综采工作面泵站变频控制系统设计
2022-05-26曹哲哲
曹哲哲
(陕西黄陵二号煤矿有限公司,陕西 延安 727307)
0 引言
乳化液泵站是综采工作面液压支架的动力源,提供高压乳液,保证液压支架的支柱正常升降、快速支撑。随着变频技术的不断发展,乳化泵站变频器在泵站控制系统中得到广泛应用,解决了传统泵站控制系统存在的启动电流大、启动速度不稳、对机械设备冲击严重以及耗能较高等问题。国内乳化液泵站控制系统一般采用工频控制模式、电磁控制模式或者有限自动化控制模式,通过人工/自动操作电磁启动器对乳化液泵进行启动、停止控制,通过控制安全阀和机械卸载阀手动调整乳化液泵的压力[1-2],或者通过手动操作交替阀、蓄能器、高压过滤器实现高压液体的回路转换,但是由于资金、使用环境等因素,目前国内乳化液泵站普遍还采用人工手动操作模式。国外乳化液泵站一般由4台泵组成,针对不同的液压支架,提供的乳化液注液量也不同,并采用集中-分散式控制系统实现乳化液箱的自动补液、自动配比以及检测保护系统,保证乳化液泵站安全、稳定运行。现阶段乳化液泵站控制系统存在供液压力不稳定,系统压力波动较大,设备频繁操作时无法正常使用的问题;此外,节能效果差,采用工频控制模式,当用液量降低时,电机还处于高速运行状态,无法达到节能的目的;且机械设备使用寿命短,电动机工频运行时,启动电流对机械设备以及电网的冲击较大,容易对机械构件造成损害,降低设备使用寿命。为此,基于变频恒压控制技术,通过变频控制综采工作面泵站,以期实现乳化液泵站安全、高效、稳定运行,延长设备使用寿命。
1 泵站变频恒压供液原理
综采工作面乳化液泵站变频恒压供液原理框图如图1所示,控制对象为乳化液泵站液压系统出口乳化液流量。压力传感器实时监测系统管路压力,当实际监测到的管路压力值小于“压力给定值”时,计算压力实际值与给定值的差值,通过控制算法分析需增加的变频频率。将分析得出的变频器新运行频率传送给变频器并驱动泵电机按照新给定的频率运行,增加泵电机转速,进而增加管路压力。若管路压力实际值还未达到“压力给定值”,则重复上述过程直至管路压力值等于“压力给定值”。当实际检测到的管路压力值大于“压力给定值”时,计算压力差值并通过控制算法分析需减少的变频频率[3-4]。将新变频器运行频率传送给变频器并驱动泵电机运行,降低泵电机转速,降低管路压力,直至管路压力实际值与“压力设定值”相等,达到管路压力与给定压力自适应的目的,并节约电能损耗。

图1 变频恒压供液原理框图Fig.1 Principle of variable frequency constant pressure liquid supply
乳化液泵站变频恒压供液系统可灵活设置“压力设定值”,动态、实时调整乳化液泵出口流量,避免“大马拉小车”的现象,达到节能减排的目的[5-7]。同时,采用变频驱动方案可避免启动电流过大的现象,增加泵站机械部件的使用寿命。乳化液泵的特性公式可表示为
P=kHQ/η
(1)
式中,P为乳化液泵的输出功率,kW;k为介质常数;H为乳化液泵站的扬程,m;Q为乳化液泵站的流量,m3/s;η为乳化泵的效率。乳化液泵站的P、H以及Q随泵站电动机转速的变化而变化,并遵循下列公式
Q2/Q1=n2/n1
(2)
P2/P1=(n2/n1)3
(3)
H=αQ2+Hj
(4)
式中,n为泵站电动机转速,r/min;Hj为乳化液泵进水口、出水口的高度差,m;α为管路的阻力系数。变频恒压供液原理框图中的控制算法采用PID实现,即对比采样值与设定值,纠正偏差并达到最优[8]。PID控制算法基本公式为
error(t)=yd(t)-y(t)
(5)
(6)
式中,kp为比例系数;Ti为积分时间;Td为微分时间;error(t)为偏差信号;u(t)为输出信号。变频调速基本原理见下式。
(7)
式中,n为电动机实时转速,r/min;f为电动机的驱动频率,Hz;p为电动机的极对数;s为转差率。
2 泵站变频恒压供液方案设计
2.1 总体设计
综采工作面乳化液泵站变频恒压供液控制系统总体设计框图如图2所示,包含1台变频乳化液泵、3台乳化液工频泵,工频泵为辅助备用,额定功率为355 kW。根据目标乳化液压力,经压力传感器采集后将数据传送至PLC控制器,经软件滤波和逻辑处理后,自动计算出变频乳化液泵的运行频率以及需要启动的工频乳化液泵台数[9-10]。当目标乳化液压力改变时,PLC控制器动态调整变频器输出功率,进而调整变频乳化液泵的运行频率,最终完成对乳化液压力的实时、动态调整。该变频恒压供液系统有手动、自动2种操作模式,由PLC软件配合“手动/自动”按钮实现无缝切换。
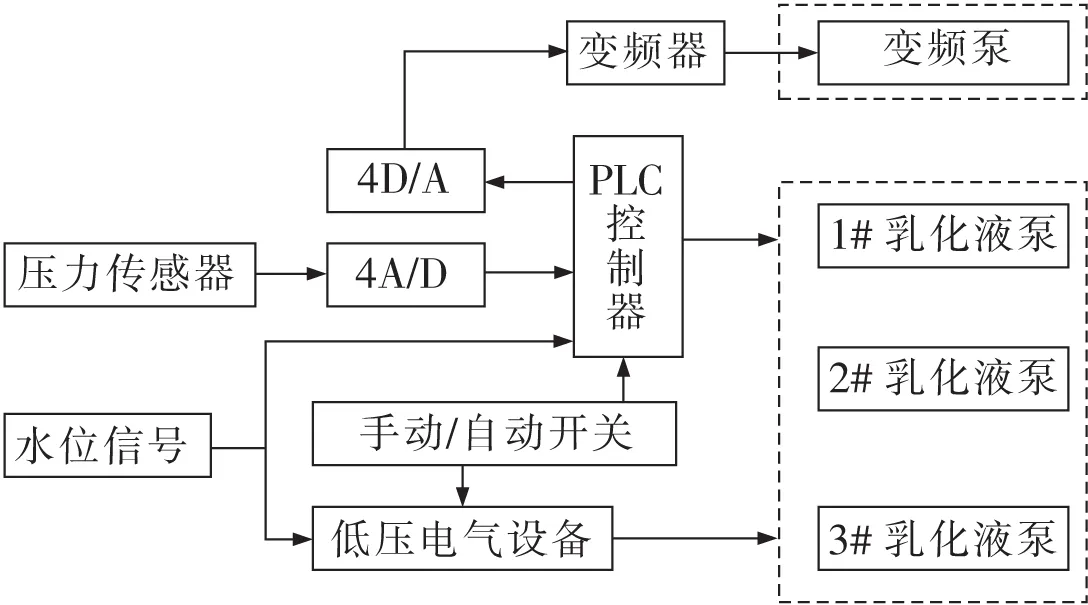
图2 乳化液泵站变频恒压供液系统控制框图Fig.2 Control of frequency conversion and constant pressure liquid supply system of emulsion pump station
2.2 硬件设计
选用的变频器型号为ATV38,该变频器额定输出功率范围为0.75~315 kW,配置有数字键盘,内置PID控制算法,可在线完成程序的修改、调整以及定制。该变频器具有完善的保护功能,如短路、过流、过载、过热、相不平衡、欠压等,保证变频器安全、稳定运行。当变频器出现故障时,以故障代码形式进行输出,根据故障代码查询故障以及一般故障解决方案,能够有效提升变频器故障解决效率,缩短故障停机时间。在对该变频器接线时,必须接地且将高压、低压信号分开[11-12],避免对其他通信设备造成干扰。选用的压力传感器为矿用本质安全型,其型号为GPY-A,主要技术参数见表1。在使用该压力传感器前,需进行校验和调整,即泵站管路压力为0 MPa时,调整电压输出至1 V;管路压力最大时,调整电压输出至10 V。该压力传感器的输出信号为1~10 V电压信号,经A/D模块转换后传送给PLC控制器并完成逻辑处理流程。水位传感器选用的型号为矿用本质安全性YPA-01,该水位传感器的量程为0~2 m,供电电源为DC24V,输出信号为0~5 V电压信号,测量精度为0.2%FS,满足系统使用需求。

表1 GPY-A矿用本安型压力传感器主要技术参数Table 1 Main technical parameters of GPY-A mine intrinsically safe pressure sensor
综采工作面乳化液泵站变频恒压供液控制系统PLC控制系统根据总体设计扩展AI、AO、DI、DO模块并完成I/O地址分配,详见表2。该控制系统还设置有HMI显示屏,方便调试并有利于操作者及时掌握该乳化液泵的运行状态,使用CAN总线通信完成PLC控制器与HMI显示屏的数据传输,采用CAN2.0B帧格式,波特率为250 kbps,使用CAN总线通信专用通信线缆。
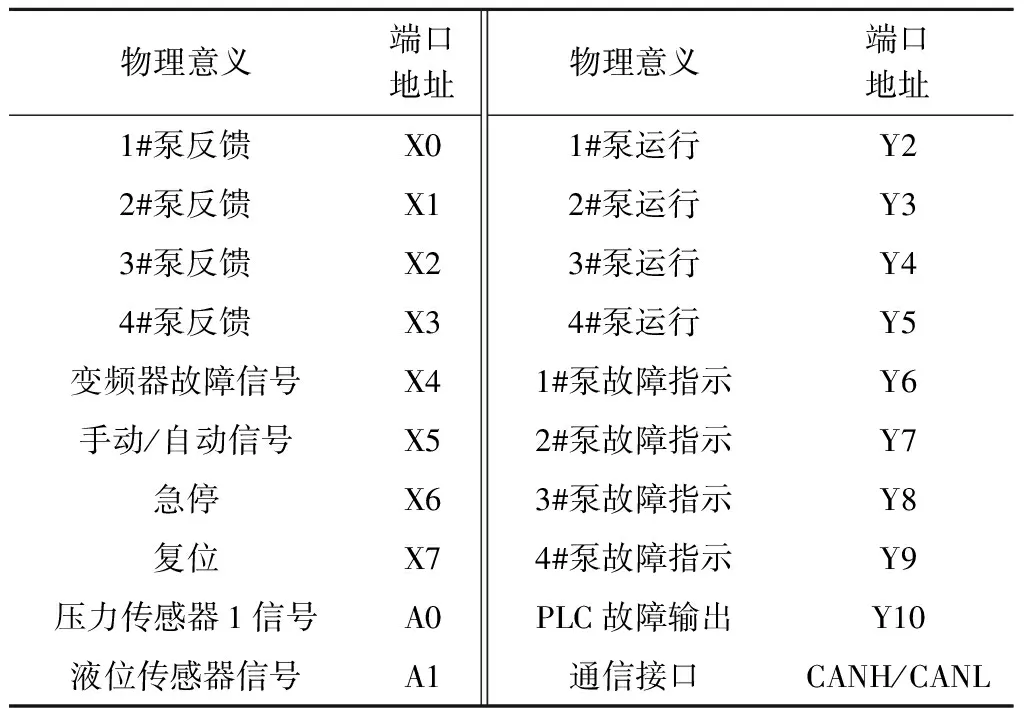
表2 乳化液泵站变频恒压供液系统PLC控制器I/O地址分配Table 2 I/O address assignment of PLC controller for variable frequency and constant pressure liquid supply system of emulsion pump station
2.3 软件设计
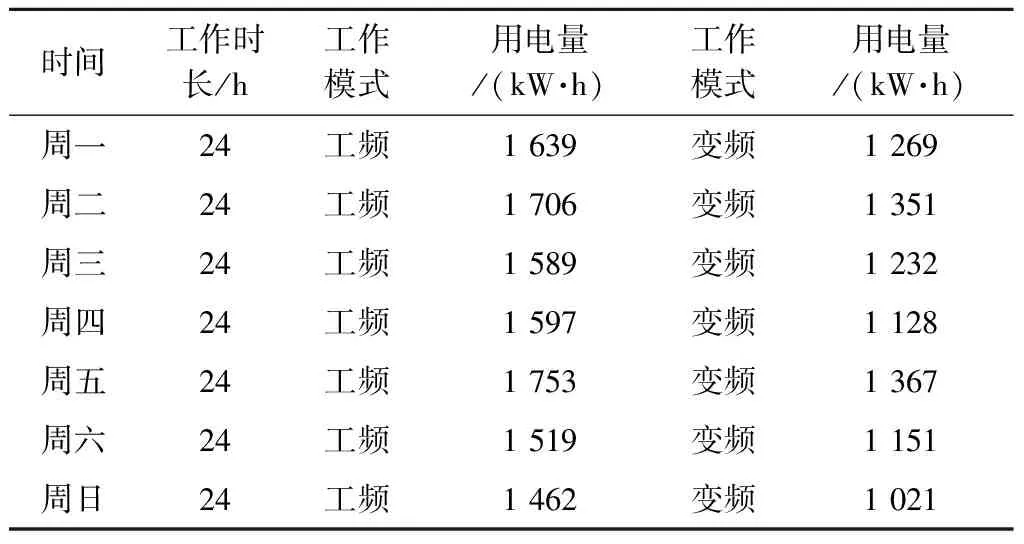
综采工作面乳化液泵站变频恒压供液控制系统软件部分采用ST语言并结合硬件I/O地址分配进行编写,主控制流程框图如图3所示。PLC控制器采集4路压力传感器数据的周期为1 s,并连续采样10次后求该路压力传感器压力值的算术平均值pe(t),与压力分界值进行比较同时选择工作模式[13-14]。当0 图3 乳化液泵站变频恒压供液系统控制软件主流程框图Fig.3 The main process of the control software of the frequency conversion constant pressure liquid supply system of the emulsion pump station 为验证该变频恒压供液控制系统的正确性、实用性、有效性,设计并实现的综采工作面泵站变频控制系统在某煤矿进行工业性试验,为期6个月。在试验过程中,该控制系统能够保证乳化液泵站安全、稳定、连续运行。同时对比并分析乳化液泵站工频、变频控制系统一周用电量数据,见表3。由表3数据可知,一周内泵站变频工作模式用电量为8 519 kW·h,平均用电量为1 217 kW·h;一周内泵站工频工作模式用电量为11 265 kW·h,平均用电量为1 609.3 kW·h,节电率为24%,节电效果明显。采用变频控制后,泵站补液系统实际运行功率因素由原来的不足0.7提高至0.9以上,较大提升了综采工作面泵站系统的工作效率。 表3 一周内综采工作面泵站工频、变频控制系统用电量统计Table 3 Statistics of power frequency of pump station and power consumption of frequency conversion control system in fully mechanized mining face within one week 综采工作面乳化液泵站控制系统是集泵站、电磁卸载自动控制、PLC智能控制、变频控制、多级过滤、乳化液自动配比、系统运行状态记录与上传于一体的自动化设备,同时也是一套完整的综采工作面供液系统解决方案。该套系统可以从源头上提高工作面供液系统的可靠性,是集电磁卸载、泵站变频控制、泵站智能联动、多级过滤、乳化液自动配比、乳化液浓度检测、液位实时监测、急停闭锁、系统运行信息检测与上传等功能,可实现全自动运行减少工序环节的目标。综采工作面乳化液泵站控制系统是将泵站变频控制与电磁卸载技术有机结合,充分发挥二者的优势,提高泵站的有效利用率,降低不必要的功率损耗和磨损;实现了系统压力波动的最小化、系统瞬间供液最大化,实现工作面恒压供液。实现乳化液泵的空载启停,减少对电网和液压系统的冲击,延长泵站的使用寿命。故障诊断速度快、排除迅速,实时监测各项数据并进行数据分析,可查询阶段时间内的运行数据,综采工作面泵站变频控制系统在满足泵站现场使用要求的基础上,实现了节能降耗、减少机械部件磨损、延长使用寿命,提升了乳化液泵站系统运行的安全性和稳定性,提升了综采工作面的自动化控制水平。
3 使用效果
4 结语
