一种擦窗机卷扬缠绳辅助工装的设计与应用
2022-05-28田春伟李沿沿李玉杰王进进郝子超
田春伟,李沿沿,李玉杰,王进进,郝子超
(北京凯博擦窗机械科技有限公司,河北 廊坊 065000)
卷扬机构是擦窗机的核心部件,在卷扬机构的生产和检验过程中,由于缺少合适的辅助缠绳工具,在按照实际工况进行缠绕钢丝绳、检测排绳效果时,一直都是靠人力拉绳,如果进行多次反复排绳实验,更是一个费时费力的难题。因此,设计开发一种擦窗机卷扬缠绳辅助工装,可以在卷扬缠绳或排绳检测试验时解放人力,实现自动化,大大提高了工作效率,节省人工和时间成本。
1 辅助工装的结构组成
该工装设计巧妙、结构简单、使用方便,主要有两大部分组成,包括2 个力矩卷筒和1 个测力计米器。力矩卷筒主要由卷筒支架、卷筒、驱动轴、减速电机和电控箱等部件组成。减速电机和带座轴承固定在卷筒支架上分别支撑驱动轴的两端,驱动轴上安装2 个可以独立绕轴转动的卷筒,在对应卷筒两端的驱动轴上螺接有可调节的圆螺母,在圆螺母与卷筒腹板之间的驱动轴上依次套装有蝶形弹簧与压盘,压盘与驱动轴通过键连接随轴转动,在压盘上固定有摩擦片,摩擦片靠碟簧紧压在卷筒腹板上。力矩卷筒的结构组成如图1 所示。
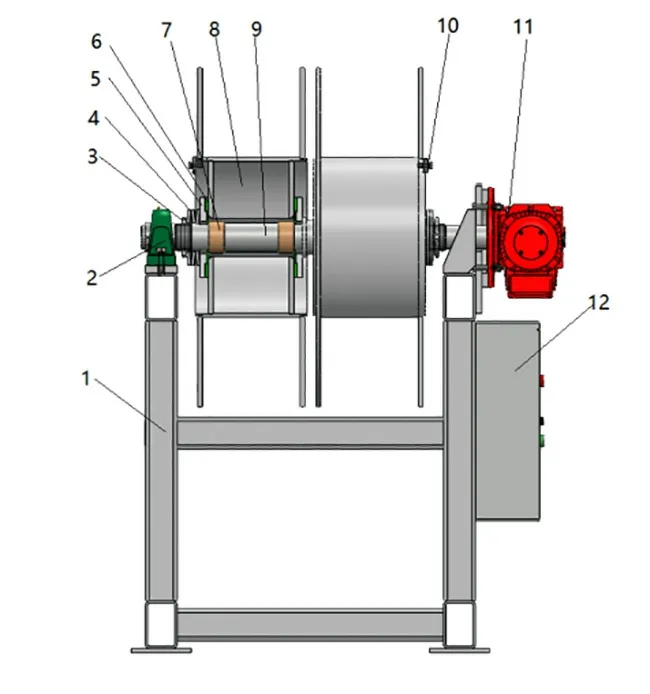
图1 力矩卷筒结构组成示意图
测力计米器主要有测力轮、计米轮、拉力显示屏、长度显示屏和控制按钮等组成,测力轮连接销轴传感器,计米轮装有旋转编码器,传感器和编码器通过数据线连接控制器,控制器最终和各自的LED 显示屏连接。测力计米器的结构组成如图2 所示。
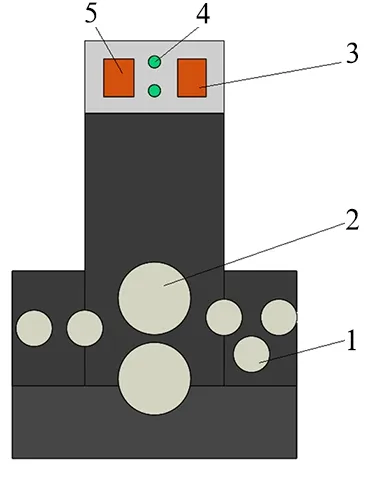
图2 测力计米器结构组成示意图
2 辅助工装的工作原理
力矩卷筒与擦窗机卷扬系统的钢丝绳连接,钢丝绳经过测力计米器,就形成了一套能精确测量钢丝绳长度、能准确设定钢丝绳拉力、可以自动收放钢丝绳的卷扬缠绳辅助工装。辅助工装的工作示意图如图3 所示。
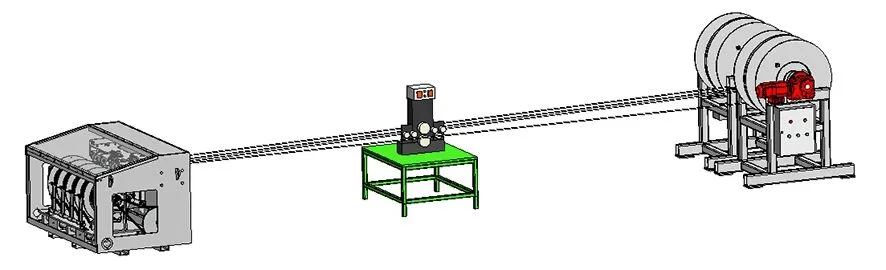
图3 辅助工装工作示意图
擦窗机卷扬机构在生产中缠绳时,首先需要把钢丝绳缠绕到力矩卷筒上,钢丝绳的端头固定到卷筒上,启动减速电机带动驱动轴和压盘旋转,压盘把摩擦片紧压在卷筒腹板上,通过摩擦力传递扭矩带动卷筒旋转缠绕钢丝绳,完全缠绕后停机,钢丝绳的另一端穿过测力计米器,固定在卷扬机构的卷筒上,启动卷扬机构缠绕钢丝绳,这时力矩卷筒的减速电机处于停机状态,驱动轴在电机的制动器作用下静止,卷筒在钢丝绳的拉力下,旋转力矩等于摩擦片的摩擦力矩时,卷筒开始转动放绳,测力计米器计米轮上的编码器和测力轮上的传感器会把信号传到控制器,控制器再控制显示器实时显示钢丝绳缠绕的长度和力矩卷筒对钢丝绳拉力。根据实际工况需要,可以通过调节力矩卷筒上每个卷筒对应的圆螺母的压紧程度,改变摩擦片对卷筒的压紧力来改变摩擦力矩的大小,以达到调节力矩卷筒拉力的目的。
卷扬机构进行反复排绳效果试验时,钢丝绳需要放出重新缠绕,卷扬机构往外放出钢丝绳时,需要同时启动卷扬机构和力矩卷筒的驱动电机,卷扬机构往外放的同时力矩卷筒缠绕钢丝绳。由于力矩卷筒的减速机转速比卷扬机构的较快,力矩卷筒上的卷筒和驱动轴的压盘通过摩擦片滑动来达到两边收放钢丝绳的速度一致,以防止力矩卷筒上的减速电机憋转而损坏电机,同时还能保证钢丝绳时刻处于拉紧状态。
3 辅助工装的设计计算
3.1 辅助工装容绳长度校核计算
为了使辅助工装满足通用性,力矩卷筒的容绳长度应大于擦窗机卷扬系统的最大容绳量500m。力矩卷筒的容绳示意图如图4 所示。
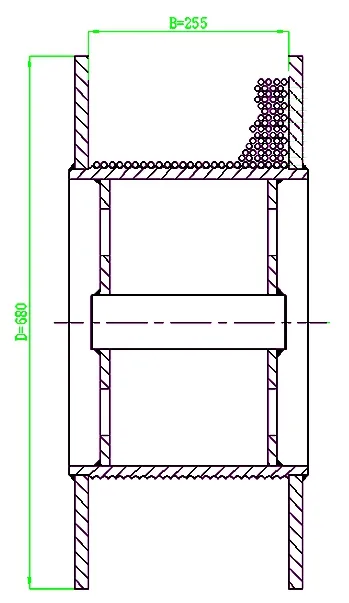
图4 力矩卷筒容绳示意图
力矩卷筒排满安全层的容绳长度为
式中L——总容绳长度;
N——每层排绳的钢丝绳圈数,N=25;
Ri——每层钢丝绳的缠绕半径;
i——钢丝绳缠绕的层数,i=1,2,3,…,10。
代入数值得:L=503m;
卷筒缠绕15 层后留的安全圈为
式中n——卷筒缠绳安全圈;
D——卷筒挡板直径;
R15——最外层钢丝绳的缠绕半径;
d——钢丝绳直径,d=9mm;
α——排绳角度,α=33.75°。
代入数值得:n=3.88 圈>1.5 圈,符合要求。
通过以上计算可知,力矩卷筒的容绳量在满足安全圈余量的情况下大于500m,满足要求。
3.2 辅助工装减速电机参数校核计算
力矩卷筒最小缠绳速度为
式中V——力矩卷筒最小缠绳速度;
n——减速电机输出转速,n=13rpm;
R1——最内层钢丝绳的缠绕半径,R1=201.7mm;
代入数值得:V=16.47m/min。
擦窗机卷扬机构最外层钢丝绳的提升速度是11.6m/min,辅助工装最小缠绳速度大于卷扬机构最外圈的最大放绳速度,故工装辅助卷扬机构放绳时始终处于拉紧状态,减速机转速满足要求。
擦窗机额定起升载荷为250kg,标准吊船自重为150kg,钢丝绳的自重是500kg,因此,卷扬机构缠绳时最大需要的钢丝绳实验拉力是以上重量之和为900kg。辅助工装需要2 个力矩卷筒提供钢丝绳实验拉力,即每个力矩卷筒能提供的拉力应不小于4 500N。每个力矩卷筒能提供的钢丝绳拉力为
式中F——每个力矩卷筒能提供的拉力;
T——电机的制动力矩,T=14Nm;
R15——最外层钢丝绳的缠绕半径,R15=306.5mm;
i——减速机的传动比。i=108.3;
代入数值得F=4 934.5N>4 500N,可以提供足够的钢丝绳实验拉力。
4 辅助工装应用中解决的问题
辅助工装的应用为擦窗机卷扬机构的生产和检验解决了3 个难题。
4.1 钢丝绳无预紧缠绕
擦窗机出厂前需把钢丝绳紧密的缠到卷扬机上,如果无缠绳工装的辅助,卷扬缠绳时钢丝绳没有预紧拉力,各层钢丝绳之间是蓬松的,当卷扬机构安装到擦窗机上进行整机实验时,由于吊载较重,蓬松的钢丝绳被拉紧后会出现上层钢丝绳挤进内层的情况,造成乱绳。在辅助工装的拉力预紧下,钢丝绳紧密结实的缠绕在卷扬机构的卷筒上,不再受实验吊载的影响。
4.2 钢丝绳无法按实际工况设定拉力
每款新开发或者改进的擦窗机卷扬机构都要进行试验,排绳效果实验和结构强度实验是其必不可少的2 个环节,都需要进行各个工况下的钢丝绳设定拉力试验,没有辅助工装时只能安装到擦窗机上通过加载实际载荷试验,在整机上试验只能验证上下几米的卷扬排绳效果,起不到实验的作用。卷扬缠绳辅助工装可以通过调节卷筒摩擦力来设定钢丝绳的拉力,真实模拟设备各工况的吊载大小,从而真实测试卷扬的结构强度排绳效果的好坏(图5)。

图5 卷扬在设定拉力下的排绳效果
4.3 卷扬排绳效果可靠性试验效率低
卷扬的排绳效果需要进行反复的多次试验才能验证其可靠性,如果没有缠绳工装的辅助,卷扬每次钢丝绳缠满后都需要依靠人力拉拽重新缠绳,效率低而且钢丝绳比较长,占用较大的生产空间。应用缠绳辅助工装后,往外导绳时卷扬机构和辅助工装一放一收,使钢丝绳自动往外导出,导出的钢丝绳直接缠绕在工装的卷筒上,节省空间又省时省力。大大提高了实验的工作效率,节省了人工生产成本。
5 结语
本文对擦窗机卷扬机构缠绳辅助工装的设计和应用做了系统的阐述,介绍了辅助工装的结构组成和工作原理,对辅助工装的设计参数进行了计算校核,并根据实际应用阐明了辅助工装在擦窗机卷扬机构生产和实验中解决的难题。对同类型产品的设计和应用具有重要的参考价值。
