基于CAM 三维实体零件的数字化仿真加工
2022-05-21刘昊,曾辉,杨柳
刘 昊,曾 辉,杨 柳
(兰州城市学院 培黎机械工程学院,甘肃兰州 730070)
制造业是一种将可用的物料、能源通过相应的技术转化为可供人们使用和消费的工业产品与生活必需品的产业.随着生产技术的不断发展,产品精度的不断提高,现代社会对传统制造提出新的要求:
(1)人们对产品的需求呈现出多样化和定制化,并使其产品的经济寿命周期不断缩短,制造环境从单一化、少批量的生产方式逐渐转换为多品种、大批量的生产方式.
(2)传统的汽车产业、机械加工产业的发展与电子信息技术、数字化技术相结合,有效解决了具有复杂表面、超精密零件的制造问题[1-4].
(3)在日益激烈的市场竞争中,衡量产业竞争能力的最重要因素已由零件加工成本转变为产品的全生产周期.企业方被要求具备高效的、高柔性的生产能力,以此来适应以用户为中心的买方市场的需求.
为了满足上述需求,一种新型的采用数字化信息控制机床进行产品加工的技术——数字化制造技术应运而生,将CAD/CAM 系统与数控机床紧密结合,形成了设计与制造一体化系统.通过对零件轮廓进行插补、刀补等数字化计算,实现工件与刀具之间相对运动的智能化控制[5-7].为避免加工过程中发生碰撞,确保加工效率与代码可靠性,首先设计合理的装夹方案和数字化加工工艺路线,有效开发数字化加工程序代码.通过CAM 系统实现零件加工过程的虚拟仿真,进一步验证程序的合理性[8-9].
1 底座零件数字加工工艺特点分析
1.1 底座零件结构工艺分析
图1 所示为典型的具有复杂型体的底座零件,其加工表面较多.面、槽与孔之间定位要精准,中间的凹球面形状复杂,对制造工艺的精度要求很高.同时该零件材料为45 号钢.上表面凸台壁厚较薄,在完成该凸台内表面加工时,在夹具体夹紧的状态下,零件本体容易在铣削力的作用下发生较大的弹塑性变形.同时在切削热的作用下也容易出现较大的热变形.因此,在材料与装夹方案确定的前提下,切削过程中刀具的走刀路线和加工工序的安排是影响该零件加工精度的主要因素.
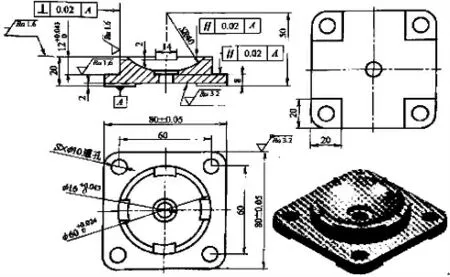
图1 底座零件图
1.2 典型底座零件的结构分析
底座类零件种类较多,但也具有一些类似的结构,所加工的要素差异不大,一般都是由表面型腔、圆形凸台、平面凹槽、孔等加工要素组成.零件的底面一般具有形状规则的型腔,型腔内部的内槽及缘板之间具有转接圆弧,易采用较大直径的数控铣刀来加工,加工腹板时尽量减少其进刀次数.对于凸台内表面的加工,则更多的要考虑到插补精度和刀补方式的因素.
1.3 底座零件材料和装夹分析
根据图1 中零件的形状和材料,以正方体铸件作为毛坯.因该凸模零件加工余量较大,因此在加工过程中分两次装夹,加工凸台面与底面.每面加工过程分粗加工、精加工两道工序,且在粗加工中要留一定的加工余量.确定毛坯材料为45 号钢,毛坯尺寸为82 mm × 82 mm × 22 mm.第一次以粗加工的底面及外轮廓边作为装夹定位基准,采用虎钳装夹,下方垫铁,用百分表找正.第二次装夹以毛坯底面为定位基准,采取虎钳进行装夹,完成零件的底座上表面加工、上表面凸台外轮廓加工及凸台内表面的铣削.
2 零件加工工序的制定
根据对该零件的结构工艺特点的分析,该底座零件的数控加工工艺的难点在于保证其凸台内表面的加工精度,以及周边四个凹槽的加工尺寸精度的控制.此零件数控加工工序一般遵循的加工原则是基面先行、先主后次、先粗后精、先面后孔.也可在粗加工与精加工工序之间插入半精加工工序,以此来保证适量的消除零件表面由于刀具切削力、夹具体夹紧力产生的应力变形,控制尺寸精度.因此该底座零件的数字化加工工艺流程为:采用平面区域式粗加工生成外轮廓,十字槽底平面的粗加工、精加工刀具轨迹,再钻5 个Φ10 的通孔,然后采用等高线粗加工、扫面线精加工、平面轮廓精加工等方式形成以上各表面的粗加工、精加工轨迹.加工工序为:铣削底座底面——铣底面十字型槽——钻削凸台底面沉头孔——钻凸台中心孔——粗铣底座上表面——粗铣凸台外轮廓——粗铣凸台内球面——粗铣凸台顶面凹槽——精铣凸台外轮廓——精铣凸台内表面——精铣凸台上表面凹槽.
3 刀具的选择
在数控铣削加工的过程中,由于经常采用大切削用量进行加工,因此对铣刀刚性的要求很高.有时候当一把铣刀加工的工序内容很多时,会由于刀具的磨损而影响到工件的表面质量和加工尺寸精度,同时也会增加换刀次数和对刀次数,使得工件表面因对刀误差而形成的接刀台阶,降低工件的表面精度.
因此在选择铣削刀具的时候,铣刀尺寸应尽量与被加工零件的表面尺寸相适应.粗铣平面时,铣削力很大,吃刀量也很大,自然应选直径较小的铣刀,以减少切削扭矩;精铣底面的时候,则可以选择直径较大的铣刀,使得刀具在加工的过程中尽量包容工件加工面的宽度,以提高铣削效率和加工表面精度.对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、鼓形铣刀、锥形铣刀和盘形铣刀.零件中的凸台内表面为球型曲面,常采用球头铣刀进行加工以获得较好的光滑度.加工较大的平面应选择面铣刀;加工空间曲面、模具型腔或凸模成形表面等多选用模具铣刀;加工封闭的键槽选择键槽铣刀;加工变斜角零件的变斜角面应选用鼓形铣刀;加工各种直的或圆弧形的凹槽、斜角面、特殊孔等应选用成形铣刀.加工平面零件周边轮廓(内凹或外凸轮廓),或者加工凹槽、较小的台阶面等常采用立铣刀;加工凸台或凹槽时,可选用高速钢立铣刀.刀具选用如表1.
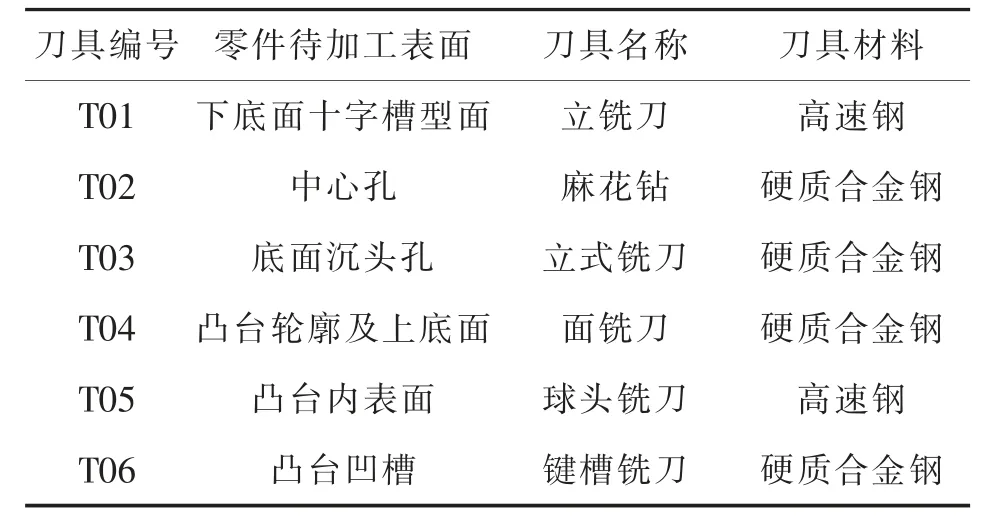
表1 零件铣削过程中各工序刀具
4 底座零件数字化仿真加工
4.1 底座零件三维实体模型的建立
(1)在实体建模的环境下,选择零件特征树的基平面XOY,在该平面基础上建立草图,进入到草图绘制界面,图形坐标原点为盘体底面几何中心,完成底座零件的底面尺寸绘制.根据对应草图,单击实体生成中的特征生成模块.在实体特征生成模块中输入深度值20 mm,生成底座实体;
(2)以底座几何中心为圆心,绘制半径为60 mm的凸台基圆,完成实体拉伸;
(3)通过曲面除料生成凸台内部球面;
(4)依次在凸台中心及周围等距离打孔,通过拉伸除料生成四个凹槽;
(5)将底座零件另存为“底座正面.mxe”文件,再通过实体布尔运算模块完成零件反转,生成底座零件反面模型.
4.2 毛胚的选择
针对CAM 虚拟环境中的实体模型,定义加工过程的毛坯形状.以底面顶点(-40,-40,-8)为基准点,设置长宽高分别为82 mm、82 mm、22 mm 的长方体毛胚,见图2.
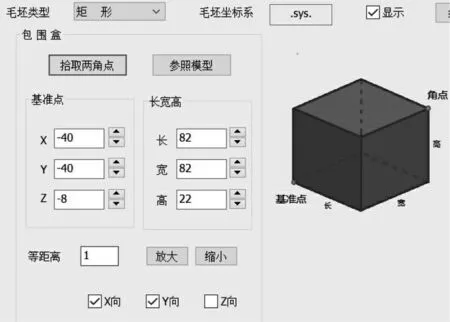
图2 底座零件加工毛胚的建立
4.3 底座零件下底面加工参数设定
采用平面区域式加工方式完成对其下表面的加工.选择10 mm 的立铣刀,采用由里向外的环切式加工方法切削,提高铣削底面的效率,降低加工过程中抬刀次数.以底层表面为基准,每层下降高度为0.5 mm,相邻两刀具轨迹间隔为2.5 mm,加工精度为0.1 mm,加工余量为0.1 mm.选择岛屿清根模式,刀具在Z=100 mm 的安全高度下刀,以圆弧方式切入零件表面.主轴转速为1500 r/min,切削速度为900 mm/min.完成下底面的粗加工、精加工.平面区域或加工参数设置如图3.
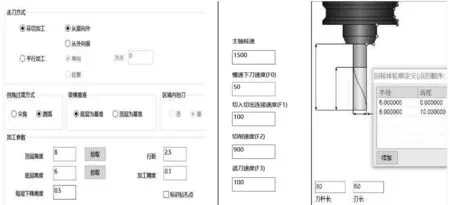
图3 底座零件下底面加工参数设定
4.4 底座零件孔加工参数设定
采用10 mm 的麻花钻完成5 个Φ10 的通孔钻削.由于五个孔均在同一底面,钻头在距离底面Z=60 mm 的安全高度下刀,在孔底暂停0.4 s,以快速移动速度退刀,返回至Z=10 mm 位置,完成循环钻孔.具体孔中心位置、钻头尺寸及转速等加工参数设置如图4 .
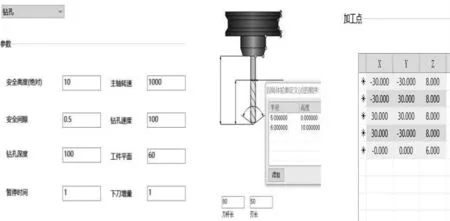
图4 底座零件孔加工参数设定
4.5 底座零件轮廓加工
根据零件图尺寸,零件底板厚度为8 mm,采用立铣刀,建立左刀补,采用顺铣方式,每层下降1 mm,分8 次完成外轮廓铣削.轮廓加工参数设置如图5.
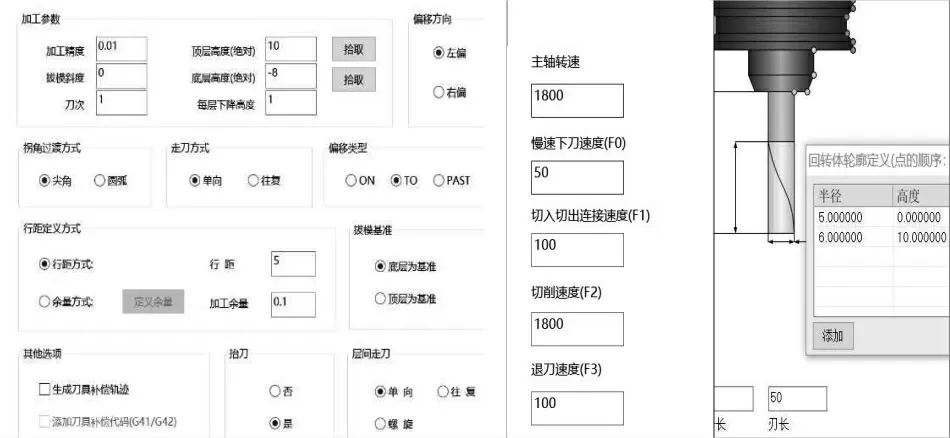
图5 底座零件下底面轮廓线加工参数设定
4.6 底座零件等高线粗加工参数设定
该底座零件具有复杂型面和三维立体结构,可以选择CAM 系统中三轴联动加工的等高线粗加工方式来完成凸台外圆面、上底面的粗加工.对等高线粗加工方式中的关键参数设置如下:选择往复式加工模式,避免在加工过程中出现频繁抬刀动作,留下抬刀刻痕,降低铣削效率.由于加工零件材料为常见的45 号钢,所以选择以顺铣的方式加工,以降低铣削过程中加工表面的塑形变形区域,提高表面精度.走刀方式采用环形切削,保证加工表面的切削纹理一致,提高粗加工的效率.根据零件的加工精度0.01 mm 的要求,设置相邻两切削路径最大行距为1.5 mm,精加工余量为0.5 mm,层高为1 mm,层数为6;铣刀建立左刀具半径补偿.安全下刀高度为Z=60 mm,主轴转速为1000 r/min,切削速度为60 mm/min.采用半径R=10 mm 的硬质合金钢面铣刀.加工曲面选择底板上表面、凸台外圆面及球面.等高线加工参数设置如图6.
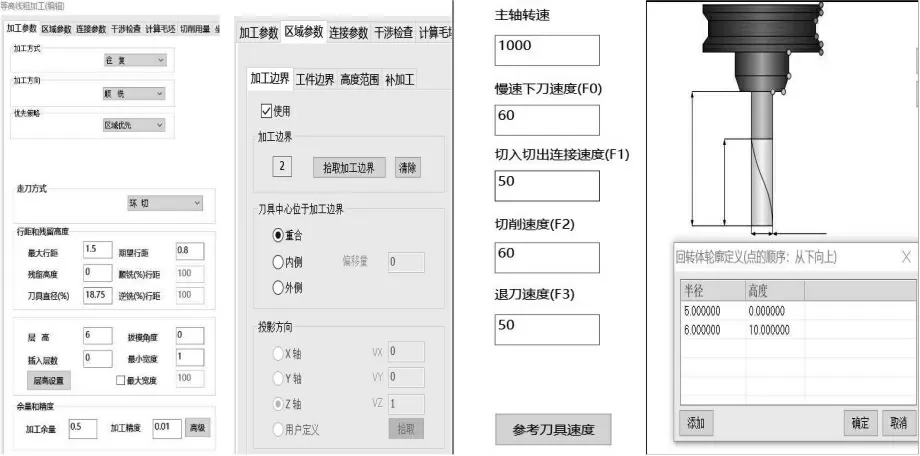
图6 底座零件等高线粗加工参数设定
4.7 扫描线精加工
采用扫描线精加工方式完成对于凸台内表面的精加工,最大行距取0.5 mm,选择往复式走刀加工方式,刀具中心位于加工边界内测.采取相切圆弧的方式切入、切出表面.空刀安全距离为10 mm,慢速切入、切出速度为10 mm/min.刀具为球头铣刀.
4.8 平面精加工
针对凸台表面的四个凹槽面,采用CAM 系统中平面精加工方式完成切削.依旧采用往复式走刀,顺铣方式加工.安全下刀高度为Z=60 mm,主轴转速为1000 r/min,切削速度为60 mm/min.采用半径R=3 mm 的键槽铣刀.
5 仿真加工结果
根据上述方式设置好加工参数,CAM 系统对所加工零件轮廓,采用逐点比较法,数字积分等算法,将复杂的轮廓曲线完成插补计算,将其离散成首尾相接微小折线段,生成不同工序的刀具中心轨迹,提高了加工精度和效率.采用合理的切削轨迹路线可以减少零件轮廓插补计算量,避免在切削过程中刀具的进给速度发生突变,使得刀具尽可能地连续走刀,缩短空刀行程,以此来获得较高的表面加工质量和切削效率.减少换刀次数,降低对刀误差,消除由于换刀造成的残留刀痕.针对该零件复杂表面的加工,通常采用计算机辅助制造系统CAM 对零件的加工过程和刀具中心轨迹生成进行虚拟仿真,以便验证加工的可靠性、刀具轨迹的可行性.其虚拟仿真结果如图7-图10.
根据图7-图10 中的刀具轨迹和仿真结果,清楚地判断加工路径是否最优,刀具与工件会不会发生干涉现象与碰撞,可以依据仿真加工过程继续优化加工路径,设置更合理的切削参数以此来获得更高的加工精度.
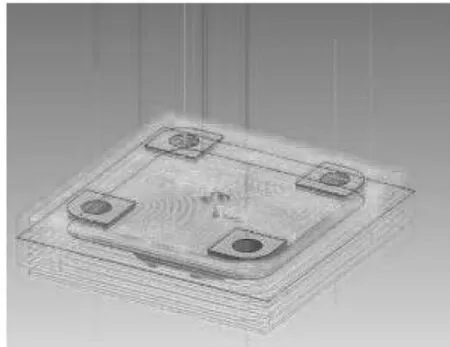
图7 底座零件下表面加工刀具中心轨迹
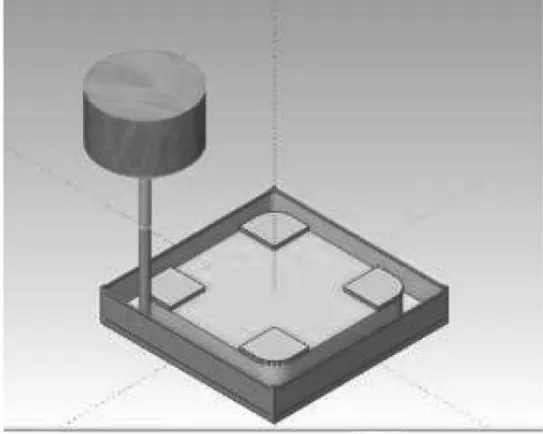
图8 底座零件下底面仿真加工过程
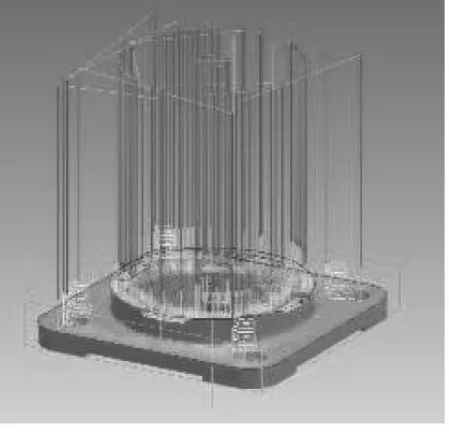
图9 底座零件上表面刀具中心轨迹

图10 底座零件上表面仿真加工过程
6 数控加工程序代码
通过CAM 系统中的数控机床后置处理及生成程序代码模块,在确定上述模拟仿真加工过程可行,加工参数设置合理后,可将其每道工序中的刀具中心轨迹以坐标形式生成NC 代码.通过标准本地通信模式、DNC 分布式数控加工网络通信模式将数控加工程序代码传输至所对应的数控机床,实现远程无人数字化制造.部分NC 加工代码如表2.
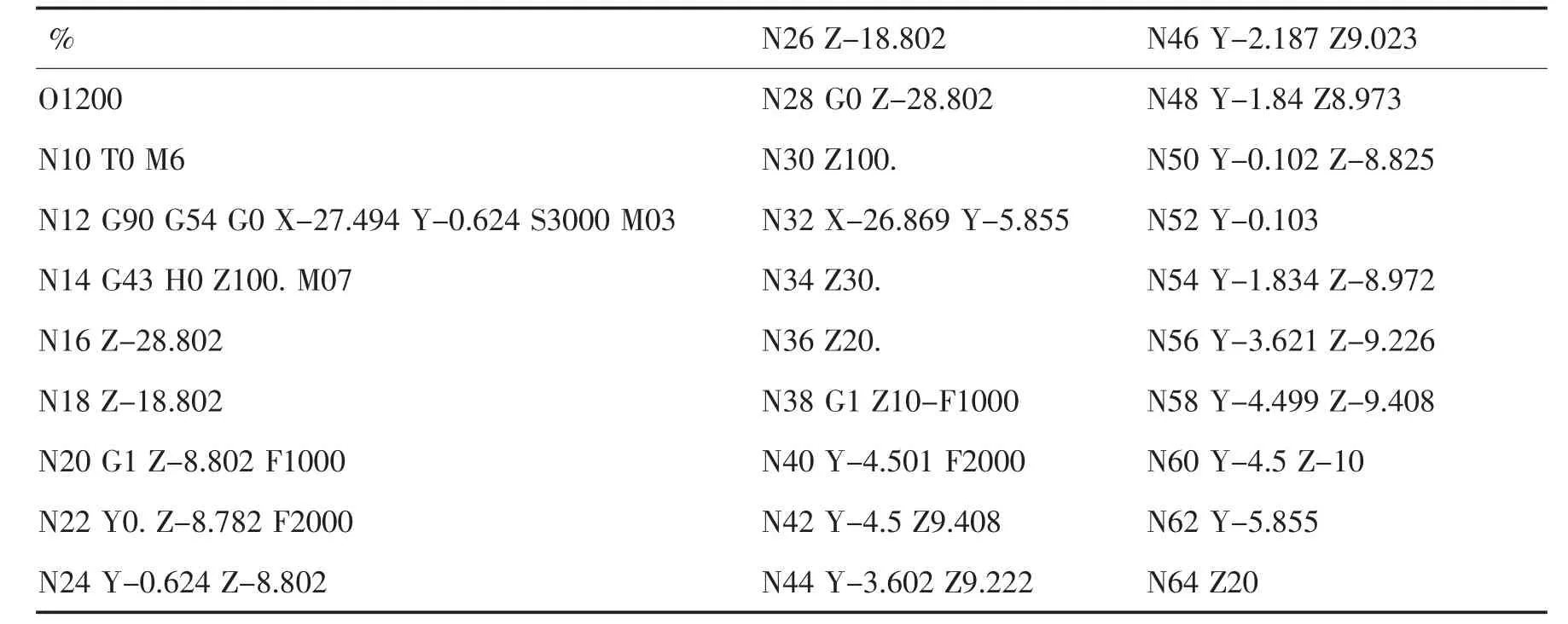
表2 底座零件数字化加工部分程序代码
7 结论
伴随着“互联网+技术”、大数据理论和智能化系统的不断发展与相互融合,产品的结构将变得越来越复杂,零件的精度以及加工效率也会越来越高.利用CAD/CAE/CAM 系统将产品的设计、应力分析、数字化制造都纳入到虚拟环境之中,采用虚拟建模、有限元分析及虚拟制造可以节省大量的加工成本.虚拟制造需要经过三维实体建模、毛胚的选择、参数设定、数控编程、走刀演示等过程,使得制造过程实现数据化、高精度、高速度、高效率.