厚度及拉伸对PET 光学性能的影响
2022-06-01米晨露
刘 敏,许 佳,田 凯,米晨露,文 军
(1 乐凯医疗科技有限公司 河北 保定 071054)
(2 河北省医用影像材料及应用技术创新中心< 筹> 河北 保定 071054)
0 引言
聚酯薄膜是以聚对苯二甲酸乙二醇酯为原料,采用流延挤出法制成厚片,再经拉伸制成的薄膜材料。双向拉伸聚酯薄膜简称BOPET,无毒,具有良好的透明性及阻隔性,又因其具备强度高、电绝缘性好等特性,被广泛应用于包装、电子电器、信息记录材料等领域[1]。
在实际应用中,流延挤出的PET 铸片无论是力学性能还是光学性能均不能充分发挥材料应用的功能,往往需要对铸片进行拉伸处理。在PET 薄膜的玻璃化温度以上、熔点以下的温度范围内(高弹态下),将薄膜沿平面坐标进行横纵两个方向拉伸,薄膜内部的分子链会产生一定程度的拉伸取向,进行有序排列,使拉伸后的PET 薄膜的光学性能得到改善[2-3]。
本文通过PET 切片制备PET 薄膜,并对薄膜进行双向拉伸,对薄膜拉伸后光学性能的变化做了初步研究,为车间生产提供了必要的工艺依据。
1 实验部分
1.1 实验原料与实验仪器
实验原料:PET 切片,购自仪征化纤。
实验仪器见表1。
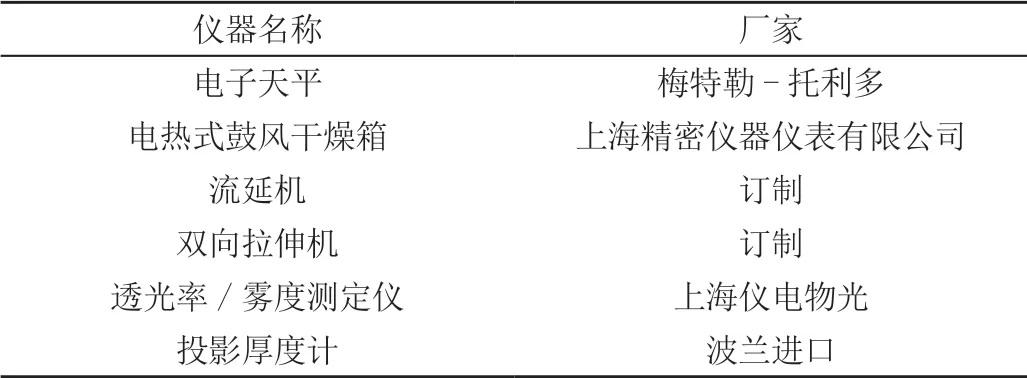
表1 实验仪器及厂家Table 1 Experimental instruments and manufacturers
1.2 PET 铸片的制备
准备PET 切片,先在烘箱进行结晶干燥,去除切片多余的水分后,加入流延机内进行熔融挤出。调整流延机车速及模头唇口间隙,熔融状态的PET 树脂经冷却辊迅速冷却,形成一定厚度的铸片。将铸片进行拉伸定型,形成PET 薄膜。PET 薄膜制备流程见图1。
1.3 PET 铸片的拉伸
将双向拉伸机进行预热,控制拉伸机温度110 ~130 ℃之间,对不同厚度的PET 铸片进行双向拉伸,拉伸后的铸片统称薄膜。
2 实验结果
实验共制备4 种厚度铸片,分别为600 μm、900 μm、1 200 μm、1 500 μm,选取3×3、4×4、5×5 倍拉伸倍率,测试每种铸片经过不同倍率拉伸后薄膜厚度、透光率及雾度的变化。实验结果见表2。

表2 薄膜在不同条件下的性能Table 2 Properties of films under different conditions
从表2 可以看出,随着薄膜厚度的增加,薄膜的透光率逐渐下降,雾度逐渐升高;铸片经过双向拉伸后,透光率呈上升趋势,雾度逐渐下降。
由表2 及图2 可以看出,随着铸片厚度的增加,铸片的透光率降低,雾度增大。
图3 和图4 分别为4×4 拉伸倍率及铸片厚度为900 μm 时的相关变化趋势。
由表2、图3、图4 可知,随着薄膜厚度的增加,薄膜的透光率逐渐减小,雾度逐渐增大。由图4 可知,随着拉伸倍率的增大,薄膜透光率逐渐上升,雾度逐渐减小。
3 结论
(1)厚度是影响PET 薄膜光学性能的因素之一,随着厚度的增大,PET 薄膜透光率下降,雾度上升。
(2)双向热拉伸会提高薄膜的光学性能,PET 薄膜经过拉伸后,透光率增大,雾度降低。