浓香型白酒后处理方法的创新与运用
2022-05-24吴联海彭学昌廖义林陈建昌
吴联海,彭学昌,王 亚,廖义林,陈建昌
(1.四川郎酒股份有限公司,四川古蔺 646523;2.四川省古蔺郎酒厂(泸州)有限公司,四川泸州 646500)
磕粉、活性炭作为植物型食品添加剂被广泛用于各种酒类加工中,能吸附酒体中的杂物,消除异味,增强口感,提升酒体品质。但利用磕粉、活性炭吸附白酒中的杂物,吸附剂完成吸附后会与酒液混合成粘稠状液体(下称废液)沉淀于容器底部不易处理。传统处理废液方法是:直接用自来水将废液冲洗到污水处理站作为废水处理,该方法未对酒液进行回收利用,造成资源的浪费,且处理成本很高。
本研究介绍一种利用真空转鼓压滤机固液分离的工作原理结合回酒洗罐方法,在白酒后处理中将酒液和吸附剂分离,优化白酒后处理的方法,实现资源的回收和再利用。
1 材料与方法
1.1 材料、试剂及仪器
材料:活性炭,重庆飞扬活性炭制造有限公司,型号JT450;磕粉,四川东柳醪糟有限责任公司;粗硅藻土,临江益瑞石硅藻土有限公司;白酒,普通白酒;自来水,普通自来水。
仪器设备:酒泵、酒罐、计量桶、管道,材质为304不锈钢;粗过滤机,重庆万州长久不锈钢设备制造有限公司,型号20 T/h;真空转鼓压滤机,扬州润明智能装备股份有限公司,型号RMZG-2;台秤,型号1000 kg;吨袋,型号1000 kg。
1.2 实验方法
1.2.1 传统清洗方法
白酒后处理完成后,计量组合的酒液,往酒液里添加一定比例磕粉、活性炭,通过磕粉和活性炭对酒液进行吸附处理,再进行粗滤,对剩下的废液用自来水冲洗,冲洗的废液排向污水处理站进行污水处理。
1.2.2 改进后固液分离回收方法
白酒后处理完成后,计量组合的酒液,往酒液里添加一定比例磕粉、活性炭,通过磕粉和活性炭对酒液进行吸附处理,再进行粗滤,之后用同类型的白酒冲洗粗滤后留在酒罐底的废液,将冲洗出的废液通过真空转鼓压滤机,经负压作用,让液体和固体分离,液体清澈透明,固体程粉末状,达到回收酒液和减少排污的目的。
1.2.2.1 压滤机工作原理
真空机连接转鼓外滤面,形成负压,外滤面通过连续转动的转鼓连接到不同功能的区域。当过滤面运转到过滤区域时,可进行过滤操作;当它转到干燥区域时,可对滤饼进行干燥;当它转到洗涤区域时,可对滤饼进行洗涤;当它转到卸料区域时,可对滤饼进行卸料。转鼓旋转一次,即循环一次,完成过滤、干燥、洗涤、卸料等工序,机械运转时,各个区域同时工作,故而形成连续过滤。
1.2.2.2 压滤工作流程
从原酒罐抽一定量酒液到目标罐,搅拌目标罐酒液,让其内物质混合均匀,再将目标罐混合液体抽到压滤机,转鼓过滤面在液体中不断旋转,利用真空负压原理,酒液会被吸入到转鼓内部,利用酒泵将其抽入回收罐,磕粉、活性炭会依附在转鼓外部,利用刮刀将转鼓外部的活性炭、磕粉刮入吨袋,完成分离回收。
1.2.3 分离回收酒液食品安全检测
对固液分离的酒液进行食品安全项目检测,测试压滤分离酒液是否含有塑化剂、氰化物、重金属,是否可以回收利用。
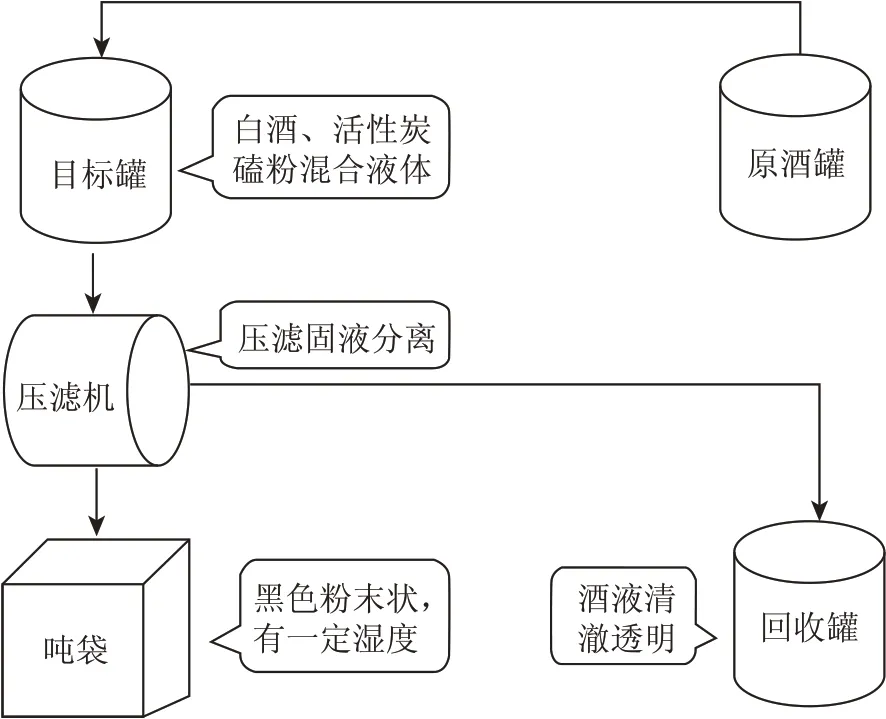
图1 压滤工作流程图
2 结果与分析
2.1 传统清洗法与改进后的酒液损耗和排污量对比
2.1.1 传统清洗法
计量组合一定数量的酒液,加入一定比例的吸附剂,待完成吸附作用酒液粗滤后,对剩下酒液与吸附剂混合形成的粘稠状液体用自来水进行清洗,对耗用自来水计量,对冲洗出的废液计量。废液中的含酒量=冲洗出来液体总量-洗罐用水量-含吸附剂量,耗损率(%)=酒液组合量/含酒量,排污率(%)=冲洗出来液体总量/酒液组合量。
由表1 可知,组合量从55000 kg 到200000 kg,每个组别测试两次,废液中的含酒量随组合数量的增加而增加,冲洗出的废液也随组合量的增加而增加,并与组合量存在一定比例关系,酒液耗损率为1.02%,排污率为4.80%。所排的污水是酒水和活性炭、磕粉的混合液体,还需要经过污水处理站再次处理。
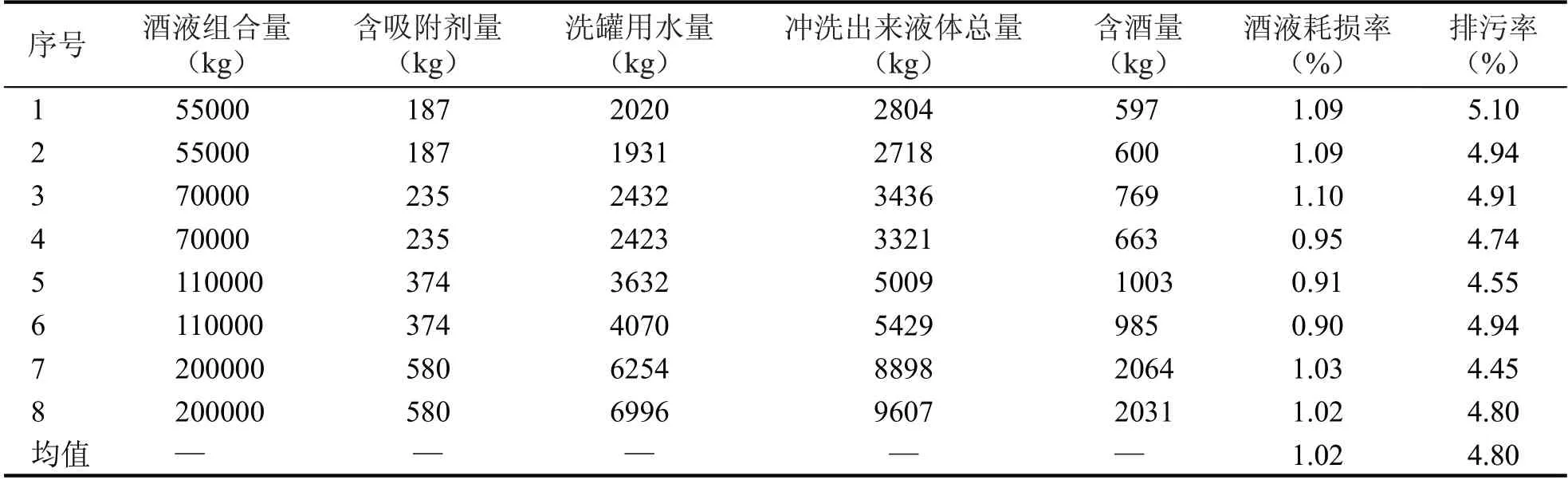
表1 传统清洗损耗率和排污率测试统计表
2.1.2 改进后固液分离回收方法
计量组合一定数量的酒液,加入一定比例的吸附剂,待完成吸附作用酒液粗滤后,对剩下酒液与吸附剂混合形成的黏稠状液体用酒液进行清洗,将清洗的废液经真空转鼓过滤机进行固液分离,不会产生其他污水,对耗用酒液计量,对分离出的酒液计量,对分离的固体计量。酒液回收量=分离回收酒液数量-洗罐用酒量,酒液损耗量=分离固体吸附剂含量-吸附剂用量,耗损率(%)=酒液组合量/酒液损耗量,排污率(%)=分离固体固体吸附剂量/酒液组合量。
由表2 可知,组合量从55000 kg 到200000 kg,每个组别测试两次,组合量越多回收的酒液也越多,产生的固体废弃物也越多,并和组合量存在一定关系,酒液损耗率为0.6 %,排污率为0.93 %,分离后的固体粉末状废弃物含碳和糯米粉,不用污水站再次处理,可以直接作为燃料使用。
由表1、表2 可知,改进后的酒液后处理方法与传统处理方法在处理同一组合量的酒液时,酒液损耗率降低0.42%,排污率降低3.87%,经过改进,降低了酒损耗率和污水排放量。

表2 改进后清洗酒液损耗率和排污率测试统计表
2.2 改进后回收酒液食品安全指标检测
检测原酒罐、目标罐、通过真空转鼓压滤机分离酒液的食品安全指标,分析改进后的清洗方法是否会影响分离酒液的食品安全。
由表3 可知,用改进后方法多次清洗目标罐,测试每组食品安全指标,分离出的酒液未检测出氰化物、塑化剂、重金属,符合食品安全要求,酒液可以回收利用。
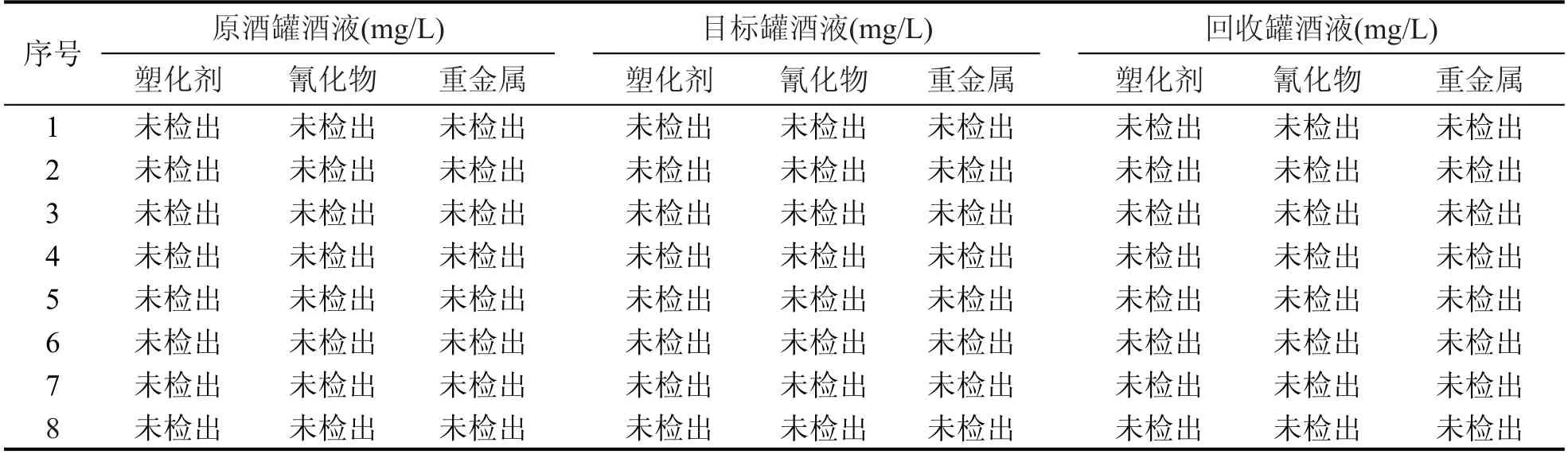
表3 分离酒液食品安全指标统计表
2.3 传统清洗与改进后清洗方法关键数据对比
由表4 可知,改进后用酒液清洗,真空转鼓压滤机分离废液方法与传统自来水清洗方法相比,在酒液损耗方面和排污方面都有较大的降低,损耗率从1.02%降到了0.61%,降幅达59.98%,排污率从4.8%降到0.93%,降幅达88.2%。
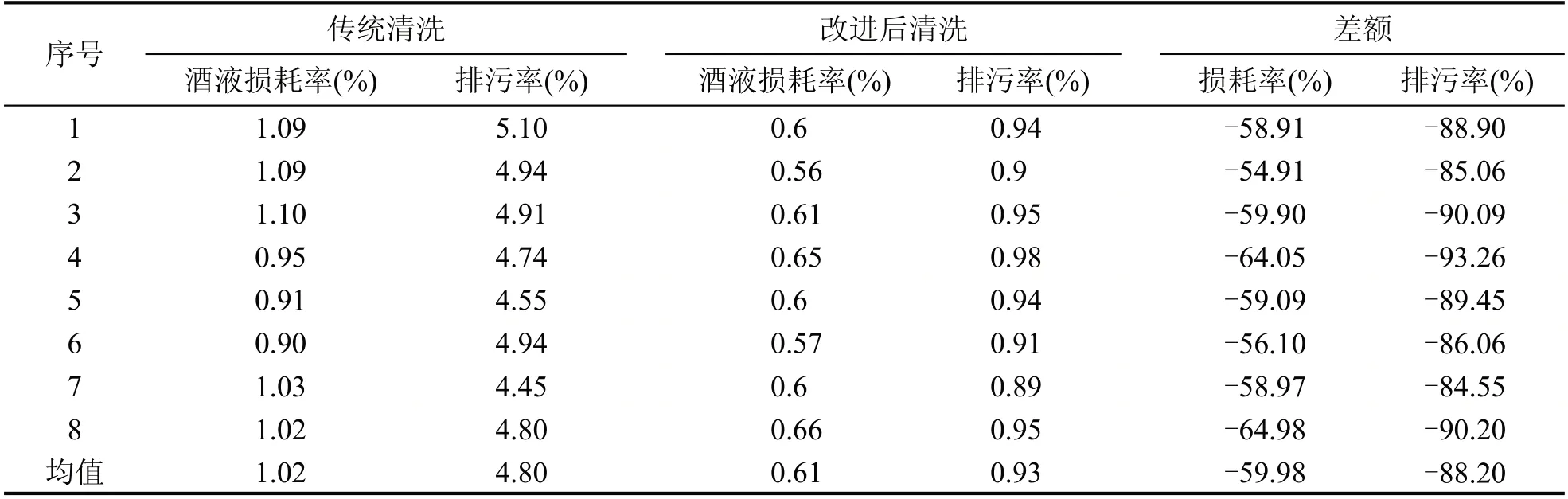
表4 传统清洗与改进后清洗酒液损耗和排污对比表
3 结论
通过本实验研究,在白酒勾储生产中,对于采用磕粉、活性炭吸附处理工艺产生的废液,用酒冲洗,经真空转鼓压滤机对冲洗出的废液进行固液分离,与传统方法自来水冲洗相比结论如下:①酒液损耗率从1%降到0.6%,分离酒液可回收利用;②排污率从4.8 %降到0.93 %,产生废弃物可回收作为燃料使用。改进后的清洗方法能达到降低成本,绿色生产,保护环境的目的。