螺杆压缩机故障诊断及问题处理研究
2022-06-01周志明张菊红
李 洪,周志明,张菊红
(中国石油吉林石化公司电石厂,吉林吉林 132022)
0 引言
螺杆压缩机主要分为单螺杆式压缩机和双螺杆式压缩机两大类,这两大类螺杆压缩机均起源于1950 年代。单螺杆式压缩机主要应用于国防领域,双螺杆式压缩机则主要应用于工业领域。螺杆压缩机有3 种常见的产品,分别是螺杆式制冷压缩机、螺杆式工艺压缩机和螺杆式空气压缩机。这3 种产品的工作原理、优缺点基本相同,适用于采暖空调方面,其制冷和制热范围十分广泛,输入功率范围已发展至10~1000 kW,其故障的类型大致相同。螺杆压缩机的常见故障现象有10 种,分别是机组排气温度超过100 ℃、机组油耗大或压缩空气含油量大、机组压力低、机组排气压力过高、机组电流大、机组无法启动、机组启动时电流大或跳闸、机组振动幅度过大、风扇电机过载和主机卡死,造成机组跳机。这些故障均可运用现代化的故障诊断技术和大数据分析技术进行问题的分类,并制定通用性较好的解决方案。
1 螺杆压缩机的基本构造与工作原理
螺杆压缩机结构简单、部件数量少,螺杆轴承等主要部件耐磨性好,排气量基本不受排气压力的影响,在较大的工况范围内能保持很高的工作效率,使用滑动轴承可实现能量的无级调节(图1)。
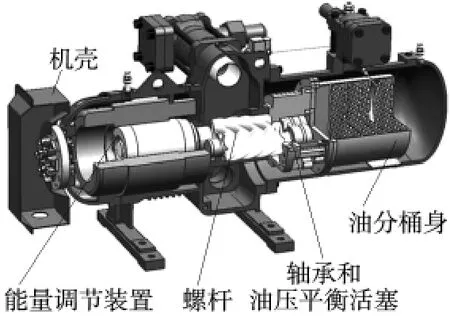
图1 螺杆压缩机
1.1 螺杆压缩机的基本构造
螺杆压缩机主要由6个部分构成,包含外层的机壳、内层的轴承、轴封、转子、能量调节装置、油压平衡活塞等,在工业上常用的双螺杆压缩机则包含阴、阳两根螺杆,分别为凸齿形和凹齿形。螺杆压缩机一般采用剖分式机壳,主要由吸气端座、排气端座、两端端盖及机体构成。转子由一对特殊螺旋齿形的螺杆相互啮合形成,螺杆和轴多为一体式,材料以中碳钢、合金钢或球墨铸铁为主,精加工后需要平衡校验。
轴承与轴封也是螺杆压缩机的核心部件,压缩机的阴、阳螺杆均由滑动轴承和向心推力球轴承支承。柱销使滑动轴承在吸、排气端座内固定,在排气侧的2 个螺杆上各安装2 只承受轴内力的止推轴承。螺杆压缩机的轴封以摩擦环式机械密封器居多,安装在主动转子靠联轴器的端轴上。为了解决吸、排气侧之间的压力差,使作用在阳螺杆上的轴向合力,比阴螺杆上的轴向合力大得多的问题,在阳螺杆上增设了油压平衡活塞。
1.2 螺杆压缩机的工作原理
螺杆压缩机的工作原理主要分为吸气过程、封闭及输送过程、压缩及喷油过程和排气过程4 个过程。在螺杆压缩机设计时,需要让压缩室可以充分吸气,一般采用侧吸口的方式设计。进气量的大小由调节阀进行调节,螺杆转动时需要进气空间最大,即将阴阳螺杆的齿沟空间转至与进气端壁开口重合,螺杆的齿沟空间与进气口之间空气完全流通,此过程为吸气过程。当阴阳螺杆在吸气过程结束后,其二者的齿峰与机壳隔绝,空气在齿沟内闭封不与外界发生空气流动,则是封闭的过程。后续阴阳螺杆继续转动,在吸气端齿峰与齿沟发生吻合,吻合面逐步向排气端移动,这是气体输送的过程。压缩过程与输送过程几乎同时进行,啮合面与排气口间的齿沟间逐步缩小,齿沟内的气体压力逐渐增强,气体得到了压缩。在压缩过程中,润滑油因压力差的作用喷入压缩室内与室气混合,这是喷油的过程。当螺杆空压机阴阳螺杆的啮合端面转到与排气阀相通时,压缩气体的压力达到压缩的临界值,被压缩的气体开始排出,直至齿峰与齿沟的啮合面移到排气端面,阴阳螺杆的啮合面与机壳排气口重合,这样就完成排气过程,即一个螺杆压缩机的运行周期完成。
2 螺杆压缩机故障诊断技术
2.1 螺杆压缩机故障诊断
螺杆压缩机的故障诊断跟其他机械的故障诊断一样,均为利用各种检查和测试方法,对螺杆压缩机的是否存在故障进行判断、对其工作状态进行监测,并利用大数据技术对故障发生的概率进行预测,为螺杆压缩机的使用和维护提供可靠的诊断数据。故障诊断技术的应用离不开准确数据的采集和分析,结合数据分析技术,找到螺杆压缩机故障的发生规律,形成一套适用性强的螺杆压缩机故障诊断技术。综合分析螺杆压缩机的故障不难发现,螺杆压缩机内部的压力变化、螺杆工作时温度的变化、压缩机内部的噪声和振动、压缩机工作时的能耗变化等,都能成为螺杆压缩机故障诊断的依据。通过信息系统对螺杆压缩机数据的记录和相同压缩机不同时间的对比,以及大数据系统中同类型压缩机的对比,最终得到故障诊断的结论。故障诊断的数据不仅需要为查找故障服务,更多的是为螺杆压缩机的预防性维护提供可靠的依据,节约维护时间和成本,降低设备的故障率,延长压缩机的使用年限。
2.2 故障诊断的方法
螺杆压缩机故障诊断的方法按照不同的维度可以划分为直接与间接故障诊断法、外部和功能诊断法、实时和定期监测诊断法、简单和准确诊断法等。螺杆压缩机的故障诊断范围包括组成部件、结构单元和整体构造。在实际的故障诊断过程中,工作人员可通过对噪声、振动、压力等进行实时监测,掌握螺杆压缩机故障诊断的第一手资料,为后续的间接故障诊断和定期监测诊断提供基础。螺杆压缩机故障的所有诊断方法需构建成一个完整的故障诊断体系,它的构建离不开检测性能、诊断性能和综合性能三大指标的作为基础:①检测性能指标,涉及一个故障检测系统对“小”故障信号的检测能力,故障检测的及时性,故障的误报率和漏报率;②诊断性能指标,涉及故障分离能力和故障辨识的准确性;③综合性能指标,涉及鲁棒性和自适应能力。
2.3 螺杆压缩机故障诊断的具体方式
对于螺杆压缩机的故障诊断,一般通过分布在其各部件上的传感器来获取数据,通过物联网将数据传输至故障诊断数据库,运用信号判断法进行诊断,这就是故障诊断中早期微弱的故障特征值提取。在传统故障诊断中,诸如整体时域波形分析、小波分解、单通道频谱分析、EMD(Empirical Mode Decomposition,经验模态分解)以及双通道轴心轨迹分析等都有各自的使用场景,与现代的智能诊断方法相比仍存在不小的差距,但是也有易观察等优点。例如,整体时域波形分析只要在波形中出现明显的幅度变化,就可以认定为异常。单通道的频谱图可以直观地发现碰撞、磨损以及平衡方面的问题,为寻找故障原因提供帮助。
近年来随着机器学习技术的发展,出现了运用特征迁移法进行螺杆压缩机故障诊断的方式,这也是基于时域、频域指标提取和最大信息系数算法基础之上的。最优特征的选取是特征迁移方式的关键,通过标准化的欧氏距离来表示螺杆压缩机故障特征的类内和类间距离,使用无监督K 均值聚类的方法对故障诊断的样本进行筛选,提高故障诊断的精准度。
3 螺杆压缩机的典型问题处理
通过对某公司螺杆压缩机机组近3 万个监测点的数据监测,运用特征迁移法进行故障诊断,不难发现振动烈度值的异常波动是影响螺杆压缩机运行的典型问题。根据螺杆压缩机故障诊断中发现的问题,采取了以下减振处理措施:①进行阴阳螺杆的动平衡试验,发现阴螺杆比阳螺杆偏重1 g,随后进行直线度的检查,判断其是否满足需求;②检查轴承并更换,虽然螺杆压缩机的轴承未发现肉眼可见的裂缝和严重的磨损,但是经过认真检查发现轴承的滚柱和滚球上均有细小的裂痕,是轻微碰擦留下的痕迹,结合大数据系统的判断,轴承达到了预防性维护需要更换的年限;③校对联轴器,联轴器是连接电机和压缩机的产物,在安装和使用的过程中会导致螺杆不能和中心进行很好的对准,需要借助于红外线激光仪进行校正和对齐;④校准螺杆排气端面与排气端板之间的间隙,使其保持在设计范围之中。通过上述4 个步骤的处理,螺杆压缩机频谱和峰值分布范围均达到了预期要求,振动问题得到解决。
4 结语
通过科学的螺杆压缩机故障诊断方法和整个故障诊断体系的搭建,使得螺杆压缩机的故障得到了及时处理,节省了设备故障抢修的时间,提高了螺杆压缩机的可用性。通过大数据、机器学习等新型信息技术的辅助,使得螺杆压缩机的故障诊断更加准确,也更具效率。未来将通过对螺杆压缩机故障类型的细分,收集更多的机器历史运行数据,进行更多场景故障诊断的实践,力争使螺杆压缩机故障诊断的准确率再上一个新台阶。