粗轧镰刀弯调整控制方法
2022-06-02郑志斌查樟根
郑志斌,查樟根,黄 爽
热轧1580生产线粗轧区域包含的主要压下设备有:定宽机、E1R1二辊轧机、E2R2四辊轧机。粗轧区域主要作用是为精轧输送板型良好的中间坯,而中间坯的板型主要包括三个方面:头尾镰刀弯、头尾扣翘状态、宽度方向楔形。本文着重介绍粗轧中间坯镰刀弯的调整方法。众所周知,粗轧在生产过程中,造成板坯镰刀弯的原因有很多,本文中也有简要叙述,但作为操作人员,最直接的镰刀弯控制方式就是调整平辊的水平辊缝,即液压调平值。在实际的生产中,由于品种规格、设备状态、新旧轧辊等等因素,导致轧制状态频繁变换,所以调平的手法也要随时变化。下面就对不同情况下的镰刀弯状态,而对应的不同的调平手法进行逐一阐述。以达到提高中间坯镰刀弯命中率,改善成品板型,提高产品成材率的目的。
1 粗轧镰刀弯的影响因素
影响粗轧镰刀弯状态的因素主要有:来料因素、轧辊因素和设备因素三个方面。下面分别对这三方面的因素进行简要的介绍。
1.1 来料因素
来料因素包括:板坯温度不均、板坯楔形。
(1)板坯温度不均:由加热炉原因造成的,如升降温过快,冷热坯混装,烧嘴堵塞等;由粗轧原因造成的,如除磷水嘴堵塞,轧机辊道工艺水漏水等因素导致的板坯两侧温降不一致。
(2)板坯楔形:主要是在浇注时造成的尺寸缺陷,而楔形指的是宽度方向的厚度不均。
1.2 轧辊因素
轧辊因素主要指轧辊表面两侧摩擦系数不一致、轧辊磨削不完善,氧化膜等原因造成的轧件在轧制时打滑,两侧延伸不均。
1.3 设备因素
设备因素包含的种类较多,比如设备对中度(侧导板对中度,锤头立辊对中度,平辊中心线与辊道中线一致性),轧机两侧刚度,机械压下弹跳,轧机间隙值,辊道水平度等等。
1.4 外部因素
比如轧制计划的编排不合理,相邻钢种差异较大,也会对镰刀弯产生一定的影响。
2 控制措施
(1)优化加热炉工艺制度,完善烧钢流程,尽量避免冷热混装,保证在炉时间,减小两侧温差。改善粗轧封水效果,减少对由漏水造成的不均匀冷却;加强日常检查,对堵塞的水嘴要及时清理。
(2)严格把关来料尺寸精度,对超过规定范围的板坯禁止入炉。发现问题及时反馈给相关工艺负责人,严格把控板坯尺寸,保证满足下游工序生产要求。
(3)优化轧辊磨削制度,增加轧辊粗糙度,同时避免R1R2两台轧机同时更换新辊使用。
(4)优化二级压下负荷分配,对易发生打滑的道次适当减小压下量。
(5)加强对轧制过程中AGC(液压压下)和EGC(电动压下)监控。观察两侧AGC液柱变化,保证AGC两侧响应时间同步;观察两侧EGC位置,EGC有偏差时,及时做好清零工作。优化压头和油压两种压力检测方式,使两种测压方式对轧制状态的影响不会有太大差别。
(6)完善对中设备的标定方法措施,规范标定周期制度,对SSP锤头、E1、E2增加中线调整功能,便于轧制过程中及时调整。利用检修时间及时调整不满足要求的对中设备,已保证关键设备的功能精度。
(7)优化轧制计划的编排。从目前来讲,生产的钢种增多,规格也日益繁杂,要保证轧制的稳定性,钢种规格在过渡时要尽量平稳,不要有太大跨度。再通过相关数据汇总、分析及长期的经验总结,结合现场生产实际和备辊情况,制定更加合理轧制计划。
3 常见的镰刀弯类型
简要叙述一下常见的中间坯镰刀弯各种形态,大致分为六种:
(1)C型镰刀弯:是指中心线曲线弯向一侧(OS侧或DS侧),头尾方向一致且弯曲度接近。
(2)头部硬弯:是指中心线曲线头部弯向一侧(OS侧或DS侧),尾部基本平直的状态。
(3)尾部硬弯:是指中心线曲线尾部弯向一侧(OS侧或DS侧),头部基本平直的状态。
(4)S型镰刀弯:是指中心线曲线头部弯向一侧、尾部弯向另一侧形成类似S型的弯曲状态。
(5)整体跑偏:是指中心线曲线较直,但整体偏离轧制中心线。
(6)不规则曲线:是指板坯中心线弯曲较多,呈现不规则形态。
4 调平原理
镰刀弯的产生主要是由于板坯两侧长度延伸不均匀,延伸较长的一边会挤压延伸较短的一边,从而表现出板坯头尾向延伸较短的一侧倾斜,这就是通常所说的镰刀弯。液压调平的原理是通过调整轧机操作侧(OS)和传动侧(DS)两侧液压缸伸出和缩回,以达到调整平辊水平辊缝的目的,通过水平辊缝的变化控制轧件两侧厚度,两侧厚度的不同导致两侧长度方向的延伸不均匀,从而将轧件已出现的镰刀弯进行有针对性的修正,即镰刀弯控制。轧机的实际控制方式为,下辊保持水平不动,上辊通过两侧HGC液压缸一侧伸出而另一侧缩回形成类似于跷跷板的运动形式,实现水平辊缝的调整。京唐热轧1580生产线粗轧控制台面上的液压调平按钮都是以操作侧为基准值,即抬起按钮代表的是操作侧HGC缩回,辊缝抬起;同时传动侧HGC伸出,辊缝下压。而压下按钮所起到的作用与抬起正好相反。
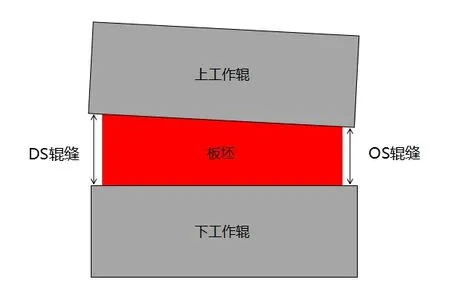
图1 辊缝调整示意图
5 水平值调整方法
5.1 C型镰刀弯的调整方法
C型镰刀弯是指最普通的操作侧镰刀弯或传动侧镰刀弯,调整方法一般只需要在不影响板坯楔形状态的前提下整体加大或减小水平值,不需再进行道次间的调整,手法比较简单直接。比如操作侧镰刀弯,镰刀弯的表象证明板坯操作侧的延展小于传动侧,则只需将水平值下压,即操作侧辊缝下压,传动侧辊缝抬起,从而增加板坯操作侧延展,以达到两侧延展一致;如传动侧镰刀弯,则将水平值抬起。
5.2 头部硬弯的调整方法
头部硬弯指的是中间坯头部有弯而尾部平直的镰刀弯型式。
头部硬弯调整方法一般只需要整体修改水平值,不需道次间调整,即头部偏传动则加大水平值,偏操作减小水平值。当然由于尾部状态平直,一味地加减水平值,很容易造成尾部向反方向偏移,形成头部平直而尾部偏移的尾部硬弯状态。如遇此种情况,可通过修改前几道次水平值,在末道次轧制前再修改终轧水平值的手法加以控制。比如(图2)所示的头部传动侧硬弯、尾部平直的状态(假设此种状态时水平值为0),便可通过加大初始水平值(假设初始值为0.5),而末道次将水平值减小(假设终轧值为0.2),注意使用此种手法切记终轧值不能小于之前状态的水平值(水平值0)。这样既达到了调整头部传动侧硬弯的效果,又保证了尾部的平直状态不会受太大影响。

图2 头部硬弯
5.3 尾部硬弯的调整方法
尾部硬弯指的是中间坯头部平直而尾部有弯的镰刀弯型式。
尾部硬弯的调整不能通过单纯地修改整体水平值进行改善,必须使用调整终轧值的手法。比如(图3)所示的头部平直、尾部操作侧硬弯的状态(假设此种状态时水平值为0),可通过加大初始水平值(假设初始值为0.3),而末道次将水平值减小(假设终轧值为0),此时注意终轧值要尽量等于之前状态的水平值(水平值0)。反之如果是尾部传动侧硬弯,则减小初始水平值,再将终轧值加大,终轧值尽量等于之前状态的调平值。这样既保证了头部状态的稳定,又能将尾部的操作侧镰刀弯调整平直。

图3 尾部硬弯
5.4 S型镰刀弯的调整方法
S型镰刀弯指的是头尾偏向相反,形成类似S型的曲线,如(图4)。

图4 S型镰刀弯
调整S型镰刀弯的同时还要注意板坯楔形的控制。调整S弯要掌握一个原则,即终轧值决定头部状态,而初始值与终轧值的差决定尾部状态。尾部偏操作则下压终轧值;尾部偏传动则上抬终轧值,偏差越大则初始值与终轧值的差的绝对值越大。所以在调整S弯时,首先要找到能够控制头部平直的终轧值,例如(图4)的S弯(假设当前水平值为0),头部传动尾部操作,先要确定终轧值一定大于当前的水平值(假设终轧值为0.4),以达到头部平直状态,而且为了控制尾部状态,还要将初始值继续加大(假设初始值为0.8),从而在末道次时减小终轧值到已计算好的稳定头部的水平值(终轧值为0.4),这样初始值与终轧值就形成了(0.8-0.4=0.4)的差值,此差值就是用来控制尾部状态。照此手法控制便能得到头尾镰刀弯平直的中间坯。
5.5 整体跑偏的调整方法
出现整体偏移(图5),多是由于对中设备不正导致,所以首先需要调整对中设备,侧导板不能随时调整,但E1E2立辊均有对中调整功能,可通过调整立辊对中度改善,如无效果则可重新标定出口测宽仪,保证检测设备正常。
图5 整体偏移
一般造成板坯倾斜进入轧机的原因是,侧导板、立辊与平辊中心线不一致或辊道跑偏,板坯经侧导板对中后,在咬入立辊时头部跑偏一侧,导致板坯整体倾斜进入平辊,轧后板坯便会出现整体倾斜,甚至还会出现尾部硬弯。出现倾斜轧制时,首先检查侧导板与立辊对中度的一致性,若侧导板对中正常,依然出现类似中心线偏移曲线,则需要利用检修调整辊道标高。
5.6 不规则镰刀弯的控制方法
出现不规则镰刀弯的因素有很多,如温度不均、冷却水不均、对中不良等等,关于这些原因本文开头有所叙述。在实际生产中,常见于换辊后1~2辊期内,由于辊面摩擦系数不够,导致板坯在轧制过程中单侧无规律打滑,调整水平值也无明显效果,如(图6)所示。

图6 不规则镰刀弯
解决这种镰刀弯不能再依赖于水平值的调整,既然根源在于轧辊打滑,那就要想办法缓解打滑情况。缓解打滑的方法一般有:提高板坯温度、降低轧机速度、减小打滑道次负荷、关闭打滑道次除磷水、修改轧制模式。采取以上措施以达到缓解打滑的效果,镰刀弯会有明显改善。
6 结语
从镰刀弯产生原因分析来看,坯料楔形、轧机牌坊刚度、机架间隙、侧导板和锤头对中性、辊型合理性,温度分布均匀性等对镰刀弯都存在一定的影响,而这些都只能由工艺人员一步步逐渐优化,且轧制模型优化需要更长时间研究才能解决。而在实际的生产过程中我们只能依靠精细的调平手法,来保证轧制状态的稳定,所以在日常多总结归纳,不断精进我们的调平手法才是工作的重点。调平手法虽看似多样,但归结起来就是首先控制轧机打滑,然后根据上一块或道次间镰刀弯的变化趋势,找到规律,给出合理预判。终轧值决定头部状态,终轧值与初始值的差值决定尾部状态。依此调整可有效改善中间坯的镰刀弯状态,得到板型良好的中间坯。
