850 t冷剪常见故障及解决措施
2022-05-16徐玉兵
徐玉兵
(新疆昆玉钢铁有限公司,新疆 伊犁 833200)
新疆昆玉钢铁有限公司位于新疆伊犁州奎屯市奎屯-独山子国家级经济技术开发区,是石横特钢有限公司于2012年独资兴建的,工艺技术先进的长流程钢铁企业,计划钢产量200万t/年(线材、螺纹),其中线材80万t,建材螺纹钢120万t。其中的棒材线于2011年6月进行设备工艺流程设计,2013年7月投产。全线布置有双蓄热步进式加热炉一座,加热炉为侧进侧出,加热能力为160 t/h(冷坯)。配有高压水除鳞,共有18架轧机,轧机具有短应力线、高刚度的特点,所有轧机平立交错布置。其中,粗轧6架(1~6架),轧辊直径为Φ680~Φ580 mm,中轧架8架(7~14架)。轧辊直径Φ450~Φ375 mm。精轧4架(15~18架),轧辊直径350 mm,全线共布置了3台平立转换轧机(14 H/V, 16 H/V, 18 H/V)。1 H粗轧机前配夹送辊,全线安装有3台飞剪机。其中,1#飞剪机布置在6 V~7 H轧机之间,2#飞剪机布置在12 V~13 H之间,3#飞剪机安装到K1轧件后面,控冷水箱前。1#飞剪机的作用是剪头,2#飞剪机的作用是剪头尾,3#飞剪机的作用是将成品轧件进行倍尺分段,便于轧件上冷床,所有飞剪具有碎断功能。中轧机、精轧机区域安装有多个立活套,安装到轧机入口侧,通过扫描活套高度为上游机架的自动级联速度控制提供信号,在12 V~18 H/V机架之间形成无张力轧制,从而为获得优质的成品实物质量提供保障[1]。
棒材工艺:连铸钢坯→待料台→加热炉→高压水除鳞→粗轧→1#飞剪→中轧→2#飞剪→精轧→3#飞剪→冷床→850 t冷剪(含定尺机)→收集台架→打捆→称重→挂牌→入库。
850 t冷剪机(含定尺机)作为棒材的定尺剪,布置于冷床输出辊道之后。冷剪结构原理及功能如下:冷剪由交流电机驱动,电动机经过多联V带带动飞轮转动,飞轮具有蓄能功能,剪切时电机和飞轮同时转动,实现剪切动作,剪切后,飞轮转速略有降低(降速10%左右),然后在电机的带动下,很快恢复到原始转速。V带传动适合于转速不稳定的传动场合,能缓冲转速波动带来的冲击,同时具有防过载功能。冷剪剪切形式为:下剪刃固定,上剪刃移动,剪刃支座体在曲柄轴的带动下,沿两侧滑道上下移动,实现剪切功能。冷剪主体内部传动为二极齿轮减速,输入端与飞轮同轴;输出端与曲柄轴同轴。在输入轴两侧分别装有一台离合器和一台制动器。冷剪不工作时,电机与飞轮常转,输入轴静止(离合器打开,制动器闭合),剪机执行剪切动作时,气动制动器的常闭电磁阀得电,气囊在回位弹簧的作用下,进行放气,摩擦片与钢片脱开,延时若干毫秒,气动离合器的常开电磁阀得电,气囊充气,推动摩擦片与钢隔片结合,离合器闭合,飞轮轴带动减速机输入轴以及曲柄轴旋转,上刀座(带动上剪刃)执行剪切动作;剪切完毕时(这时上剪刃处于下死点位置),离合器常开电磁阀失电,离合器的气囊在回位弹簧的作用下放气,摩擦片与钢片脱开,离合器分离,这时飞轮在减速机输入轴上空转,减速机输入轴、冷剪曲轴失去动力,冷剪滑枕在减速机低速轴大齿轮的转动惯性作用下上升,越过上死点,此时,气动制动器的常闭电磁阀失电,气囊充气,推动摩擦片与钢片结合,制动器闭合,滑枕连同上刀座被制动停止在越过上死点的一个很小的距离附近,这样由离合器与制动器协调动作,实现动力的通断和准确的停位,完成冷剪一个剪切周期,离合器和制动器均为气动干式磨檫片式。
1 冷剪常见几种故障及分析
昆玉棒材从投产至2021年,共生产钢材540万t,期间850 t冷剪出现了各类故障、问题,通过汇总、统计,共有如下典型故障问题。
1.1 冷剪离合器、制动器摩擦片发热、冒烟抱死故障
离合器承担着传递剪切动力的作用,承受较大的转动力矩,制动器承担曲轴、滑枕及上刀座制动停止在高位的作用,承担较小的制动力矩。当离合器摩擦片发生冒烟、摩擦片受热胀死时,离合器脱不开,会带动冷剪曲轴、滑枕一直运转,上刀座有连续做上下往复运动的趋势,但是,当滑枕上升到接近上死点位置时,制动器闭合,但闭合不住,造成离合器、制动器摩擦片与钢隔片进行摩擦生热,发生冒烟现象,冷剪无法执行正常的剪切动作。制动器原理图见1,离合器原理图见图2。
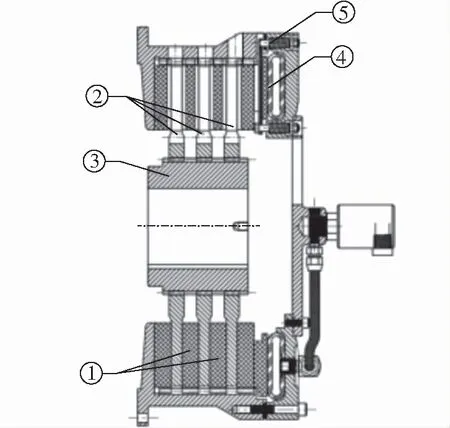
①摩擦片,②钢隔片,③外齿轴套,④气囊,⑤回位弹簧
离合器摩擦片发热、冒烟抱死原因如下:
(1)摩擦片是由石墨+铜丝+石棉复合材料做成的,当摩擦片与钢隔片的间隙调整得太小时,从摩擦片上脱落的粉尘不能顺利甩出来,在摩擦片与钢隔片之间造成堆积,离合器脱不开。
(2)当离合器的摩擦片与钢隔片的间隙太小(2~3 mm),摩擦片分离不彻底,摩擦片发热严重,将制动器胀死。
(3)制动器离合器气动电磁阀出现故障(比如线圈烧毁、阀芯卡死时),气囊无法完成充气动作,制动器始终处于闭合状态,无法脱开,造成离合器摩擦片与钢隔片硬摩擦,以致造成摩擦片发热、离合器烧毁。
(4)离合器、制动器的内外齿圈的轮齿局部磨损、变形、起毛刺,造成钢隔片在外齿轴套上不能轴向滑动。

①摩擦片,②钢隔片,③外齿轴套,④气囊,⑤回位弹簧
1.2 冷剪不剪、剪切无力、剪不断故障
发生这种故障时,在操作台上按下剪切按钮,这时冷剪不剪切,或者当上剪刃剪切到一半时,停止剪切。原因是:
(1)冷剪剪切周期程序设置不合理,或者减速机低速轴(曲轴)闷盖侧码盘枝子位置转动,改变了原始位置,发生这种故障时,冷剪刚开始剪切,或者刚剪切到一半时,离合器电磁阀突然断电,剪刃失去动力,造成剪切中断,或不剪,或剪切无力。
(2)刀座锁紧装置(主要是下锁紧)失效,剪切时,刀座在燕尾槽里发生倾翻,上下剪刃之间出现较大的侧隙,造成剪不断规格较细的钢筋。
(3)当下刀座燕尾槽里面有钢筋头清理不干净,或者下锁紧长条压板卡住落不下来,燕尾内有毛刺、高点,也会造成下锁紧压不实,下刀座晃动,锁紧装置失效,也会剪不断钢筋。
1.3 剪切弯头、毛刺严重,剪切压痕大,产品质量达不到要求
(1)剪刃间隙标准0.30~0.50 mm,太大,造成剪切小规格材(Φ12、Φ14)弯头严重,毛刺严重。
(2)上下刀座的锁紧缸松动、燕尾槽磨损严重,剪切时刀座松动、摇晃,造成剪切弯头。
(3)剪刃材质质量不好,出现剪切崩刃、变钝,剪刃更换不及时,也易造成剪切弯头。
(4)生产小规格材(Φ12、Φ14)时,剪切支数太多,辊道里单层排不开,摞剪。
(5)冷剪铜衬板和滑枕之间间隙大。
2 解决措施
2.1 离合器、制动器摩擦片发热、冒烟抱死解决措施
(1)在离合器、制动器上方安装压缩空气喷嘴,对离合器、制动器进行强制冷却,降低摩擦片温度;定期打开离合器、制动器,拆下摩擦片,用压缩空气清吹粉尘。
(2)制定摩擦片间隙调整标准、摩擦片磨损减薄更换标准,规定离合器的摩擦片与钢隔片最大间隙达到9~12 mm,制动器的摩擦片与隔片最大间隙达到5~9 mm时,必须进行调整。摩擦片的磨损更换标准:当磨损量(减薄)达到3~4 mm时,必须更换摩擦片。
(3)选用国内名牌厂家的气动电磁阀,制定气动电磁阀的寿命更换周期,对电磁阀进行定期更换,更换周期为1.5个月,气动管路的气动三联件更换周期为12个月。
(4)利用离合器拆解维护时机,用手锉修磨离合器、制动器外齿圈轮齿上的高点、毛刺,确保钢隔片在上面能顺滑的窜动无卡阻。
2.2 冷剪不剪、剪切无力、或剪不断问题解决方案
(1)通过调整电气剪切参数,或者通过更换磨损严重的制动器摩擦片,确保剪刃上位高度位置不能太高,通过缩短制动器的制动时间,使剪切周期保持在2800~3200 ms之间,制动器摩擦片间隙越小,剪切周期时间越短。如果剪切周期突然变长,检查调整减速机低速轴(曲轴)闷盖侧码盘枝子位置,面向枝子方向,将枝子沿早制动的方向调整一定角度,并将枝子固定牢固。
(2)将上下刀座锁紧缸拆下来,清理里面的氧化铁皮油泥,更换活塞杆密封圈,更换断裂或疲劳变形的碟簧,恢复锁紧缸的原始锁紧力。
(3)要求精整班更换剪刃刀座时,严格执行规定要求,用压风、钩子等将刀座里面的油污、钢筋切屑、钢筋头清理干净,确保锁紧钢长条压板升降自如,无卡阻。剪切钢筋时,尽量避免剪切头进入里面的缝隙中,并及时清理出来,要求维修工定期对刀座燕尾进行检查,用磨光机修磨燕尾斜面、底部上的划痕、高点,确保燕尾槽板贴合密实,也可以采用分离式千斤顶顶住下刀座压板长条的外端,进行辅助固定[2]。
2.3 冷剪剪切弯头、剪切质量差问题的解决措施
(1)缩小冷剪剪刃间隙,当生产小规格材时,剪刃间隙改为0~0.10 mm以内,同时利用换辊或其它间隙时间加强剪刃间隙测量,超标时则立即更换。
(2)措施同2.2中的第(2)、第(3)条。
(3)与剪刃生产厂家一起,将剪刃材质改为H13K,热处理硬度调整为HRC49~51,采用多次回火法,降低剪刃内应力,解决崩刃问题,优化大冷剪剪刃外型尺寸,下剪刃剪切刃口由90°改为双V口锐角,减少压痕面积。
(4)优化剪切支数,经过计算,剪切Φ12钢筋允许的剪切支数为117支,由于辊道宽度的不足,钢筋在辊道里单层摆不开,会造成摞剪,将剪切支数控制在100~105支之间。加强工艺设备监督,对发现超支数剪切、摞剪不摊平的违章行为进行制止和考核。
(5)对850 t冷剪进行小修,将影响剪切质量的主铜滑板拆出来,测量衬板各处的磨损减薄量,送金工车间进行加工修复,恢复设备出厂时的铜衬板间隙(0.30~0.35 mm)。
3 结语
通过以上冷剪三种典型故障问题分析及解决方案的论述,解决了昆玉钢铁棒材850 t冷剪经常发生的气动离合器、制动器发热、抱死的问题,解决了不剪切和剪不断的问题,解决了冷剪剪切弯头和压痕问题,提高了剪切质量,全国钢铁厂范围内具有类似结构形式的850 t冷剪机较多,出现的故障形式相同或类似,本文介绍的故障分析思路和解决方案对解决同类冷剪故障有借鉴意义。
