几种典型焊接工艺评定分析
2022-05-19曹彬彬
张 霞,曹彬彬
(泰安市特种设备检验研究院,山东 泰安 271000)
1 前 言
焊接作为特种设备生产中的关键环节,其质量控制方式层层相扣,从焊接材料、焊工作业资格到焊接工艺评定、焊接工艺实施均有严格的要求。其中焊接工艺评定是为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
压力容器制造中,焊接工作量约占30%~40%,焊接成本约占压力容器制造总成本的40%~50%。焊接工艺评定更是焊接结构生产质量控制的一个重要步骤和环节[1]。焊接是压力容器制造生产中一个比较复杂的环节,涉及到的内容较多,其中焊接工艺是较为重要的一个环节,会直接对压力容器的最终使用质量造成影响,所以要对其进行严格的质量控制,具体可以通过工艺评定的方式来对焊接工艺进行优化和改良[2]。国际标准中的焊接工艺评定方法有5种,现在AWS D1.1《钢结构焊接规范》已广泛运用“焊接经验”来进行工艺评定,另一种新趋势是AWS B2.1推出的标准焊接工艺规程,近年来得到大力推广[3]。国内的承压设备焊接工艺评定标准现在执行NB/T 47014—2011《承压设备焊接工艺评定》标准。承压设备焊接工艺评定根据母材分类分组、填充材料、焊接方法及母材壁厚[4]不同可以组合出成百上千种的焊接工艺评定。此种焊接工艺评定方法运用时过于繁琐,在重新修订标准时应当考虑成本节约、能源损失小的方向,同时对应应当考虑焊接质量与安全级别。
根据承压设备焊接工艺评定给定的评定方法,考虑厚复合板焊接工艺评定力学性能的变化,借此对比焊接工艺评定给定的试验方法及合格指标的合理性。分析奥氏体-铁素体双相不锈钢之间、奥氏体-铁素体双相不锈钢与奥氏体不锈钢的异种钢之间的工艺措施及焊接外观、力学性能等,对焊接过程中的难点进行讨论,改善焊接工艺,为制造单位提供参考,避免因试验工艺过程造成材料浪费及能源消耗。
2 典型焊接工艺评定分析
2.1 复合板焊接工艺评定
某制造单位Q345R+S30408复合板焊评(覆层参与强度计算),板厚为(46+4)mm,其焊接参数基层Q345R采用埋弧焊双面焊接多层多道焊,采用直流反接(DCEP),焊接电流550~650 A,焊接电压30~36 V,焊接速度45~50 cm/min,线能量31.2 kJ/cm,层间温度小于等于250℃,预热温度大于等于80℃;覆层采用焊条电弧焊,采用直流反接(DCEP),焊接电流120~160 A,焊接电压24~26 V,焊接速度10~13 cm/min,线能量24.9 kJ/cm。焊后进行热处理900~940℃,保温60~70 min。
焊接完成后进行力学性能试验,抗拉强度试验结果见表1,冲击试验结果见表2。

表1 抗拉强度试验结果
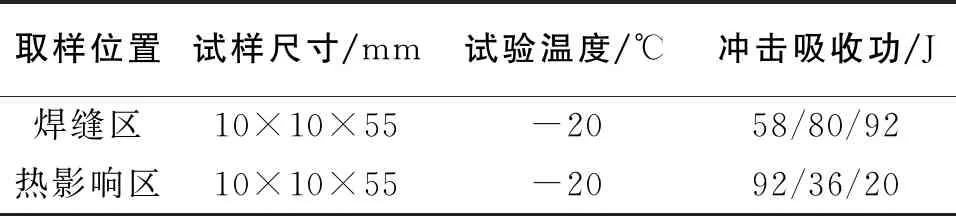
表2 冲击试验结果
焊接工艺评定中拉伸采用分片拉伸,由表1可以看出两个拉伸试件一个加工为(25.1+23.4)mm,另一个试样加工为(24.5+23.5)mm,但依NB/T 47014—2011《承压设备焊接工艺评定》中C.2.4 a),拉伸试样应包括覆层和基层的全厚度,且C.2.5给出了计算公式,因此分层计算不符合要求。且根据6.4.1.5.1 c),当试验机能力限制不能进行全厚度的拉伸试验时,则可将试件在厚度方向上均匀分层取样,等分后制取试样厚度应接近试验机所能试验的最大厚度。等分后的两片或多片试样试验能代替一个全厚度试样的试验。由6.4.1.5.1c)与C.2.4 a)对比可以得出复合板(覆层参与强度计算)的拉伸试验必须进行全厚度拉伸。因此拉伸试验不符合NB/T 47014—2011的要求,必须重新进行取样试验。
根据表3可以得出采用全厚度进行拉伸试验,抗拉强度较分片拉伸时提高了11%,达到560 MPa,同时解决了表1中拉伸试样宽度小于20 mm的问题[4]。

表3 全厚度拉伸试验结果
依据GB/T 16957—2012《复合钢板焊接接头力学性能试验方法》(此标准取消了所有的试验机能力不足)第6.1.4节,对于包括覆材的试样,应采用全厚度试样,当复合板厚度大于40 mm时,可从基材和覆材表面按照复合比例机械加工,使其厚度小于等于40 mm,由此试件可进行削薄为(37+3)mm的试件进行拉伸试验。NB/T 47002—2019《压力容器用复合板引用标准》和GB/T 6396—2008《复合钢板力学及工艺性能试验方法》中第5.2.4节同样提出当复合钢板总厚度大于40 mm且试验机能力不足时,可以按比例从覆材和基材两面加工至40 mm,因此可进行削薄为(37+3)mm的试件进行拉伸试验。GB/T 16957—2012引用了NB/T 47014—2011标准,但NB/T 47014—2011未引用GB/T 16957—2012及GB/T 6396—2008。但由于GB/T 16957—2012执行日期较NB/T 47014—2011晚,因此是否适用值得商榷。且根据上述分层拉伸的抗拉强度值较全厚度拉伸低,因此可以得出分层抗拉强度合格的情况下,全厚度拉伸力学性能应被判为合格。因此可以认定按比例从覆材和基材两面加工至40 mm来判断是否符合拉伸强度要求是可行的。
NB/T 47014—2011 中C.2.4 c)规定只需对基层进行冲击试验,通过表2可以得到复合板焊接工艺评定的冲击试验冲击吸收功值,其中热影响区的冲击吸收功存在一个试件为20 J,由NB/T 47014—2011中6.4.1.7.3 b)钢质焊接接头冲击吸收功平均值应符合设计文件及相关技术文件规定,且不低于NB/T 47014—2011表14中规定值,至多允许有1个试样的冲击吸收功低于规定值但不应该低于规定值的70%,从NB/T 47014—2011中表14查得该材料吸收功为≥24 J,焊接工艺评定单位认为20 J满足70%(16.8 J)的要求,故该评定合格。但根据GB/T 713—2014中表2查得该材料的吸收功为≥41 J,因此焊接工艺评定应综合这两个标准的要求,并按照较严的标准来执行,综合可得该材料的冲击吸收功不得小于41 J,允许有1个试样的冲击吸收功低于规定值但不应该低于规定值的70%,可得允许最低值为28.7 J,故该报告的20 J冲击功不符合要求,需重新进行冲击试验。表4为重新进行了冲击试验得到的冲击吸收功,结果远大于规定要求。
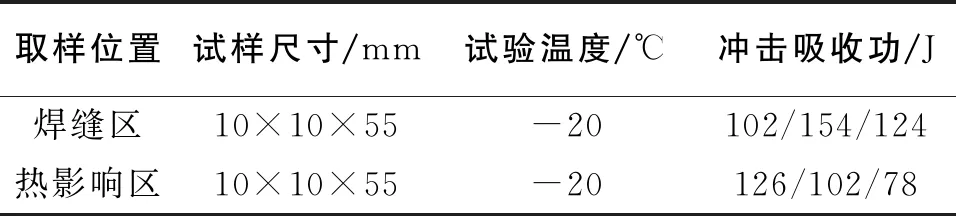
表4 冲击试验冲击吸收功
2.2 双相不锈钢钢焊接工艺评定
某制造单位奥氏体-铁素体双相不锈钢之间,板厚为10 mm,其焊接参数采用埋弧焊双面焊接单层单道焊,采用直流反接(DCEP),焊接电流480~520 A,焊接电压30~34 V,焊接速度18~22 cm/min,线能量58.9 kJ/cm,层间温度≤150℃。奥氏体-铁素体与奥氏体不锈钢之间,板厚为10 mm,其焊接参数采用埋弧焊双面焊接单层单道焊,采用直流反接(DCEP),焊接电流480~520 A,焊接电压30~34 V,焊接速度18~22 cm/min,线能量58.9 kJ/cm,层间温度≤150℃。均未进行焊后热处理。焊接试件力学性能符合标准要求,焊接工艺评定符合要求。
通过实际焊接操作发现,当焊接过程中层间温度较高,超过上述给定层间温度30℃时,所焊接的试样较脆,弯曲试验不合格。因此焊接过程中需要控制焊接层间温度。冲击试验的冲击吸收功焊缝较焊接热影响区小,一般情况下,焊缝的冲击吸收功较大,造成焊缝区冲击吸收功较低的原因为析出M23C6和σ相,主要在铁素体、奥氏体晶界和铁素体内析出。随着时效时间的延长,析出相逐渐长大并增多,冲击功逐渐降低[5]。
3 结 语
针对特种设备焊接工艺评定复合钢板力学性能的要求,提出分层取样和全厚度取样的差别及依据,同时结合部分标准给出削薄处理的依据与优点;对于冲击试验的冲击吸收功提出应遵守相应材料标准的要求;双相不锈钢的焊接工艺参数及层间温度超标时力学性能的缺陷,同时阐明焊缝区冲击吸收功的原因。
