发动机缸体清洁度提升方法
2022-05-31符式金王飞王洋
符式金 王飞 王洋



摘 要:发动机缸体作为发动机主要零部件之一,其清洁度对发动机的装配、使用性能及可靠性都有较大的影响。本研究以一款直列四缸发动机铸铁材料缸体为研究对象,从缸体机加工毛刺产生机理、毛刺去除等方面出发,研究缸体清洁度的提升方法。通过参数优化、刀具选型、去毛刺工具、加工工艺顺序调整等方法,来解决缸体毛刺问题,从而提升缸体的清洁度。
关键词:缸体;清洁度;毛刺
中图分类号:TP2 文献标志码:A 文章编号:1003-5168(2022)9-0047-04
DOI:10.19968/j.cnki.hnkj.1003-5168.2022.09.009
Analysis on the Method of Improving Cleanliness of Engine Cylinder Block
FU Shijin WANG Fei WANG Yang
(SAIC General Wuling Automobile Co.,Ltd.,Liuzhou 545007,China)
Abstract:As one of the main parts of the engine,the cleanliness of the engine cylinder has an important impact on the assembly,performance and reliability of the engineIn this study,an in-line four-cylinder engine cast iron cylinder as the research object,from the cylinder machining burr generation mechanism, burr removal method to explore the method of cylinder cleanliness improvement.Through parameter optimization, tool selection,deburring tools,processing process sequence and other methods,to solve the burr problem of cylinder block,improve the cleanliness of the cylinder block.
Keywords:cylinder body;cleanliness;burr
0 引言
作為发动机的主要零部件之一,发动机缸体的清洁度对发动机的装配、使用性能及可靠性有着重要的意义。缸体清洁度过低,则残留的毛刺、杂质等会掉落到运动部位或进入冷却油道,从而导致运动副异常磨损、拉缸、曲轴抱死等,还会影响发动机的装配,导致螺栓拧紧时出现卡滞现象,严重时会出现螺纹孔滑牙问题。目前,主要通过中间清洗和最终清洗来控制发动机缸体的清洁度。而这两种工艺方法存在的问题有两类:一是缸体外部部分铣面边缘和螺纹孔孔口边缘有翻边毛刺;二是内部主油道贯穿位置、钻通孔出刀侧、曲轴孔等边缘有翻边毛刺。毛刺问题严重影响发动机的使用性能及可靠性。
本研究旨在探究发动机缸体机加工毛刺的产生机理和去除方法,提升缸体的清洁度,从而降低毛刺对装配的影响,提升发动机的使用性能和可靠性,从而提升发动机的产品品质。
1 毛刺形成机理及处理措施
本研究探究的发动机缸体材质为铸铁材料,其具有较高的韧性、延展性等特性。金属材料的加工是在切削刀具的强力作用下,零件加工面会产生塑性变形,当塑性变形区大于切削层厚度时,加工表面在切削力的作用下,金属材料因受到挤压和撕裂,从而产生毛刺,临近该塑性变形区的边、角、棱以及孔口等部位都会产生毛刺[1]。
对于发动机缸体来说,毛刺主要产生于加工面、贯穿孔出口及螺纹孔进刀孔口边缘等部位。对于缸体机加工来说,无法避免毛刺的产生,但可通过分析毛刺形成的机理、应用刀具选型、优化刀具刃口结构参数、变更加工工艺顺序、优化加工参数、优化加工路径、使用去除毛刺工具等措施来解决毛刺问题,从而提升发动机的产品质量。
2 钢印面棱边毛刺
缸体钢印面棱边毛刺不仅会影响发动机装配钢印码的拓印质量,还会影响拓印的操作效率。在发动机装配过程中,毛刺易掉落到曲轴孔里,易造成曲轴抱死等故障。
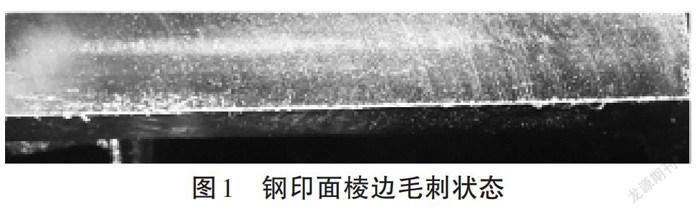
缸体钢印面加工时先铣削钢印面,然后再铣削缸体后端面。在铣削缸体后端面过程中,材料因受到切削刀具的挤压而产生变形,并在钢印面与后端面相交的棱边产生毛刺(见图1)。
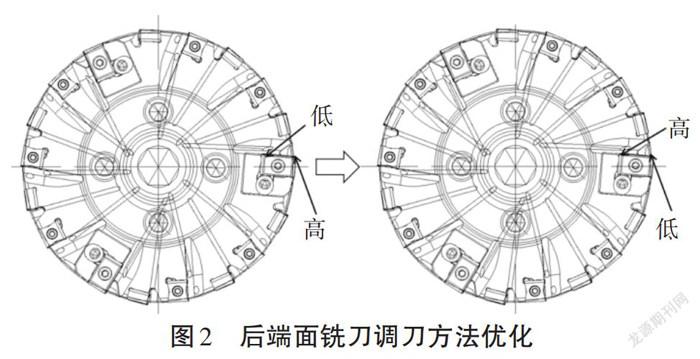
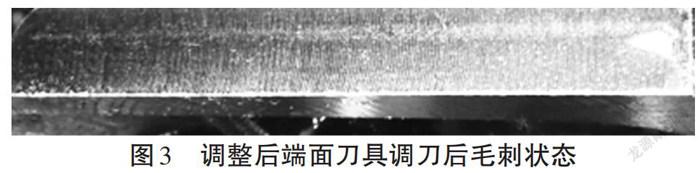
清洗机无法有效地去除钢印面与后端面相交棱边的毛刺,为了能够有效地去除钢印面棱边毛刺,首先要解决毛刺过大的问题。通过优化后端面铣刀刀具的调刀方法(见图2),将精刀片的外高调整为内高,可增大精刀片参与切削的刃口长度,降低后端面铣刀的精刀片磨损速度,从而确保精刀片刃口锋利度,减小材料受到的挤压作用,达到减小毛刺的效果(见图3)。
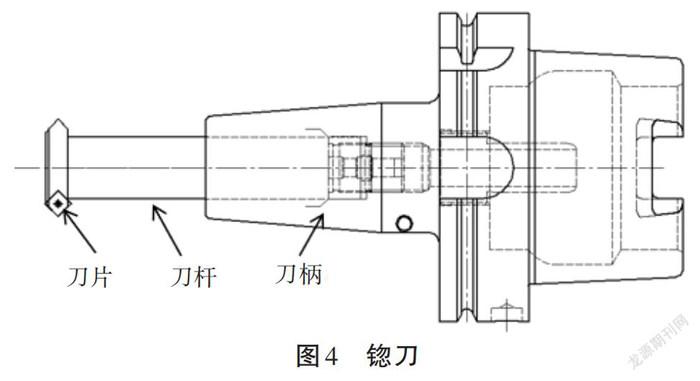
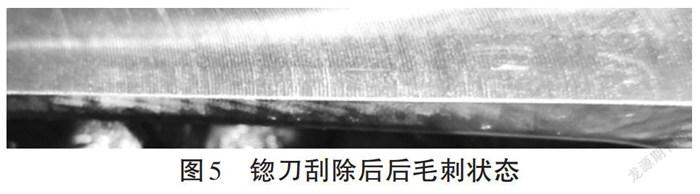
为了进一步去除钢印面棱边的毛刺,通过新增锪刀措施(见图4),采用锪刀锪小倒角的方式,来刮除钢印面与后端面相交棱边毛刺,通过试验验证表明,该方法可有效去除毛刺,锪刀刮除后具体状态如图5所示。
3 主油道贯穿交叉部位毛刺
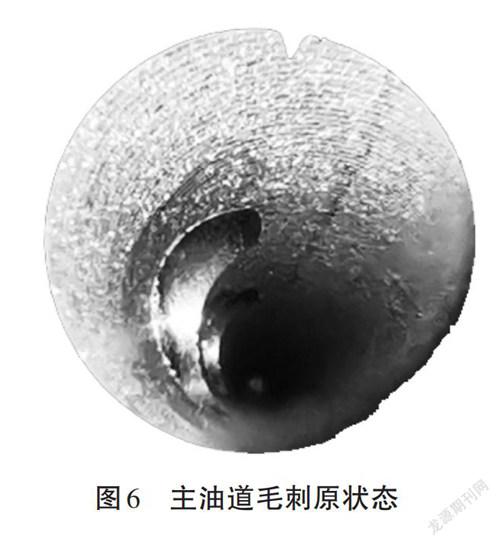
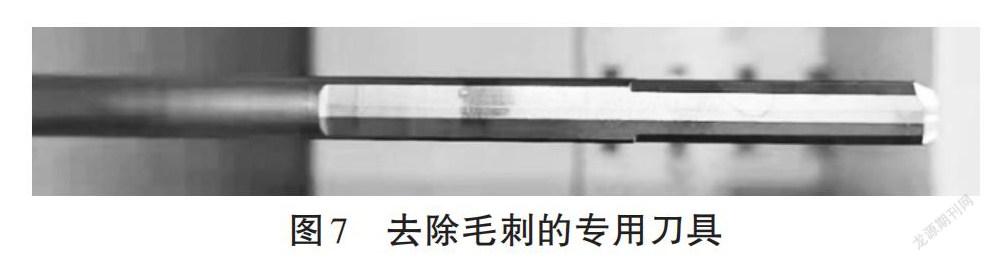
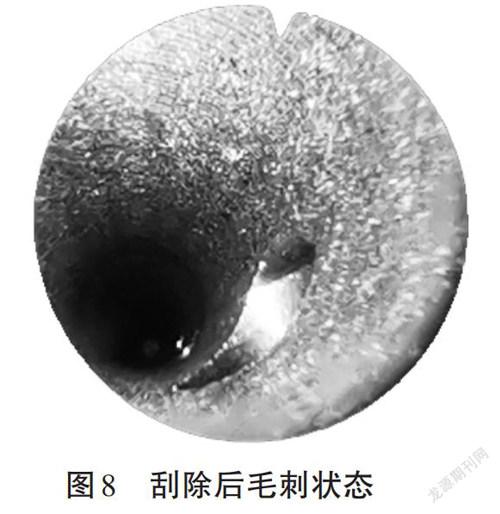
缸体主油道贯穿交叉部位的毛刺会导致OCV阀芯卡滞、曲轴孔抱死等问题。目前,缸体加工工艺为先钻主油道,后钻曲轴孔的斜油孔以及其他辅助油道。在加工过程中材料受挤压力的作用,在贯穿交叉孔出口处因挤压变形而产生的毛刺均朝向主油道内侧,状态如图6所示。毛刺产生的朝向统一且朝向主油道内侧,去除较为便利。采用清洗机高压清洗工位的高压水(压强为20~30 MPa)来去除主油道贯穿交叉部位的毛刺,该方法为非接触式去毛刺。由于该部位的毛刺粘连较为牢固,致使毛刺无法被有效去除。为了提高毛刺去除能力及去毛刺的可靠性,通过新增接触式的专用刀具来刮除毛刺(见图7),主油道贯穿交叉部位的毛刺改善效果显著,主油道贯穿交叉部位的毛刺可被有效去除(见图8)。
4 曲轴孔毛刺
缸体曲轴孔毛刺易造成曲軸抱死等问题。由于缸体曲轴孔直径较大,其塑性变形区大于切削余量的厚度,曲轴孔表面在切削刀具的挤压力作用下,曲轴孔刀具切出侧受挤压和撕裂产生毛刺(见图9),曲轴孔毛刺主要分布在其出刀侧整个侧棱圆圈上。由于毛刺粘连较为牢固,仅使用清洗机清洗工艺无法有效地去除毛刺。
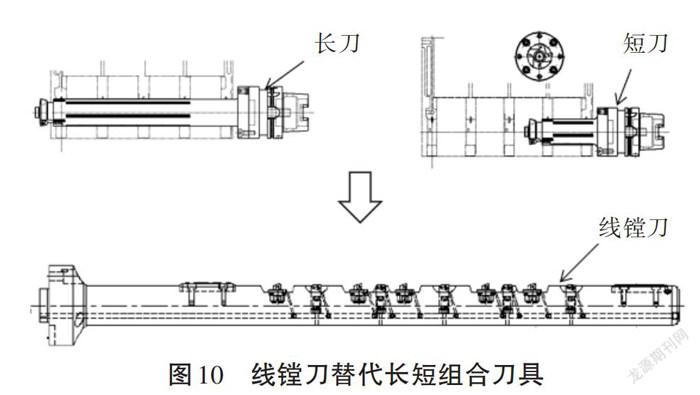
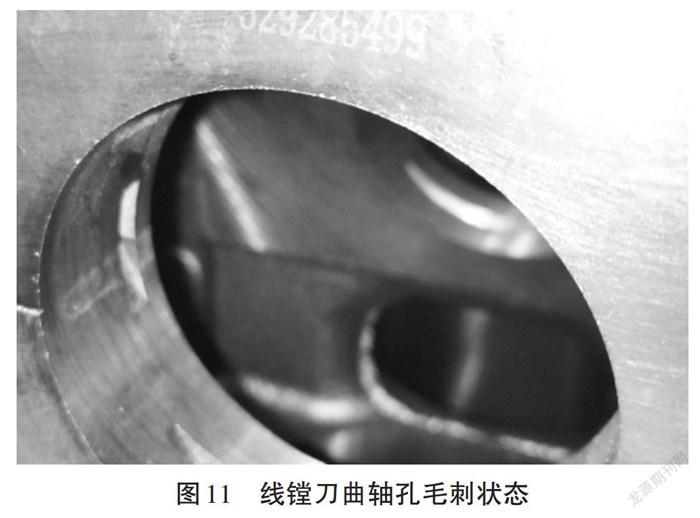
切削刀具的刃口磨损越大,刃口的锋利度就越低,曲轴孔加工表面材料受到的挤压力就越大,产生的毛刺就越多且越大。为此,采用线镗刀替代长短组合刀具(见图10),可有效减少加工的换刀时间,从而降低加工参数,转速和进给从F198S550降低到F120S800,从而降低曲轴孔切削刀具刃口的磨损速度,确保刀具在寿命期间刃口的锋利度。采用线镗刀后,曲轴孔毛刺的数量显著减少,且存在的毛刺变小,使用线镗刀加工后曲轴孔毛刺状态如图11所示。
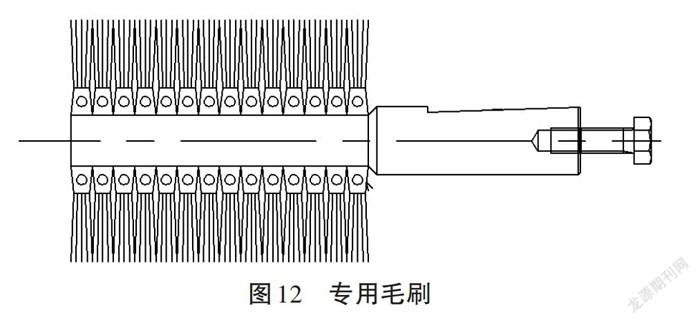
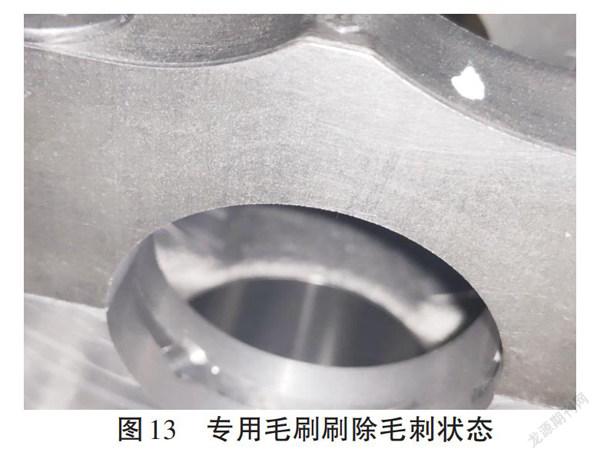
为了能够更好地去除曲轴孔毛刺,增加了去毛刺的专用毛刷,通过毛刷可机械接触式去除毛刺,能够更有效地去除毛刺。为了确保毛刺去除效果,且要保证曲轴孔表面不被划伤,毛刷要满足合适的硬度和强度。因此,选择SiC、Al2O3等原料,通过熔融、挤压和拉制等工艺,生产出磨料丝材质的毛刷(见图12),该材质的毛刷具有合适的软硬度、较高的耐高温和耐磨性能,且稳定性高、抗弯恢复能力强,从而确保毛刷具有较高的寿命,且去除毛刺的效果良好。增加专用毛刷去毛刺后,曲轴孔边缘基本上没有毛刺(见图13)。
5 主轴承盖安装螺纹孔口边缘毛刺
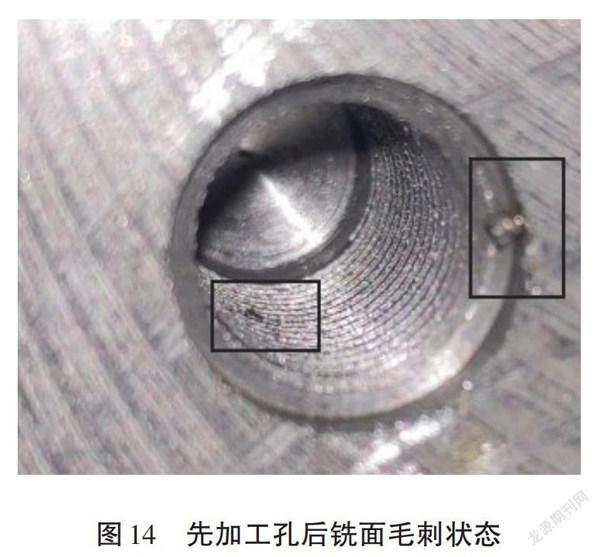
缸体主轴承盖安装螺纹孔口边缘的毛刺有掉落到螺纹孔内部的风险,将导致后工位轴承盖在安装过程中出现螺栓拧紧卡滞现象,甚至出现螺纹孔滑牙单位问题。不仅影响生产效率,还会导致缸体零件报废。通过分析发现,在铣面过程中,材料在挤压力作用下,在螺纹孔口产生朝向孔内侧的较大毛刺(见图14)。
为减少该螺纹孔口的毛刺,将加工工艺顺序调整为先铣面再钻孔攻丝。调整加工工艺顺序后,该螺丝孔孔口的毛刺显著减小,毛刺朝向由内侧变为外侧(见图15),可有效降低螺栓安装滑牙等风险。
6 机油滤清器进油孔毛刺
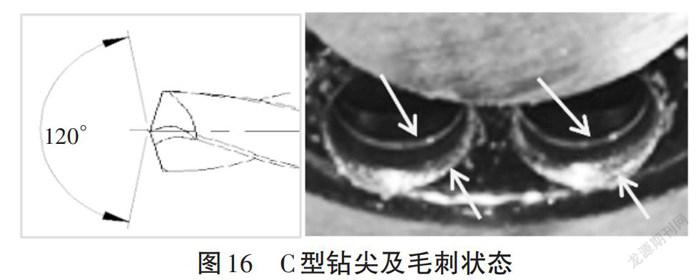
如果缸体机油滤清器进油孔存在毛刺会造成滤清器堵塞、供油不足,进而导致发动机润滑不良,从而引发拉缸故障。机油滤清器进油孔是在毛坯面直接进行钻孔,使用C型钻尖钻头加工,孔口毛坯面受到挤压易产生毛刺。当钻头即将钻通时,出口处材料出现塑性变形,钻头外缘刃口切削的三角形部分材料受到轴向切削力的作用从而产生变形,并向外侧弯曲变形,在钻头后刀面和棱边作用下继续卷曲,最终形成卷边或毛边毛刺(见图16)。
为了减少钻通孔出(入)口处的毛刺产生,选择E型钻尖钻头来对机油滤清器进油孔进行加工,提升钻孔的定心,从而减少进口毛刺的产生,由于钻头刃口锋利,可使孔出口处的毛刺得到显著减少(见图17)。
7 结语
本研究通过对铸铁缸体5个易产生毛刺加工工艺中的毛刺产生机理进行分析,提出相应的解决措施。通过锪刀锪小倒角来刮除钢印面棱边毛刺,使用接触式刀具来刮除主油道贯穿交叉位置的毛刺,通过线镗刀具、参数优化和专用毛刷来解决曲轴孔的毛刺,调整加工工艺顺序来减少主轴承盖安装螺纹孔孔口毛刺的产生,使用E型钻尖钻头来减少机油滤清器进油孔入口和出口处的毛刺。
上述多个措施能够有效地减小缸体机加工的毛刺,解决毛刺对发动机装配的影响,提升缸体的清洁度,从而提高发动机的使用性能以及可靠性。本研究仅从加工方面出发,探讨如何提升发动机缸体的清洁度,而对缸体整体清洁度的提升,需要从毛坯的铸造、加工、存储以及转运等多个环节分别进行控制,才能更全面地提升缸体清洁度,确保发动机的产品质量。
参考文献:
[1] 徐立锦.金属切削毛刺的生成机理与对策[J].湖北汽车,1995(3):39-42.
