激光熔覆参数对液压支架材料拉伸性能的影响分析
2022-06-04王首和
王首和
(晋能控股煤业集团朔州煤电机电装备制造有限公司,山西 朔州 038300)
煤矿的综合机械化开采是我国现阶段主要的采煤方式,可提高煤炭的生产水平。在井下的综采作业中,液压支架作为主要的支护设备,对煤矿的生产安全具有直接的影响。由于井下的工作环境恶劣,液压支架的立柱受到多种因素的作用,在长期的使用过程中常出现磨损、腐蚀等现象,容易造成立柱的失效及泄露[1],引起液压支架的失效,影响煤矿的安全支护。针对液压支架的表面损伤,采用激光熔覆的形式对立柱表面进行修复再制造,可以极大地提高液压支架立柱的表面强度、硬度及耐磨性等性能,增加立柱的使用寿命,以较小的成本保证液压支架长期的使用安全[2],具有较大的经济效益。在对液压支架的立柱进行激光熔覆的过程中,不同的工艺参数对熔覆形成的材料性能产生不同的影响,采用试验分析的形式对激光熔覆的参数影响作用进行研究分析[3],从而为激光熔覆的参数选择提供依据,提高液压支架立柱的使用性能。
1 液压支架激光熔覆拉伸性能实验方案
液压支架在井下长期的使用过程中,由于井下的环境恶劣,伴随着较强的水雾、酸性气体及固体颗粒物的存在,对立柱的正常使用造成严重影响,容易使立柱缸体表面生锈、磨损划伤或使立柱发生泄露[4]。采用激光熔覆的方式对立柱表面进行修复,必须选择合理的熔覆材料、送粉方式及激光工艺参数,其中激光的工艺参数是影响熔覆质量的关键。
激光熔覆的材料可分为三类,包括自熔性的合金粉末、陶瓷粉末及金属陶瓷复合粉末,液压支架的立柱常采用27SiMn 钢进行制作,选择金属粉末进行熔覆的效果最佳。在使用过程中,铁基合金与钢铁的基体材料性能接近[5],结合强度高,且成本相对较低,因此采用铁基合金材料作为实验分析的熔覆材料。依据熔覆材料送料方式的不同可以分为同步送粉及预制送粉两种(见图1),同步送粉即将激光的照射与粉末的输送同步进行,可以实现自动化的送粉,对设备的自动化水平具有一定的要求。预制送粉即将粉末首先涂覆在立柱材料的表面,然后进行激光照射。此次实强采用27SiMn 板材进行激光熔覆,选择预制粉末法进行送粉[6]。
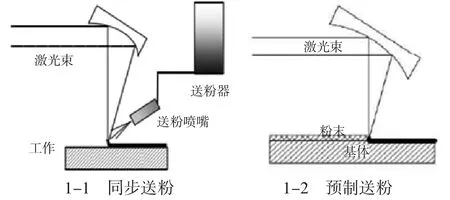
图1 激光熔覆的两种送粉方式
激光的工艺参数对熔覆的质量具有直接影响,主要包括激光的功率、扫描速度及熔覆层厚度等,这些因素间相互影响,只有合适的工艺参数才能保证试样获得较好的质量。采用单轴拉伸的试验方法对金属材料的拉伸性能进行研究[7],将激光熔覆后的材料制成标准的拉伸试样,在室温条件下对拉伸试样采用WDW-100 万能试验机进行拉伸实验,记录不同试样的抗拉强度及延伸率,从而分析激光工艺参数对拉伸性能的影响。
2 激光熔覆参数对试验拉伸性能的实验分析
2.1 激光功率对熔覆试样的拉伸性能影响
对激光功率的影响作用进行分析,采用固定的扫描速度为16 mm/s,粉末厚度为2.5 mm,搭接率为1/2,选取三种不同的激光功率分别为2 000 W、2 500 W、3 000W,进行激光熔覆后制成标准试样[8],并将其分别标记为试样1、试样2 及试样3,随后进行拉伸性能测试,对试验的抗拉强度及延伸率变化[9]进行记录,具体结果如图2 所示。
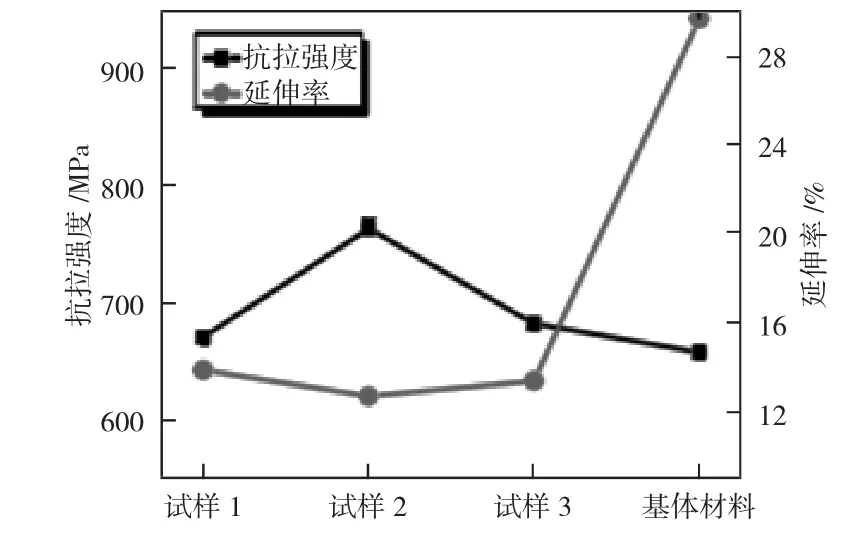
图2 不同激光功率试样拉伸性能
从图2 中可以看出,不同的激光功率下制备的试样与基体材料相比,抗拉强度有较大提高,随激光功率的增加呈先增加后减小的趋势,其中以2 500 W功率时的提高最大,相对基体材料的抗拉强度提高了16.2%;且不同的激光功率下制备的试样的延伸率与基体材料的延伸率相比,均有一定的降低,降低程度相差不大,分别降低了15.7%,16.9%、16.2%。
2.2 激光扫描速度对熔覆试样的拉伸性能影响
对激光扫描速度的影响作用进行分析,采用固定的激光功率为2 500 W,粉末厚度为2.5 mm,搭接率为1/2,选取三种不同的激光扫描速度分别为14 mm/s、16 mm/s、20 mm/s,随后进行激光熔覆后制成标准试样[10],并将其标记为试样4、试样5 及试样6,随后进行拉伸性能测试,对试验的抗拉强度及延伸率变化[11]进行记录,具体结果如图3 所示。
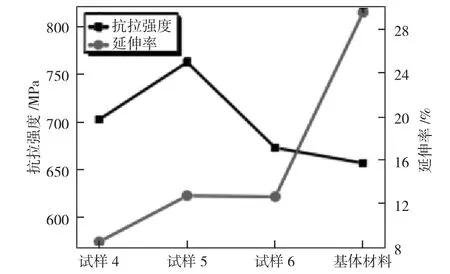
图3 不同激光扫描速度试样拉伸性能
从图3 中可以看出,不同的激光扫描速度下制备的试样与基体材料相比,抗拉强度具有较大的提高,随激光扫描速度的增加呈先增加后减小的趋势,其中以16 mm/s 扫描速度时的抗拉强度最大,相对基体材料的抗拉强度提高了16.5%;且不同的激光扫描速度下制备的试样的延伸率与基体材料的延伸率相比,均有一定的降低,扫描速度越小,延伸率降低越多,三种扫描速度下分别降低了17%、16.8%、16.9%。
2.3 铺粉厚度对熔覆试样的拉伸性能影响
对铺粉厚度的影响作用进行分析,采用固定的激光功率为2 500 W,扫描速度为16 mm/s,搭接率为1/2,选取两种不同的铺粉厚度分别为2.5 mm、3 mm,进行激光熔覆后制成标准试样,并将其标记为试样7、试样8,随后进行拉伸性能测试[12],对试验的抗拉强度及延伸率变化进行记录,具体结果如图4 所示。
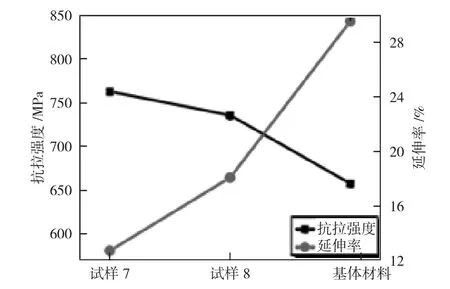
图4 不同铺粉厚度试样拉伸性能
从图4 中可以看出,不同的铺粉厚度下制备的试样与基体材料相比,抗拉强度具有较大的提高,随铺粉厚度的增加呈减小的趋势,铺粉厚度为2.5 mm时的抗拉强度较大,相对基体材料的抗拉强度提高了16.1%;且不同的铺粉厚度下制备的试样的延伸率与基体材料的延伸率相比,均有一定的降低,铺粉厚度越小,延伸率降低越多,两种铺粉厚度下分别降低了16.8%,11.5%。
2.4 最佳参数确定
通过以上实验分析可知,不同的激光工艺参数对熔覆层材料的性能有着不同的影响,激光功率、扫描速度及铺粉厚度三种工艺参数均可提高材料的抗拉强度,同时降低材料的延伸率。综合对比上述的实验参数可以得出,在本实验的条件下,将液压支架的立柱材料进行激光熔覆的最佳参数确定为:激光功率2 500 W、扫描速度16 mm/s、铺粉厚度2.5 mm。
3 结论
1)随着激光功率的增加,熔覆试样的抗拉强度先增加后减小,延伸率有所降低,但幅度相差不大;
2)随着扫描速度的增加,熔覆试样的抗拉强度先增加后减小,降低幅度变小;
3)随着铺粉厚度的增加,熔覆试样的抗拉强度逐渐降低,延伸率降低幅度变小;
4)经过实验分析,确定最佳的激光熔覆参数为激光功率2500W、扫描速度16mm/s、铺粉厚度2.5mm,该结果可以为液压支架立柱的激光熔覆技术的使用提供参考,提高液压支架立柱的材料性能,从而保证煤矿的安全开采。
