乙酰柠檬酸三丁酯合成的研究
2022-05-28李洋崔治君
李洋,崔治君
(1.抚顺矿业集团有限责任公司,辽宁 抚顺 113000;2.辽宁同德环保科技有限公司,辽宁 抚顺 113000)
用于食品包装材料等的增塑剂邻苯二甲酸酯类可能诱发致癌,国外已立法限制其使用并积极寻找能够代替邻苯二甲酸酯类的无毒增塑剂。乙酸柠檬酸酯[1]是一种很具有发展前途的无毒增塑剂,美国食品与药物管理局(FDA)认为它是最安全的增塑剂之一,已批准将其用于食品包装材料、医疗器具、儿童玩具和个人卫生等方面,该物质具有同聚氯乙烯塑料等相容性好和增塑效率高等优点,而且经其增塑后,塑料低温挠曲性好,在熔封时对热稳定性好、不变色。随着我国经济的发展,对增塑剂的要求越来越严格[2],而且我国柠檬酸产量比较大,因此,研制乙酰柠檬酸三丁酯等柠檬酸下游产品,对于新型增塑剂的开发和拓展柠檬酸的应用具有重要的意义。在全球发展绿色化工的时代,中国作为塑料产品出口大国,加大对其的研究就更加的迫切。
1 实验部分
1.1 实验试剂
柠檬酸、氢氧化钾,分析纯,天津市北方天医化学试剂厂;正丁醇,分析纯,天津市光复科技发展有限公司;乙酸酐,分析纯,医药集团化学试剂有限公司;二氧化锆,分析纯,中国医药公司北京公司经销;无水碳酸钠,分析纯,天津市盛淼精细化工公司;盐酸,分析纯,锦州古城化学试剂厂;硫酸,分析纯,天津市泰兴限公司;石蜡,分析纯,天津市盛淼精细化工公司;苯,分析纯,天津市化学试剂三厂。
1.2 实验仪器
电阻炉温度控制器,KSW,沈阳市节能电炉制造厂;集热式磁力搅拌器,DF-1,国华电器有限公司;电动搅拌器,JJ-1,常州国华电子有限公司;数显恒温水浴锅,HH-2,江苏省金坛市荣华仪器制造有限公司;电子分析天平,YP,上海光正医疗仪器有限公司;电子天平,AW220,日本岛津制作所;电热干燥箱,202-3,北京金北德工贸有限公司;循环水式多用真空泵,SHB-Ⅲ,郑州市长城科工贸有限公司;阿贝折射仪,2WA-J,上海光学仪器五厂;玻璃仪器,天津玻璃仪器厂;傅立叶红外光谱仪,Scimitar2000,美国瓦里安公司。
1.3 实验过程
1.3.1 标准溶液的配制
1)配制0.01、0.05、0.1、0.5 mol·L-1的KOH 溶液。将称量好的KOH 固体放入烧杯中,用蒸馏水溶解。然后用玻璃棒引流,将液体转入一定容量的容量瓶中,然后再用蒸馏水清洗烧杯,把残留的KOH 全部倒进容量瓶中,继续在容量瓶中加蒸馏水至容量瓶的刻度线。将容量瓶上下颠倒几次,使溶液混合均匀。配好后,用一定量的已干燥好的邻苯二甲酸氢钾对溶液的浓度进行标定(称取时用精确度为0.1 mg 的电子天平),利用公式(1)计算出KOH 溶液的准确浓度,然后重复3 次试验,取3 次的平均值作为KOH 溶液的准确浓度。

2)配制0.05 mol·L-1的标准HCl 溶液。用量筒量取10.4 mL 的浓盐酸溶液,倒入200 mL 的容量瓶中,加蒸馏水将其稀释至刻度线,然后将容量反复上下颠倒几次,使溶液混合均匀即可。配好后,用酸式滴定管移取大概5 mL 左右已配制好的HCl溶液,准确记录其体积,用酚酞作为指示剂,并用0.1 mol·L-1的KOH 溶液对其进行滴定,根据公式(2)计算出盐酸的准确浓度。

1.3.2 固体超强酸SO42-/ZrO2催化剂的制备
称量30 g 的ZrO2固体,将其放入450 mL 0.5 mol·L-1的H2SO4溶液中,然后搅拌0.5 h,静置2.5 h,抽滤后在烘箱中烘干一夜,最后在马弗炉中在600 ℃的条件下焙烧3 h,即可得到负载了SO42-的ZrO2固体催化剂[3]。
1.3.3 柠檬酸三丁酯的合成
将一定量的正丁醇和柠檬酸加入到250 mL 的三口瓶中,安装回流装置,在磁力转子搅拌、100 ℃油浴下,使柠檬酸融化[4]。待柠檬酸融化后,加入一定量的SO42-/ZrO2固体超强酸催化剂,测定初始酸值。每隔1 h 测定酸值[5](根据国标GB/T 1668—2008进行测定,酸值按公式(3)进行计算),控制反应温度,至酸值基本不变,反应完毕。冷却过滤后,用饱和Na2CO3溶液中和,水洗2~3 次至中性,分去水相;在控制釜液温度不超过120 ℃的条件下,对酯相进行常压蒸馏,回收过量的正丁醇,蒸馏瓶中剩余的液体即为产品柠檬酸三丁酯(TBC)[6]。反应的进行程度用酯化率来表示,其计算方法如公式(4)所示。

1.3.4 乙酰柠檬酸三丁酯的合成
将一定量的上述TBC、乙酸酐和催化剂加入到三口烧瓶中,安装回流装置,在80~100 ℃下进行反应,回流1.5 h,反应完毕。冷却、抽滤后,用饱和Na2CO3溶液中和,然后水洗2~3 次,分去水相;控制釜液温度不超过120 ℃,对酯相进行常压蒸馏,回收过量的正丁醇,即可得到比较纯的乙酰柠檬酸三丁酯(ATBC)。然后根据国标GB/T 8021—2003测定产品的皂化值[7]。
皂化值A(mgKOH·g-1)按式(5)进行计算:

柠檬酸三丁酯的酰化率是用皂化值进行表征的,按式(6)进行计算:

2 结果与讨论
本文用柠檬酸、正丁醇和乙酸酐作为原料[8],经过酯化反应和酰基化反应,两步合成乙酰柠檬酸三丁酯。首先通过考察带水剂、醇酸比、催化剂用量、反应时间等因素,确定出酯化反应的最佳工艺条件;然后考察酰化反应,通过考察在反应后期添加正丁醇以及催化剂用量对酰化率的影响,确定出酰基化反应的最佳工艺条件[9]。
2.1 柠檬酸三丁酯的检测
经酯化反应所得的产品为淡黄色透明油状液体,具有类似花香的气味,经阿贝折光仪测定,得到的其折光率nD=1.444 5,与文献值nD=1.444~1.446 相符[10]。
由傅里叶红外光谱仪测其红外光谱结果如图 1所示。3 500.295(3 500.684)cm-1处吸收峰为—OH 伸缩振动吸收峰,2 961.344(2 960.337)cm-1处为C—H的伸缩振动吸收峰,1 739.422(1 739.335) cm-1处为酯羰基伸缩振动吸收峰,1 190.006(1 183.465) cm-1、1 062.422(1 063.083) cm-1处为酯的C—O—C 伸缩振动吸收峰,1 118.599(1 118.625) cm-1处为叔醇的C—O 键伸缩振动吸收峰。实验所得数据与文献中所给的数据基本相符,这说明实验所得的产品就是柠檬酸三丁酯[11]。
TBC 的红外图谱上,在3 500 cm-1附近有明显的—OH 伸缩振动的吸收峰,说明还存在柠檬酸,这是由于原料柠檬酸的酯化率并没有达到100%,柠檬酸并没有完全转化,并且在产品中与可能含有少量的H2O,综上所述存在—OH 伸缩振动吸收峰是合理的[12]。
在图1中给出了大批量生产和小批量生产柠檬酸三丁酯的红外光谱图,通过比较光谱图中大批量生产和小批量生产图像和具体的谱图位置数据,可以看出大批量生产(数据在括号中给出)不会影响产品的质量,只是大批量生产得到的产品的色泽比小批量生产得到的产品的色泽要好。这是由于小批量生产柠檬酸三丁酯时,由于反应原料少,得到的产品就比较少,在常压蒸馏过程中会使产品的色泽加深[13]。
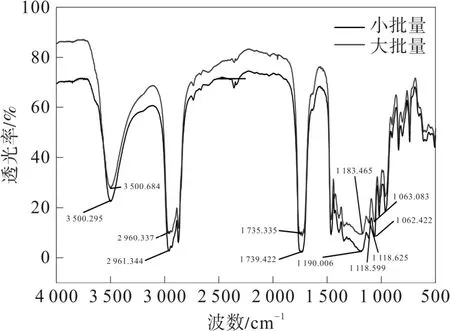
图1 大批量与小批量生产TBC 对产物的影响的红外光谱图
2.2 乙酰柠檬酸三丁酯的检测
经酰化反应所得的产品为淡黄色透明油状液体,具有类似花香的气味,经阿贝折光仪测定,得到的其折光率nD=1.444 0,与文献值nD=1.441~1.444[4]相符。
由傅里叶变换红外光谱仪测其红外光谱如图2所示。3 499.202 cm-1处吸收峰为—OH 伸缩振动的吸收峰,2 961.288 cm-1处为C—H 的伸缩振动吸收峰,1 743.720 cm-1处为酯羰基的伸缩振动吸收峰,1 185.586、1 063.419 cm-1处为酯的C—O—C 伸缩振动吸收峰,1 117.217 cm-1处为叔醇的C—O 键伸缩振动吸收峰。实验所得的数据与文献中所给的数据一致,这说明实验所得的产品就是乙酰柠檬酸三丁酯。

图2 ATBC 的红外光谱图
根据图中ATBC 和TBC 的谱图位置和透光率可知,TBC 在3 500 cm-1处的透光率明显的高于ATBC,这说明TBC 已经发生了酰化反应,得到产品ATBC。但是在3 500 cm-1处仍然有明显的—OH 峰,这是由于在产物中仍含有少量的水分[14]。
3 结 论
以SO42-/ZrO2固体超强酸为催化剂,以柠檬酸和正丁醇为原料进行酯化反应,考察了外加带水剂、原料配比、催化剂用量和反应时间等因素对酯化率的影响,确定了合成柠檬酸三丁酯的最佳工艺条件。同时又以SO42-/ZrO2固体超强酸为催化剂,以柠檬酸三丁酯和乙酸酐为原料进行酰化反应,考察了在反应后期加入正丁醇以及催化剂用量对酰化反应的影响。确定了合成乙酰柠檬酸三丁酯的最佳工艺条件[15]。
在酯化反应过程中发现,体系中不宜加入带水剂,酯化反应较佳的工艺条件为:反应温度≤140 ℃时,n(正丁醇)∶n(正丁醇)为4∶1,催化剂用量4%,反应时间5.0 h。此时反应的酯化率可达87.67%。
在酰化反应中,得出酰化反应较佳的反应条件是:反应后期不应添加正丁醇,n(柠檬酸三丁酯)∶n(乙酸酐)为1∶1.3,反应1.5 h,适宜催化剂用量为6%。此时反应的酰化率为66.59%[16]。