列车支撑转辙机弯板开裂失效分析
2022-05-27戴开明
戴开明
(中国兵器工业集团江山重工研究院有限公司,湖北襄阳 441057)
转辙机是轨道交通的岔道转换与闭锁的信号传输设备,在轨道交通之中发挥重要的作用。转辙机为轨道交通通行提供有力的保障,保证车辆行驶的安全,提高车辆运输效率具有重要意义。随着我国铁路向高速、重载方向发展,道岔转辙机所受的冲击震动越来越大;而目前国内道岔转辙机的安装托板采用的是悬臂梁结构,其中固定端安装在线路钢轨上,悬臂端上安装着转辙机;当固定端由于火车的冲击产生震动时,其悬臂端在转辙机重量和托板弹性的共同作用下,会产生更大的震动,使转辙机的可靠性下降,严重危及行车安全。
支撑转辙机弯板(见图1)作为外锁闭安装装置,主要起支撑转辙机的作用,降低列车通过对转辙机的冲击、振动,加强转辙机的工作稳定性,保持转辙机与基本轨相对距离稳定,提高转辙机使用寿命。因此,支撑转辙机弯板的可靠性很大程度决定了转辙机的安全性,将影响到整个运作体系的正常生产,严重时带来巨大的经济损失。近年,某铁路段列车支撑转辙机弯板服役过程中出现批量开裂情况。该型弯板采用双筋板焊接结构,开裂焊缝位于筋板的短竖焊缝处。该型弯板从2006 年开始上道使用,未出现焊缝批量开裂情况。双筋板焊接结构弯板最早使用于1999 年,也未出现焊缝批量开裂情况。发生焊缝开裂的弯板供货时间是2018 年底至2019 年初,2019 年开通使用。
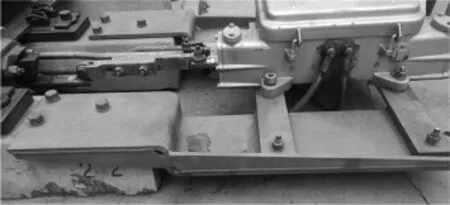
图1 弯板结构及实际安装图
故对双筋板产生裂纹的原因进行分析至关重要。为查明列车支撑转辙机弯板断裂的原因,以便采取措施避免类似失效再次发生,笔者对断裂的弯板进行了检验和分析,并提出了可行的预防措施。
1 理化检验
1.1 宏观分析
通过对从铁路现场运回的、已开裂的弯板(见图2)进行观察发现,上筋板短竖焊缝开裂居多,下筋板短竖焊缝开裂较少,且开裂均始于短竖焊缝上下端。弯板板材厚度为16mm,短竖焊缝设计为双向4mm 坡口角焊缝,钝边为8mm,未要求全焊透。

图2 短竖焊缝开裂形貌
选取开裂比例较大的两个供货商生产的、在道上已经开裂的弯板分别取样进行焊缝低倍检查、裂纹分析及断口分析;为了方便描述将所选取的两个供货商样品分别编号为1#、2#,1#为左弯板(见图3a),2#为右弯板(见图3b)。1#其中一个短竖焊缝开裂较长,人工打开观察断口形貌,其余用来进行宏观分析。
将弯板短竖焊缝沿垂直焊缝方向剖开,进行热酸蚀低倍检查。检查发现1#、2#均存在焊接气孔、夹渣及根部未焊透现象,母材具有一定的带状偏析及分层现象,见图3c、3d,1#两个焊缝与弯板基板的熔深约为0.5mm 及1mm;2#两个焊缝与弯板基板的熔深约为1mm 及2mm。

图3 1#、2#试样及其短竖焊缝剖面宏观形貌
1.2 断口分析
1#试样其中一个短竖焊缝开裂较长(图4a),采用机械手段打开观察断口形貌(图4b)。发现该焊缝存在大量气孔及未熔合(图4c),靠近人工打开区域可见疲劳贝纹线(图4d),断面局部微观可见疲劳辉纹(图4e),断口最后开裂区域为韧窝(图4f)。

图4 弯板焊缝断口SEM形貌
1.3 金相分析
对1#、2#试样焊缝处进行金相高倍观察。在1#焊缝熔合区可见超大单颗粒氧化物非金属夹杂物,直径为0.7mm(图5a);焊缝内存在夹渣及焊接裂纹(图5b)。2#试样熔合区发现粗系氧化铝类非金属夹杂物,长约345μm,宽约10μm,依据标准评定为B2e(图5f)。1#焊缝区金相组织为索氏体+铁素体,呈魏氏组织形态(图5c),热影响区组织为欠热珠光体+铁素体,焊缝热影响区晶粒度为6.5 级(图5d),母材组织为铁素体+珠光体,母材晶粒度为8.5 级(图5e)。2#焊缝区索氏体+铁素体,呈魏氏组织形态(图5g),热影响区组织为欠热珠光体+铁素体,焊缝热影响区晶粒度为7.5级(图5h),母材组织为铁素体+珠光体,母材晶粒度为8 级(图5i)。

图5 1#、2#、试样短竖焊缝金相显微组织
1.4 化学成分分析
按照GB/T 223-2008《钢铁及合金化学分析方法》分别对弯板的四家供货商所用的焊丝及其中开裂的弯板母材取样进行化学成分分析,结果见表1,可见试样的化学成分均符合GB/T8110 和GB/T700 标准要求。

表1 各弯板供货商用材化学成分 w/%
2 分析与讨论
双筋弯板主要应用于有砟道岔,整体板性能优于双筋板,其受力方向改变,受力面增大,受力为切应力,而双筋板焊接弯板的短竖焊缝属于弯板工作时承受应力最大的区域,由于长时间振动和承受交变拉应力,且焊缝熔深不够而导致疲劳断裂。承受拉应力角焊缝面断裂后,由于振动撕扯,导致压应力角焊缝面断裂。
因该结构焊接接头承受正向拉压应力,焊接接头质量对弯板受力时的可靠性形成较大影响。通过低倍检查、高倍观察及断口分析均发现该焊接接头存在较严重焊接缺陷,开裂严重的焊接接头存在大量气孔、夹渣、焊接裂纹及未熔合,开裂略微轻微的也存在气孔及夹渣。
通过以上试验结果,可以得出,弯板开裂的主要原因为受正应力的短竖焊缝焊接接头质量较差,存在较多焊接缺陷。存在焊接缺陷的焊接接头在铁路上承受较大的交变载荷作用,焊接裂纹扩展或者萌生疲劳裂纹,进而裂纹扩展,发生开裂。
为了进一步明确开裂原因,对出现开裂的三个供货商进行了必要的生产现场调查,发现供货商对该处焊接接头均采用人工气保焊,焊接工艺相对混乱。发现三家存在的共性问题:一是坡口未严格按照设计要求开具,存在一定的随意性,导致熔深不一,出现焊偏的现象。二是焊接接头钝边预留的熔合缝不规范,易导致未熔合缺陷。三是没有对焊缝附近区域的铁锈及污物进行清理打磨,从而极易引起夹渣及气孔。个性的问题是:个别供货商存在与工艺不符的问题,操作人员未按照焊接工艺执行,存在焊接电流偏大、咬边等问题。这些不规范均会导致焊接接头出现气孔、夹渣、焊接裂纹等焊接缺陷,大大降低接头强度。
3 结论与建议
列车支撑转辙机弯板短竖焊缝开裂主要是由于弯板长时间振动和承受交变拉应力,且焊缝熔深不够,致使沿短竖焊缝熔合线开裂而导致疲劳断裂,承受拉应力角焊缝面断裂后,由于振动撕扯,导致压应力角焊缝面断裂。
建议焊接应该在环境温度大于等于5℃,温度过低,焊接过程会发生冷变形,有残余应力,会造成使用过程中应力集中。寒冷天气,底板应预热,减少冷变形。焊接应该在屋内,屋外风大气孔会增多。加强焊接过程工艺控制,保证在焊缝两侧20mm 内必须清理干净,去除表面氧化皮和锈蚀。对于16mm 的筋板,4mm 的坡口过于小,不能焊透,建议加大坡口至7mm,进行双面焊,保证焊透,提高焊缝的强度。点焊时焊缝间隙加2mm 的板,焊接时去掉,可以通过多层多道工艺保证焊透。焊接时气体比例对焊缝有影响,二氧化碳保证焊缝熔深,氩气主要是保证表面质量,防止氧气进入,造成焊缝气孔。建议弯板出厂前进行型式实验,在振动台进行模拟,掌握现场使用工况以及与承载负荷是否相适应。
