重载铁路换铺无缝线路施工及关键技术分析
2022-06-03许萍萍
许萍萍
(中铁二十二局集团第四工程有限公司,天津 301700)
1 引言
轨道换铺是我国现代化铁路升级转型的重要手段之一。本文以朔黄铁路为例,对无缝线路进行概述,从施工流程角度探讨重载铁路在换铺无缝线路中的施工技术方法。
2 无缝线路概述
无缝线路是指将标准长的钢轨经过焊接形成的长轨道线路,又称为焊接长钢轨线路。普通线路存有大量的钢轨接头,影响了火车的平稳运行,为消除这种接头病害,发展无缝线路尤为重要。
无缝线路在长钢轨内消除了钢轨接头,以及列车通过时高频冲击荷载的动态响应,在减少相应的线路病害的同时也减少了铁路的养护维修量,维修费用大幅度降低,钢轨的使用寿命会相应延长。
考虑到轨道存在热胀冷缩的基本物理现象,因此,无缝线路在设计中存在一定的缓冲区,在缓冲区中,无缝线路使用了普通钢轨接头。在闭塞地段,也有使用高强度绝缘接头替代缓冲区的设计,该设计能彻底实现轨道交通的无缝化衔接。无论是否使用了缓冲区设计,在长轨道两端一般都设有专门的伸缩区,其轨道本身承受着较大的温度应力,因此,该类轨道综合称为温度应力式无缝线路。
3 重载铁路换铺无缝线路的关键施工技术
重载铁路换铺无缝线路的关键施工技术顺序为:长钢轨运输、卸车→焊接长钢轨→换铺单元轨条→放散、锁定→收旧轨→线路整修→竣工验收。
3.1 长钢轨运输及卸车
在“天窗”点,用长轨运输车将钢轨运输至施工现场,将长轨条依次卸在需换轨路段的有砟路肩上。卸下的长轨条必须到位,人工拉直钉牢,保证长轨条顺直,不侵限,有效保证既有线的交通安全。
3.1.1 卸车前的准备工作
卸车前,应做好以下准备工作:
1)卸车前,应清理线路上的障碍,将卸轨地段轨枕头外侧400 mm 范围内的道砟扒至和轨枕顶面平齐,对于砟肩较低地段,用道砟补足或插上木枕临时支垫。
2)在直线换轨地段每隔50 m 埋设1 对木枕,曲线地段每隔25 m 埋设1 对,在每根长钢轨的两端离端头2 m 处各设置1 对,木枕长度不能小于1.2 m,且每对木枕不得埋在同一孔轨枕内。使用道钉将枕木的一端固定于既有钢轨正下方。
3)检查所有设备状态良好后,根据装载时间表检查轨号和排放位置。
4)在施工现场对电务设备进行明显标注,卸轨之前做好保护。在引接线处加密埋设枕木,并将道砟适当扒低,将引接线下落,避免新轨将引接线压断,为避免出现紧急情况,施工时准备2 根引接线。
5)对需要拆除的站内平过道提前进行拆除。
3.1.2 卸轨作业
卸轨作业内容及注意事项包括:
1)长轨列车出发前,施工负责人必须检查各项设备及装轨状态,各部均不得超出车辆限界,车钩必须处于锁闭状态。
2)任何人不得站在长轨上,不得站在长轨与安全装置之间,应在安全装置前加装枕木,车速限制为60 km/h。护送人员应随时注意长途铁路的运输状况,如发现异常,应及时与列车员联系。
3)当长钢轨落地100 m 时,地面人员立即将长轨卡和钢丝绳拆除,将车上的长钢轨拖下车,拨轨人员负责将长轨拨至两侧,使长轨在滚筒上平稳行走。为确保安全,固定器不宜过早取出。
4)负责护轨的地勤人员必须使用铁锨使其顺直地卸到枕木头外侧,必要时还要用铁锨拨顺。在卸轨时,列车速度应均匀一致,列车速度快慢或紧急制动,容易造成钢轨鼓曲或翻转,施工负责人应注意卸车过程中是否有异常,必要时及时采取停车措施,迅速处理故障。
5)将卸下的轨条拨顺后支护,切记不得侵入限界。
3.2 单元轨焊接及锁定焊接施工
长钢轨间、单元轨节间的钢轨焊接均采用闪光焊。钢轨焊接时,操作焊机夹紧钢轨并焊接钢轨。根据焊机的焊接要求,设定曲线的钢轨应及时收回。焊接钢轨后,立即检查焊工焊接钢轨的实际参数。如有实际参数偏离正常范围的焊接接头,应进行锯切和重新焊接。
3.3 长钢轨换铺施工
单元换轨作业是用重轨车拉换轨小车进行的。线路受阻后,换轨列车将依次进入施工段,停在换轨起点。列车对好位时,新、旧钢轨将通过钢轨提升装置引入各自的龙口,换轨小车缓慢启动。新旧钢轨落地后,换轨小车可以3 km/h 的速度换轨。
3.3.1 换铺无缝线路封锁后准备工作
换铺无缝线路封锁后的准备工作包括:
1)提前对所要换铺线路上的扣配件进行全面涂油并调查缺损扣配件数量。
2)拨顺并串动长轨条,使其始端拨入线路后与原轨位一致[1]。
3)人员、机具、材料准备到位。准备换轨用弹条扣配件及轨下橡胶垫板并运送至指定位置,人工提前散布。将砂轮片、锯轨机、钻眼机备到龙口位置,发动试机。将锯轨机及手扶钻眼机卸到单元轨节始端,并发动试机。打磨待焊轨端部,用干净布套保护打磨好的轨端,防治端面污染。
3.3.2 线路封锁后的换轨施工作业
线路封锁后的换轨施工过程为:
1)确认线路封锁后,设置回流线,采用四纵两横方案。即使用待换轨条作为接触网的临时回流通道并使左右股短路。回流线为70 mm2的铜线,长30 m 的4 根;长4 m 的4 根;长1.5 m 的2 根。换轨回流线设置、转换方法如图1 所示。
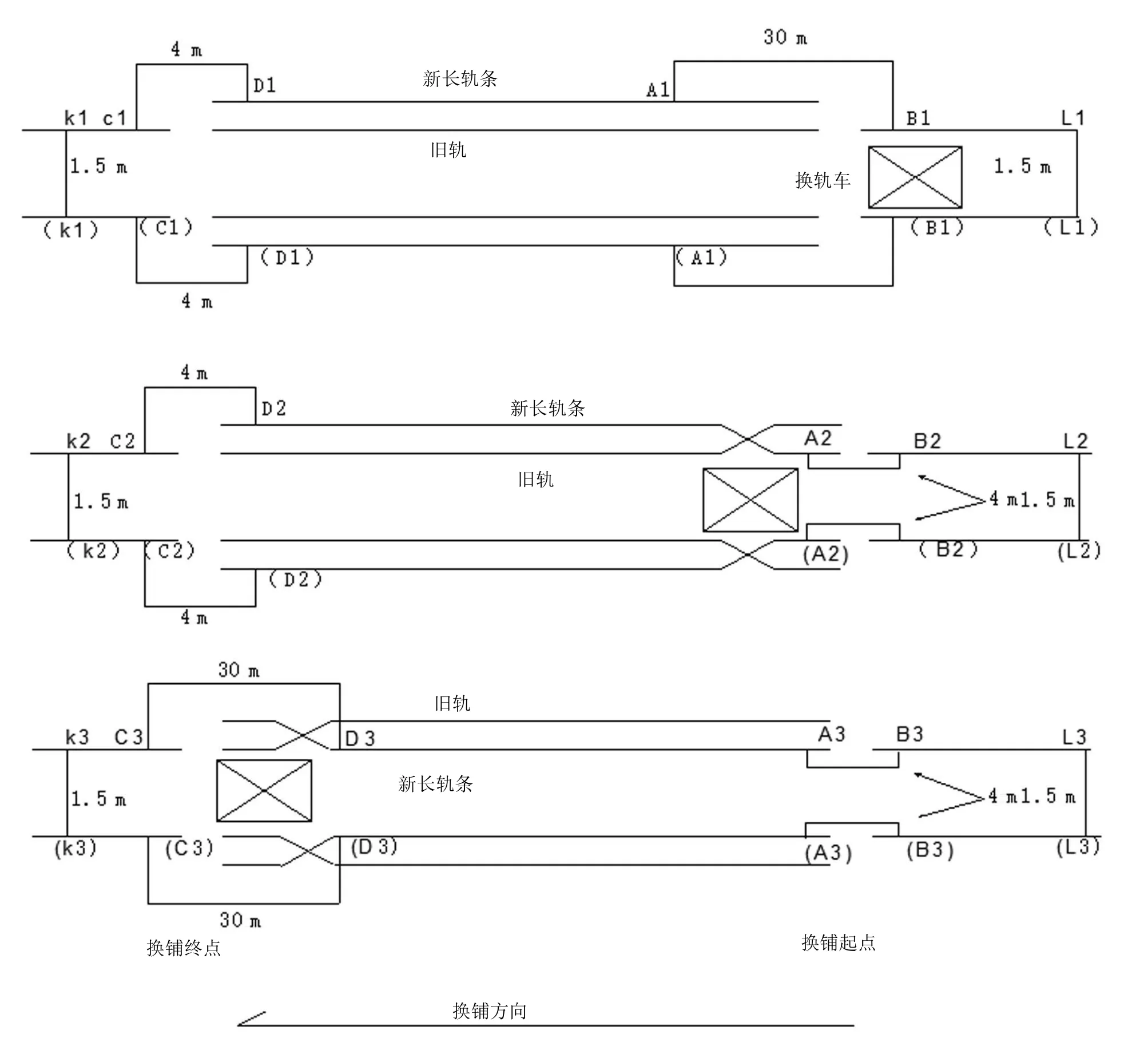
图1 换轨回流线设置示意图
2)换轨车到达换铺起点之前,换铺起终点设置30 m、4 m、1.5 m 回流线,k1、(k1)、L1、(L1)、k2、(k2)、L2、(L2)、k3、(k3)、L3、(L3)距离换铺起终点不小于25 m。A1、(A1)、B1、(B1)距离轨端不小于10 m。换轨车组通过换铺起点,但没有通过A1、(A1)之前30 m 回流线更换为4 m 回流线,即连接A2、B2、和(A2)、(B2),它们距离轨端1.5 m,连接妥当之前不得拆除A1、B1 和(A1)、(B1)。换轨车组接近D2、(D2)时,将换铺终点4 m 回流线更换为30 m 回流线,即连接C3、D3 和(C3)、(D3),它们距离轨端不小于10 m,连接妥当之前不得拆除C2、D2 和(C2)、(D2)[2]。
3)回流线设置妥当后,才能开始锯轨、拆除既有电务设备。用内燃扳手拆除扣件。为节省时间,在换轨列车组到达前,每根钢轨两端应预留一个在既有接缝线段旧钢轨鱼尾板上的螺栓,并用压力机将旧钢轨吊起,换上新的橡胶垫,其中,滚动杆处的橡胶垫暂不更换。
4)换轨车到达换铺起点后,抽出摇台与限位框间的锁销,使平台处于自由状态,拆下导柱螺母,拆下保护套,安装螺母,转动手轮,使提升横梁下降至距离老轨龙口轨面60 mm 处(保持2~3 杆距离)。拧紧导柱螺母,以承受新旧钢轨的重量,避免损坏螺丝。
5)手动使4 个手拉链葫芦均位于导链走行部的后部,即靠近配重一端。换轨车在新轨入口距新轨入口约600~700 mm处停车,用导轨链将新轨升至420 mm,并在轨道末端安装滑靴,换轨车稍动时停车,将滑靴和轨道末端放入新轨龙口200~300 mm 处,取滑靴和轨钩。
6)新轨从新轨口,旧轨从旧轨龙口出来后,换轨车以3~5 km/h 的速度向前移动,配合铺设人员,分别用铁锨和铁钩将新旧钢轨组分开,将新轨放入槽内,将旧轨拖至道砟路肩。旧轨龙口前必须有专人负责,粘在旧轨上未更换的橡胶垫必须用铲子清除。拨新轨入槽,人员手持撬棍,找到支撑点时不断摇动撬棍拨轨,使钢轨顺利入槽[3]。
7)换轨车组继续向前换铺,在距离换铺始端约200 m 时,一班组立即将左、右股钢轨同时锁定50 m,钢轨焊接移位切断了上次更换过的单元钢轨接头端的眼部,采用闪光焊进行封闭锁焊。
8)新轨落地后换轨车组运行至下一单元卸料,待锁定焊接结束及探伤合格后,开始对线路进行放散锁定。
9)单元轨段张拉锁定完成后,开通线路前,应对新铺线路轨距、方向、水平、三角坑和侵限障碍物等进行检查。
10)线路开通后第二天,安排人员重新紧固线路扣件,涂油防锈,保证无缝线路的摊铺质量。为确保安全,列车第一次通过换铺地段限速45 km/h,第二次限速60 km/h,以后恢复常速。
3.4 无缝线路换铺法施工工艺的锁定技术
1)根据设计图纸,设计锁定轨温为28 ℃±5 ℃。无缝线路应锁定在设计的锁轨温度范围内,相邻单元轨段之间的施工锁轨温差应不大于5 ℃,同一区间单元轨段之间的最大和最小锁轨温差应不超过10 ℃,同一单元轨节左右股钢轨的施工锁定轨温差应基本一致,最大温差不大于5 ℃[4]。
2)待锁定焊头焊接完成且探伤合格后,轨道车牵引焊机向小里程方向运行200 m,让出逆向放散的100 m 地段。待逆向放散100 m 地段扣件完全拆除并垫上滚筒后,测量现场实际轨温在设计锁定轨温范围内后撞轨器开始统一向合龙口撞轨释放初始应力。各临时位移观测点观测钢轨反弹情况,待钢轨出现1~2 mm 的反弹情况后撞轨器停止撞轨,测量并记录当时轨温,同时,启动长轨锁定操作。每两个拧紧一个导轨。无缝钢轨尾端25~75 m 范围内的扣件全部拧紧,旧钢轨端头鱼尾板拧紧。
3)当测得的钢轨温度低于设计的锁定钢轨温度范围时,可采用撞轨配合拉伸法进行锁定,该方法利用钢轨拉伸装置和钢轨碰撞器直接锁定钢轨温度,拉伸长钢轨条时应匀、准、够。
3.5 旧轨料回收
施工更换的旧钢轨应及时拆除,并及时回收利用。如果旧钢轨接头不对,则不得侵入。
回收前,做好检查工作。旧钢轨材料,如旧弹条、紧固件、橡胶垫、隔板座等,在施工期间更换后应移交给相应的施工组,旧钢轨按设备管理单位指定的货场进行回收和堆放[5]。
3.6 线路整修
在闭锁点进行无缝线更换后,在线路开通前,用小机器排列轨道,调整轨距、方向、高度,完成紧固件,修复道床身部分,修补加固,修补抛光不平整的焊缝,测量轨道蠕变,检查锁定温度。
4 结语
随着我国经济的发展和科学技术水平的提高,现代化的无缝线路等先进的施工技术已经逐步成为我国铁路工程的建设的主要发展方向之一。本文总结了朔黄铁路换铺无缝线路的施工技术,结合相关规范对相应的换铺法和锁定技术进行分析、研究,以期能够为类似重载铁路铺设工程提供技术借鉴。