细粒铁尾矿制备再生骨料的工艺研究
2022-05-30潘经文宋少先赵云良李洪强
潘经文 夏 令 宋少先 赵云良 李洪强,2 朱 江
(1.武汉理工大学资源与环境工程学院,湖北 武汉 430070;2.武汉工程大学兴发矿业学院,湖北 武汉 430205;3.湖北三鑫金铜股份有限公司,湖北 黄石 431500)
作为重要的矿产资源,人们对铁的需求日益增加。过度的开采导致铁尾矿的大量排放,2018年我国产生的铁尾矿总量已达4.76亿t,约占全国尾矿总量的39%[1]。铁尾矿的大量堆积不仅污染土壤环境,还增加企业成本[2-4]。尽管2018年我国铁尾矿综合利用率达到27.69%,但仍低于国外平均水平[5],铁尾矿的综合利用研究仍需受到重视。
近年来,我国基建水平显著提升,消耗大量的混凝土。骨料是混凝土及其制品的基本组成材料[6],目前其制备大多使用废弃建筑垃圾[7-8],物料经破碎、筛分后得到合适粒级的再生骨料。但废弃混凝土构件破碎过程中,表层旧的水泥石和砂浆会产生裂缝,使得再生骨料的压碎值和吸水率偏大,抗压强度偏低[8-9];此外,建筑垃圾制备的再生骨料成分复杂,除满足骨料要求的基本成分外,还含有少量的有机、无机杂质[10]。铁尾矿主要成分是硅酸盐矿物,适用于硅酸盐建筑材料领域[11-12]。目前,细粒铁尾矿和再生骨料之间的技术转化不仅成为了尾矿资源化利用的一个新方向,而且对再生骨料的生产提供新思路,成为大宗工业固废资源化利用的研究热点。
基于此,本研究以山东某细粒铁尾矿为主要原料,开展了细粒铁尾矿制备再生骨料试验研究,以期制得符合要求的再生骨料,缓解骨料市场需求的同时提高铁尾矿的利用率。
1 试验原料
本试验所用的铁尾矿取自山东某铁矿山,其粒度分布和化学组成分别见图1、表1,结果表明该尾矿符合制备再生骨料的要求;黄砂为市售建筑用砂,其颗粒级配见表2;水泥为华新PO 42.5水泥,其物理性质见表3;石膏为市售普通石膏;三乙醇胺购自国药集团化学试剂有限公司,分析纯。

图1 铁尾矿激光粒度分布分析结果Fig.1 Analysis results of laser particle size distribution of the iron tailings

表1 铁尾矿化学成分分析结果Table 1 Analysis results of chemical composition of the iron tailings %

表2 黄砂骨料颗粒级配Table 2 Particle grading of sand aggregate

表3 水泥物理性质Table 3 Physical properties of the cement
2 试验方法
2.1 试块制备及养护方法
首先按照设定的比例称取铁尾矿、黄砂、水泥和石膏,然后一起倒入砂浆搅拌机内干混5min,之后将混有一定比例三乙醇胺的水倒入搅拌机内湿混5min;紧接着把混合好的拌合物放入直径为5 cm、高为6cm的模具中,设定成型压力为20 MPa,脱模后得到试块;将试块放入铺满卫生纸的搪瓷托盘中,在上面盖上一层塑料薄膜,保持密封状态,然后按照一定的方式喷水,到特定的养护龄期后测定试样的抗压强度。试验的成型水分为13%,成型方式为压制成型,养护方式为自然养护。
2.2 测试方法
使用马尔文APA2000激光粒度仪测定铁尾矿的粒度分布,通过X射线荧光光谱仪测定铁尾矿的化学组成,采用Phenom 6.0扫描电子显微镜表征样品的微观形貌;再生骨料的压碎值、坚固值和有机物含量测定参考国家标准《建设用砂石、碎石》(GBT 14685—2011)。
通过天辰压力机测试试样的抗压强度,具体过程为:将试样浸没于水中,浸泡48 h后取出试样并擦干表面,置于天辰压力机上进行抗压试验,加荷速度为0.5~1MPa/s,记录破坏时荷载F,取试样顶面和底面的算术平均数作为截面积A,计算抗压强度R=F/A。
3 试验结果与讨论
3.1 物料配比试验
试验原料包括铁尾矿、黄砂、水泥、石膏、三乙醇胺,其中铁尾矿是制备再生骨料所需要消耗的原料,在水泥砂浆中作为微骨料进入大颗粒堆积的空隙中,能增加试样的致密性;黄砂作为组分中的大骨料,可以调节物料的级配,提高堆积密度;水泥熟料与水接触发生水化反应,其矿物相中的钙、硅和铝等离子经水化生成的胶状物起主要作用[13];石膏可以促进水化反应进行,加速胶凝物质的结晶过程[14],但过量的石膏反应会产生膨胀应力;三乙醇胺作为外加剂,能够有效地改善水泥的物理力学性能,促进水泥的水化。
为了确定最佳的物料配比,在三乙醇胺添加量为水泥含量的0.01%的条件下,选取黄砂、水泥和石膏3个条件,设计三因素三水平的正交试验,具体配比见表4。
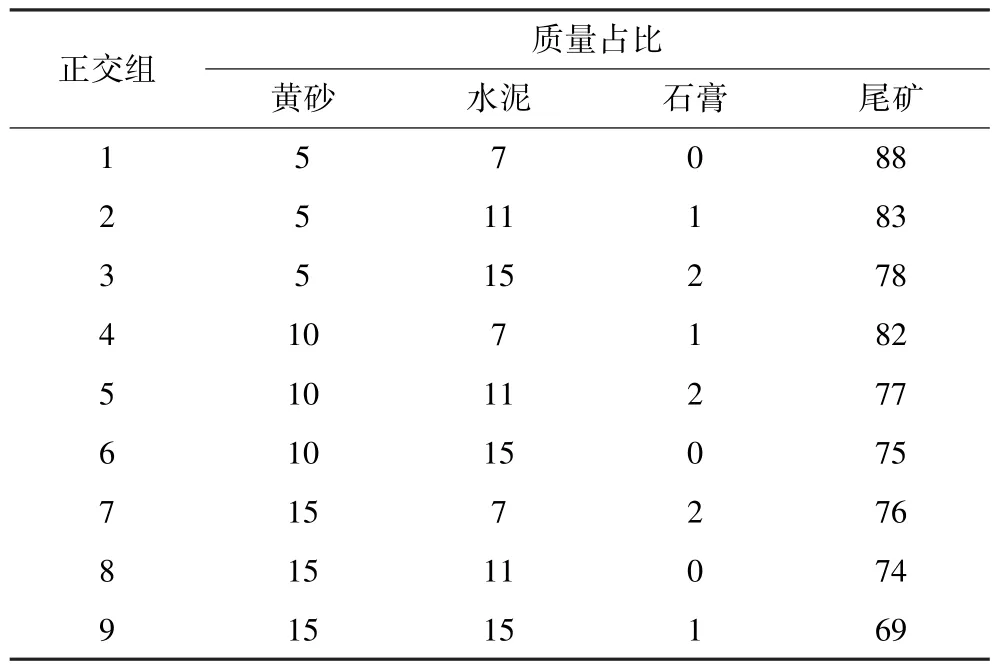
表4 正交试验设计Table 4 Design of the orthogonal experiment %
对上述9个正交组进行试验,使用砂浆搅拌机搅拌物料。养护期间每天喷水2mL,分别测定7 d、14 d和28 d试样的抗压强度,结果见表5。
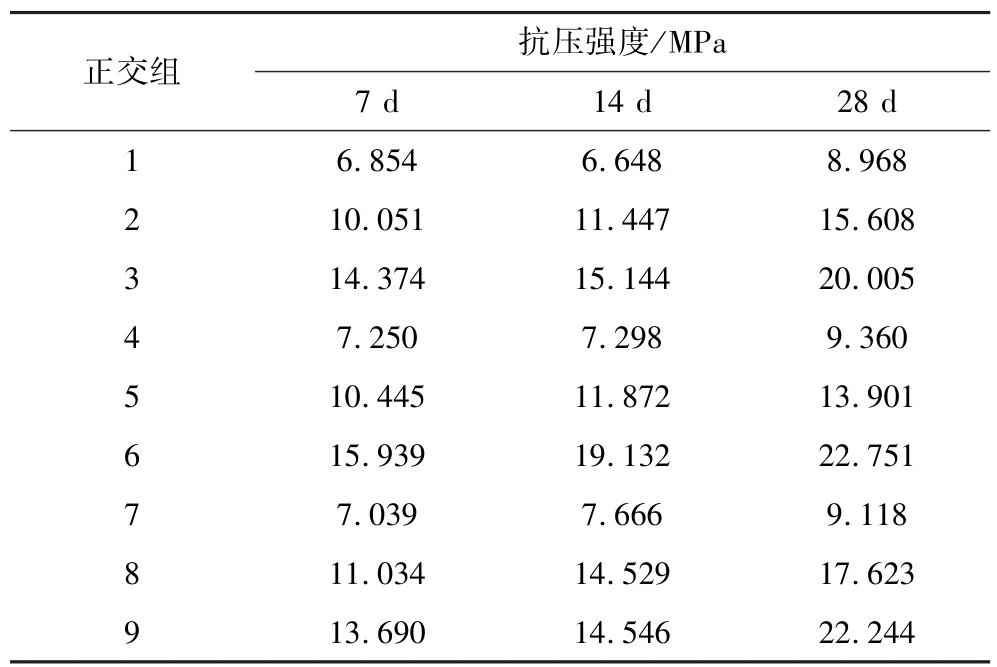
表5 正交试验结果Table 5 Results of the orthogonal experiment
由表5可知,正交组6制得的试样,其7 d、14 d和28 d的抗压强度均最大。此外,相较于其他组,正交组6中未添加石膏,这不仅减少了添加的配料种类,同时避免了试样中硫含量的超标。
对28 d抗压强度的结果进行极差分析,得到黄砂、水泥和石膏的极差值分别为1.468、12.518和2.106,这说明水泥含量对试样28 d的抗压强度的影响最大,石膏次之,黄砂最小。
3.2 喷水方式影响试验
喷水方式影响试样的最终抗压强度[15]。本试验模拟自然养护方式,通过喷入适量自来水来保持试样的湿度环境。正交试验现象表明,托盘上部的吸水材料卫生纸湿润,部分水停留在试块表面,未被完全吸收。说明单块砖每天喷水量为2 mL时,试块所需水量处于过多状态,并非最佳的养护条件。为此,采用正交组6的物料配比,使用砂浆搅拌机搅拌物料,探究喷水量对试样抗压强度的影响,试验结果见表6。

表6 不同喷水量对试样抗压强度的影响Table 6 Influence of different water spraying on compressive strength of the samples
由表6可知,随着喷水量的减少,试块的抗压强度随之增加。当不喷水时,试块7 d、14 d和28 d的抗压强度均为最佳,28 d试样的抗压强度最大为31.161MPa,符合国家标准。宋智强[16]指出塑料薄膜覆盖可以隔绝空气,阻止混凝土中的水分向环境散失来达到养护的作用。这说明在搅拌过程加入的成型水量满足了试块水化反应所需的水分,不需额外喷水。
3.3 搅拌工艺影响试验
高速搅拌机可充分分散水泥,从而使水化反应更加完全[17]。为考察搅拌工艺对试样抗压强度的影响,采用正交组6的物料配比,不额外喷水,选取JJ-5砂浆搅拌机和SHR-10A高速混合机进行搅拌工艺试验研究:一次搅拌,即将配料倒入后先低速搅拌1 min,再加入水继续高速搅拌1 min,冷却后取出;二次搅拌选用先拌砂浆法,即先将铁尾矿、水泥和一半的补充水加入,高速搅拌1 min,再加入一半的水和黄砂继续搅拌1 min,冷却后取出。搅拌工艺试验结果如表7所示。

表7 搅拌工艺对试样抗压强度的影响Table 7 Influence of stirring mode on compressive strength of the samples
由表7可知,高速混合机一次搅拌后试块28 d抗压强度为32.742 MPa,显著高于砂浆搅拌机一次搅拌后的22.751 MPa,提升43.9%。此外,观察试验过程发现:砂浆搅拌机内部的物料有部分大颗粒团聚,这将影响后续的水化反应;高速混合机内部的物料呈粉状,粒度细,均一性好。说明高速混合机对物料搅拌和打散效果更好,能保证物料和水泥的充分混合。
在高速混合机搅拌中,二次搅拌后试块28 d抗压强度较一次搅拌的提高了1.018 MPa。焦予民[18]指出水泥浆体和砂之间的界面过渡区是最薄弱的环节,而二次搅拌相对于传统的一次搅拌可改善过渡区的强度。因此,高速混合机的二次搅拌工艺所得试块抗压强度最佳。
3.4 再生骨料成品表征
在最佳制备条件下制得试样,将其破碎、筛分。破碎一块试样共获得破碎骨料2 027g,采用套筛对骨料进行分级,其中-4.75 mm粒级占6.71%、4.75~9.5mm粒级占 12.14%、9.5~19 mm粒级占33.76%、19~37 mm粒级占47.39%。参照《建设用卵石、碎石》(GB/T 14685—2011)按质量、粒度要求送样测试,结果见表8。

表8 再生骨料的综合性能指标Table 8 Comprehensive performance indexes of recycled aggregate
由表8可知,再生骨料的压碎指标、坚固值和有机物含量均达到标准,即再生骨料综合性能良好。
4 结 论
(1)物料配比试验表明,水泥含量对试样抗压强度的影响最大,石膏用量次之,黄砂用量最小;最佳物料配比为:10%黄砂、15%水泥和75%尾矿,外加剂三乙醇胺用量为水泥含量的0.01%。
(2)养护过程以喷水量为变量,在覆膜的情况下,13%的成型水分可满足试块的水化反应,水量过多会降低试块的抗压强度。
(3)相较于砂浆搅拌机,高速混合机搅拌量大,配料搅拌均匀,无颗粒团块,所得试样抗压强度更大,二次搅拌后抗压强度达33.760 MPa。最佳条件下制得的再生骨料成品的压碎值、坚固性和有机物含量符合《建设用卵石、碎石》(GB/T 14685—2011)标准要求,具有一定的发展前景。
