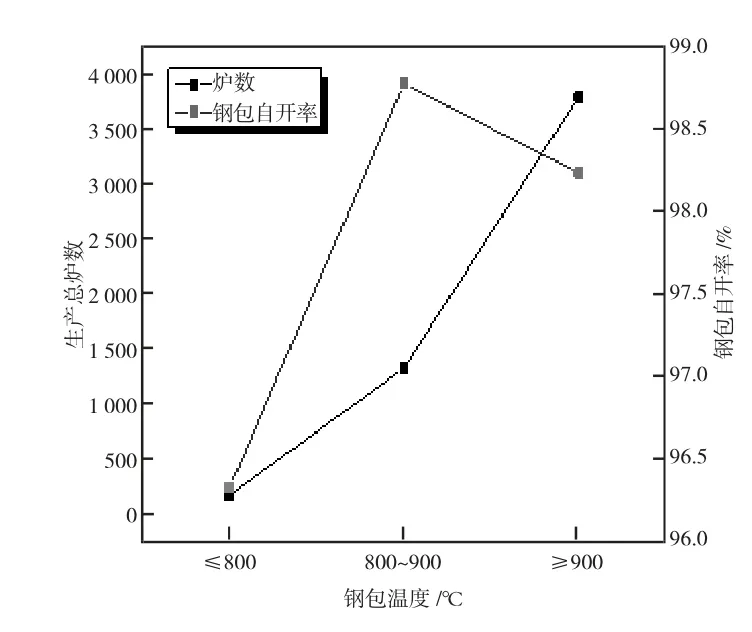
图2 钢包温度与钢包自开率的关系图
部分研究认为[3-4],钢包烘烤温度达到800 ℃以上时,温度对钢包自开率的影响可以忽略不计。通过对比钢包温度,钢包温度在800~900 ℃与钢包温度大于900 ℃时,钢包自开率相差不大,说明钢包温度大于800 ℃后对钢包自开影响不明显。但当钢包温度低于800 ℃时,钢包自开率下降明显,说明在钢包温度低的情况下,钢包盛钢后,上水口里的耐材与钢水接触,热量散失较快,钢水温降大,钢包底部产生凝钢,打开滑动水口后,钢水不容易流出,影响钢包自开率。
2.3 钢水精炼时间
钢水精炼时间与自开率的关系如图3 所示。
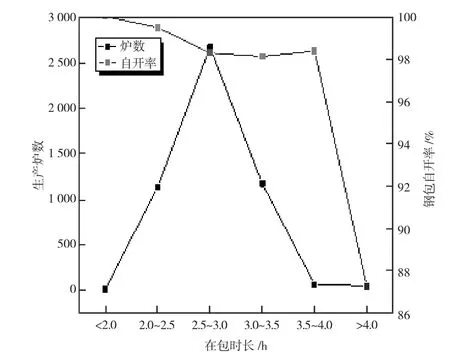
图3 钢水精炼时间与自开率的关系
钢水精炼时间是指从转炉出钢到连铸开浇时间,通过统计钢水精炼时间,发现时间在2.5~4 h 该段自开率相差不大,但从整个时间段可看出,钢水精炼时间延长,自开率呈现下降趋势,精炼时间大于4 h后尤其明显。这是因为钢水精炼时间越长,引流砂受钢液高温作用时间越长,导致大包水口内引流砂的烧结层增厚,这显然不利于钢水冲破烧结层,会严重影响钢包水口自开。
2.4 其他操作因素
钢包热修水口清扫不干净、钢包翻渣不彻底、引流砂受潮、引流砂投放量不合理等,均会导致钢包不自开。
3 主要措施
3.1 改进引流砂材质
引流砂作为钢包水口填充材料,一方面要求能在较低的温度下烧结,以避免出钢时引流砂上浮;另一方面要求在高温和长时间精炼状态下不能过度烧结,否则将影响自动开浇率。铬质引流砂不能满足过VD 钢种的使用,针对这种情况,2021 年3 月份,炼钢厂与通宇厂家交流沟通,引进了锆质引流砂,它具有密度较大、自然流动性较好、熔点较高、不会过度烧结等优点。引进的锆质引流砂理化性能如表2 所示。
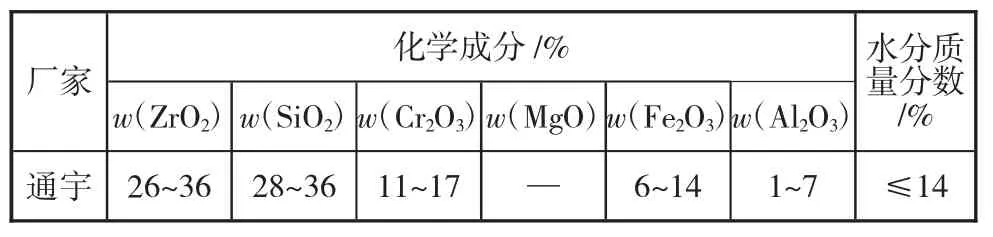
表2 锆质引流砂理化性能
3.2 合理安排钢包烘烤及钢包周转,提高钢包温度
钢包对出钢温度和到站温度的影响非常显著,因此要做好钢包的烘烤工作,提高钢包烘烤温度。此外,根据炼钢MES 时刻表,合理安排生产节奏,加快钢包的周转,做到红包出钢,保证钢包温度大于800 ℃。根据生产钢种预排产,减少过VD 钢种大小修包的使用频次,减少因“包况”问题带来的大包不自开现象。
3.3 强化生产组织,缩短精炼时间
合理组织炼钢-连铸生产,做到炉机匹配,制定各钢种在各个工序的标准时间,导入炼钢MES 时刻表中,减少出钢完毕至大包开浇过程中各工序的耽搁时间,避免钢水积压,以此提高生产节奏。
3.4 改进操作方式
改进引流砂投放,由手投加砂改为机械加砂;加强热修包管理。
4 效果
自开展生产实践以来,随着各项措施在生产中的逐步落实,钢包自开率在逐步提升,自2021 年5 月起,各项措施全部落实到位,钢包自开率从98.23%(2020 年)提升至99.0%(2021 年)以上。目前,最近4 个月的钢包自开率均稳定在99%以上,具体如图4 所示。
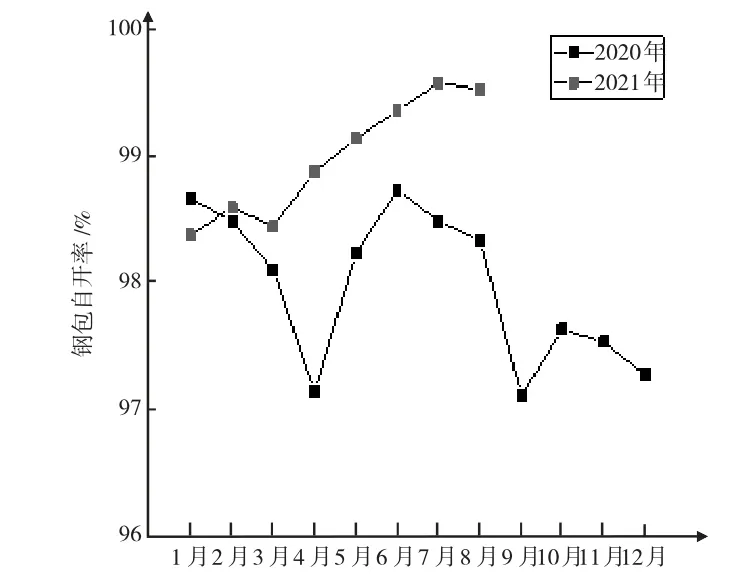
图4 2020 年和2021 年钢包自开率情况
5 结论
1)引流砂材质、钢包温度、生产节奏、操作(钢包热修清理、加引流砂方法等)精炼时间是影响钢包自开率的重要因素。
2)自2021 年5 月起,通过落实改进引流砂材质,合理安排钢包烘烤及钢包周转,提高钢包温度,强化生产组织,缩短精炼时间,改进操作方式等措施,使钢包自开率达到99%以上,为我厂生产顺行和铸坯质量的提高创造了良好的条件。
