液晶面板生产过程质量分析闭环管控应用
2022-05-14高馨吴凡张棠清
高馨,吴凡,张棠清
(1. 工业和信息化部电子第五研究所,广东 广州 510610;2. 工业装备质量大数据工业和信息化部重点实验室,广东 广州 510610)
0 引言
随着智能手机的发展,全面屏的尺寸比例由之前的16:9,发展为18:9,生产工艺愈发复杂。其关键显示部件液晶面板的生产制造质量,决定了手机显示器的亮度、对比度和色彩等,是用户衡量产品质量的重要指标。
液晶面板的结构复杂、层级众多,其生产制程包含3个主制程[1]、20多个子制程,为了避免生产环节出现故障而引起批次产品质量问题,需要开展面向生产过程的失效模式及影响分析(PFMEA);对于已发生的故障,需要故障报告、分析及纠正措施系统(FRACAS)形成闭环管理和故障数据库,助力企业提升生产效率的同时沉淀知识经验,不断地提升产品质量。
1 FMEA和FRACAS国内外应用现状
20世纪50年代初,美国首次将失效模式及影响分析(FMEA)的思想用于对螺旋桨飞机操作系统向液压机构的改进过程的设计分析,作为一种可靠性分析的技术用来确定系统和装备失效带来的影响。60~90年代,以福特、通用为首的汽车行业大企业开始应用FMEA来控制其制造过程的可靠性和有效性;2002年FMEA成为ISO/TS 16949的认证要求,FMEA逐步地在工程实践中形成了一套科学而完整的分析方法[2]。
20世纪中叶,美国采用并制定了《故障报告、分析和纠正措施系统》准则,1983年我国制定了《装备研制与生产的可靠性通用大纲》,把FRACAS列为专门的工作项目,GJB 841-90FRACAS的颁布,标志着我国在FRACAS的实施方面已经走上正规化道路[3]。
近几年国内众多行业的龙头企业开始重视FMEA和FRACAS的应用,通过对相关企业进行技术调研,梳理了当前技术应用现状,具体如下所述。
a) 大型制造业企业对两种技术的认知和理解较为系统,愿意投入人力物力开展工作。但是部分三四级配套商或中小企业,并未从消除潜在失效、改进产品根本的可靠性水平的角度来推进相关工作,大部分仍然是用手工或者以EXCEL表的形式填写FMEA表。
b)液晶面板行业的产品产量大、批次多、精度要求高,企业有一定的质量提升意识,愿意开展PFMEA、FRACAS等质量技术应用。但是存在文件编制不统一、数据分散和协同工作困难等问题,缺乏数据更新反馈机制,往往导致故障分析管理成为一次性产物。
c) 受市场竞争和国际业务的影响,企业希望以较低的成本逐步地推进相关工作,包括专业的培训和软件工具,或者是支持按功能模块、按使用周期等灵活支付的使用方式,以缩减经费等成本的支出。
d)部分龙头企业虽然具备信息化系统的支撑,但FMEA与FRACAS工作数据未实现互联互通,存在数据孤岛问题,生产过程发生的故障,未能形成反馈,未能指导产线负责人提前开展产线优化工作,质量协同管理工作开展具有一定的难度。
2 手机液晶面板生产现状及生产过程 分析
2.1 国内手机液晶面板生产现状
2007年,初代iPhone问世,取消了实体键盘,让屏幕成为了用户和手机直接交互的工具。如何在有限大小的手机上实现四面窄辚框,提升手机正面面积的利用率,进而推出高屏占比的产品,成为当下各大厂商竞争的焦点。2013年夏普发布全球第一款窄边框全面屏手机,屏幕比例为17:9[4]。2017年LG和三星发布了18:9比例的全面屏手机,屏占比达84.15%。
珠海某液晶面板生产企业,及时地根据市场需求来调整生产计划,针对全面屏导入异形切割、窄边框本压、涂胶和全合贴等重要工序,通过制造执行系统(MES)与自动化激光切割设备、自动化渗透刀轮切割设备、全自动化COG/FOG设备和全自动涂胶设备的各段交互数据集成。
手机屏幕生产成本占总成本比例的20%左右, 与处理器的成本占比相当,而大屏手机如Galaxy Note系列,屏幕占总成本比例则更高接近25%。但是先进的生产设备却未能有效地提升企业利润,主要原因在于传统的基于表格的PFMEA、FRACAS工作依赖人工经验,存在数据一致性差、协同工作难和技术门槛高等问题,同时质量把控未能充分地利用设备故障数据,与生产流程结合不紧密,导致产品易出现批次故障,降低产品销售额度。企业为维持一定的利润空间,不得不通过降低原材料成本、删减部分制造环节来降低产品成本,直接的后果就是产品品质恶化,顾客满意度下降,形成恶性循环。
2.2 液晶面板生产过程分析
液晶面板通常由液晶屏、背光源和外部驱动电路等部分构成,液晶屏又由两片夹有液晶层的玻璃构成的液晶盒及位于液晶盒两侧的偏振片构成。在构成液晶盒的两片玻璃上,通常在一片玻璃上制作用于彩色显示的滤光膜,在另一片玻璃上做有源驱动的薄膜晶体管阵列。液晶盒由TFT阵列基板和彩色滤光膜基板构成,在阵列基板上有TFT阵列,TFT阵列对应于每个像素点的TFT单元。两个基板中间用几个微米的隔垫物垫起,形成均匀的几个微米间隙,在间隙中冲入液晶材料,详细的基本结构如图1所示[5]。
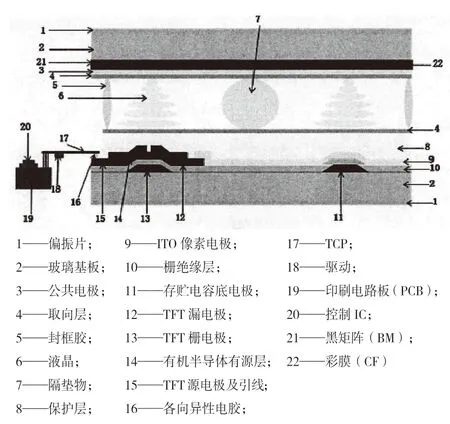
图1 液晶面板结构示意图
液晶面板的生产制程有:电晶体矩形阵列(Array)、显示单元体(Cell)和模组(Module)3个主要流程。
a)Array制程
其主要工艺包括:玻璃清洗、镀膜、上光阻、曝光、投影、蚀刻去光阻和检测后良品流入下个制程,以及维修或报废缺陷产品。
b)Cell制程
其主要工艺包括:抽真空、液晶注入、封口、清洗与切割、贴背光板、压泡、检测和检测后良品流入下个制程,以及维修或报废缺陷产品。
c)Module制程
其主要工艺包括:外检、压著区域清洁、COF压著、印刷电路板压合、自动涂胶、组装、老化、检验、包装入库和检查后将良品打包装箱,以及对不良品进行维修或重工。
背光源(BLU)位于液晶显示器背后,为液晶面板提供光源,是液晶显示产品的核心组件之一,其生产制程位于Cell的“贴背光板”环节[6]。用于生产面板BLU的生产工艺流程并不复杂,但对流水线生产环节的要求极为严格,专业无尘环境高达百万级,要求具有恒定的温度、湿度。该产品材质质地较软,稍有触碰就会出现白点、划伤和黑线等异物问题,导致画面不良。通过故障分析,梳理得到常见的异物发生原因、故障现象及解决方案,具体如表1-2所示。
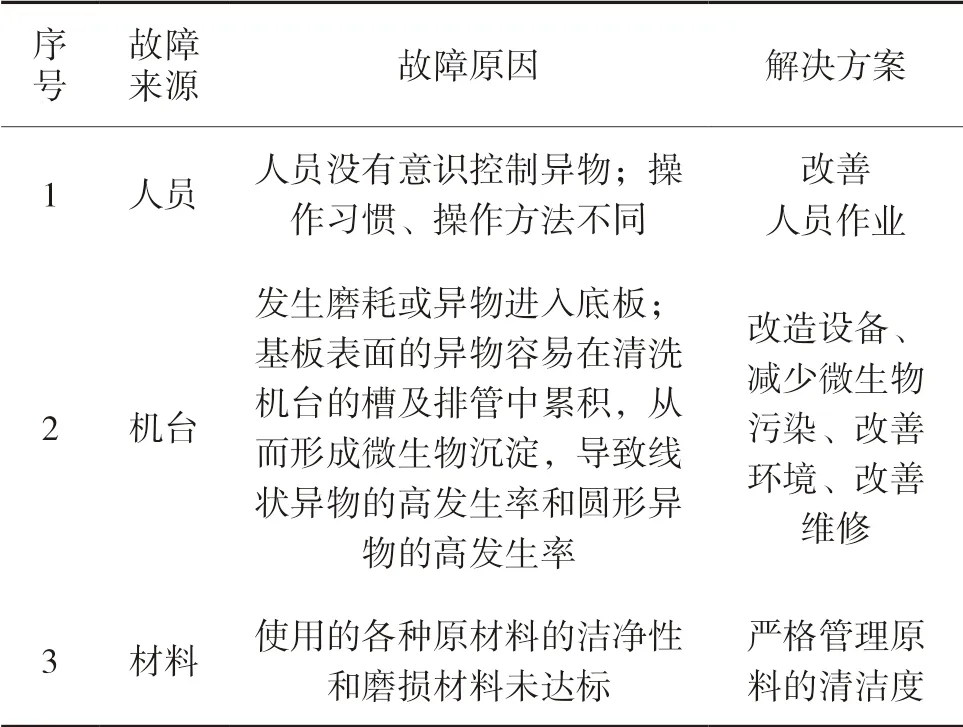
表1 背光源故障原因分析
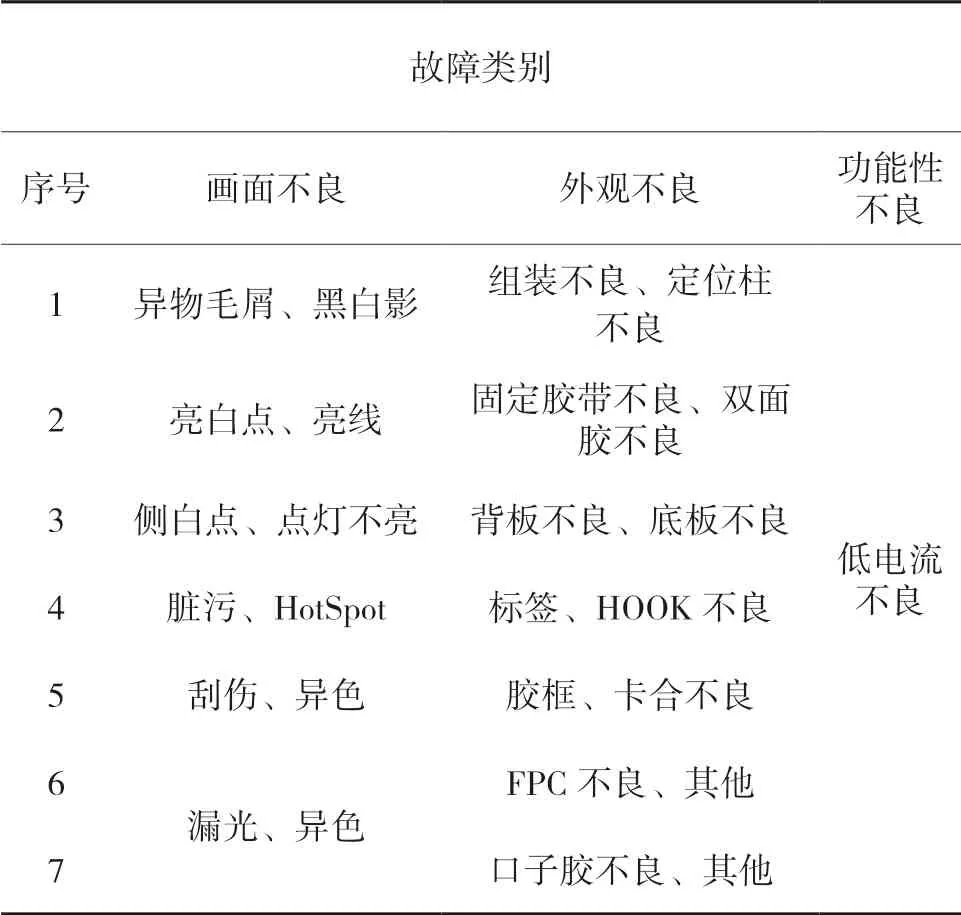
表2 背光源故障现象分析
3 PFMEA和FRACAS在液晶膜组生产中的应用
仅Cell制程中的背光源生产,就存在25种故障模式,对应到故障原因及改进措施上将会出现多层级的故障分析关系。此外,企业需要将已发生的故障情况进行分析,对其故障原因和解决措施进行归类总结,形成报告和经验,反向应用到生产过程故障分析中。PFMEA和FRACAS关联关系如图2所示。
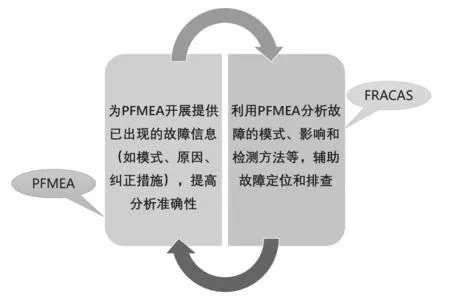
图2 PFMEA与FRACAS关联关系
针对企业需求,项目组提出基于故障闭环分析的手机液晶面板生产过程质量管控解决方案,利用电子五所自主研发的AutoFMEA和FRACAS工具软件,开展基于工业互联网的软件应用,帮助企业建立生产与运维环节信息闭环的质量分析能力。
3.1 确定关键制程及设备
结合企业开展的生产设备数字化改造,梳理液晶面板关键制程设备和数据收集情况,通过接口规范文档和相关协议,进行了接口连通。确定需要开展PFMEA的关键制程及设备如表3所示。
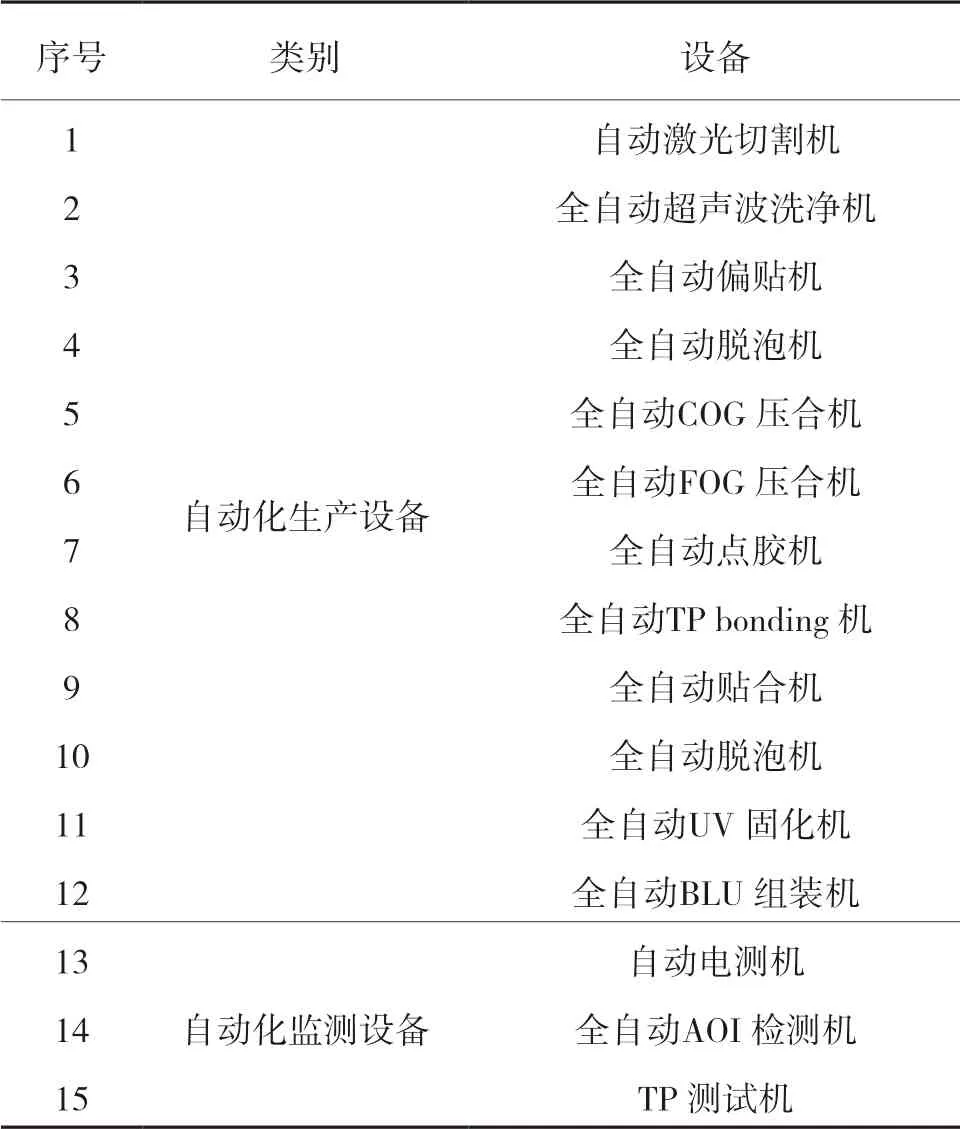
表3 液晶膜组的主要生产设备
3.2 基于七步法的PFMEA的应用
本项目应用赛宝质云Auto-FMEA软件,基于最新发布的AIAG-VDA FMEA标准,开展FMEA七步法失效分析工作,该标准由美国AIAG小组与德国VDA的OEM及一级供应商成员联合发布,作为汽车行业FMEA工作的指导标准,规范OEM及各级供应商的FMEA工作。
a)规划与准备
确定要开展PFMEA的生产过程,定义项目为“3.5 inch LCM Project”,即产品模组生产过程,确定项目负责人和时间周期,进入立项环节。
b)结构分析
根据企业的实际生产制程,形成可视化的主要制程流程图,包括从“来料外观检测”到“贴背光板”,一直到最后“栈板包装”共计25个主要制程。为每一个制程添加其特性,包括特性描述、特性符号和 类型等。最后,找出25个制程前后关系,以箭头进行链接,明确生产过程的前后顺序。上文提到的贴背光板位于“贴背光板”环节,下面将以此制程为例进行详细的说明。
c)功能分析
根据建立的结构图,首先对每一个制程添加【过程要素】和【功能】,建立功能结构图并生成功能分析矩阵。根据上文分析,“贴背光板”过程要素分为人员、机台和材料,如图3所示。
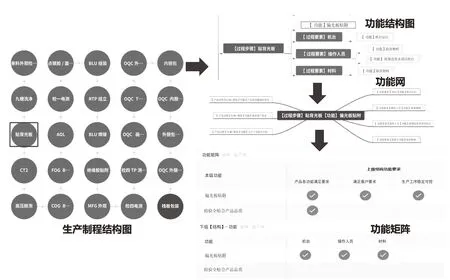
图3 步骤1-3软件功能界面
1)其上层级最终功能要求:满足客户需求、成品功能满足要求、生产工序稳定可控;
2)其本身对应的功能要求:偏光板贴附;
3)涉及到的过程要素:机台、操作人员和材料;
4)生产要素涉及功能要求:机台运行、取放物料、按规范要求清洁机台。
其功能网和功能矩阵图,图形化地展示了贴背光板与总功能需求(产品各个功能满足要求、满足客户要求、生产工序稳定可控),与下级过程要素(机台、人员、材料)之间的关联关系。
d)失效分析
为每一个功能添加潜在失效模式,并对失效模式添加其原因和后果,建失效模式、失效影响、失效起因的逻辑关系(失效链)。对于底层的失效模式,仅需要添加失效后果。以【功能】机台运行为例,其潜在失效模式为“机台异常”,失效后果(高一层次影响)为“贴合气泡”“贴合异物”和“贴附位移”。从失效网(失效链)中可以看出,机台异常会导致整个产品制程出现“产出不良品”“产品测试不合格”和“无法满足客户需求”等情况。
e)风险分析
针对每一个失效链,评估严酷度S、发生度O、探测度D,分析预防控制措施、分析检测控制措施和评估行动优先级AP等,如图4所示。
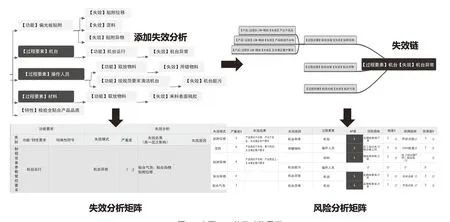
图4 步骤4-5软件功能界面
f)优化
按照优先降低故障原因发生度、其次增加故障模式检测度的顺序开展优化分析,并针对设计采取改进措施,重新评估受影响的部件。具体的工作内容有:确定完成优化需开展的改进工作、针对各项工作分配责任人和预期完成日期、记录已开展的工作并确认其有效性、重新进行风险分析。
g)结果文件化
自动生成并导出新标准下的PFMEA表格,如图5所示。
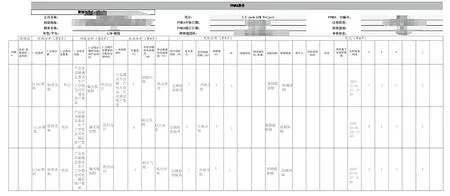
图5 导出的贴背光板PFMEA表格
3.3 流程驱动的FRACAS 分析应用
项目应用赛宝质云FRACAS软件,提供完善的故障闭环工作流程。首先,以故障报告发起为起点,由设计开发、生产和服务过程中相关岗位人员填写故障信息,确认后质量管理人员组织原因分析并制定处理措施,进行故障处理;然后,开展处理结果验证及其有效性评价;最后;关闭故障闭环流程,纳入经验知识库,并且可实时、全面地对产品可靠性参数进行评估和分析,比如可统计分析各个系统或子系统的寿命、平均故障工作间隔时间(MTBF)等,从而全面地掌握不同的时间、应用环境、批次和设备的故障情况和可靠性水平,以及产品可靠性参数评估与分析结果,有效地为企业处理故障问题提供重要的技术和数据保障,同时,为产品设计开发工作的开展及决策提供了宝贵的经验数据,可明显地降低产品研制、风险和维护成本,FRACAS工作流程如图6所示,具体的内容如下所述。
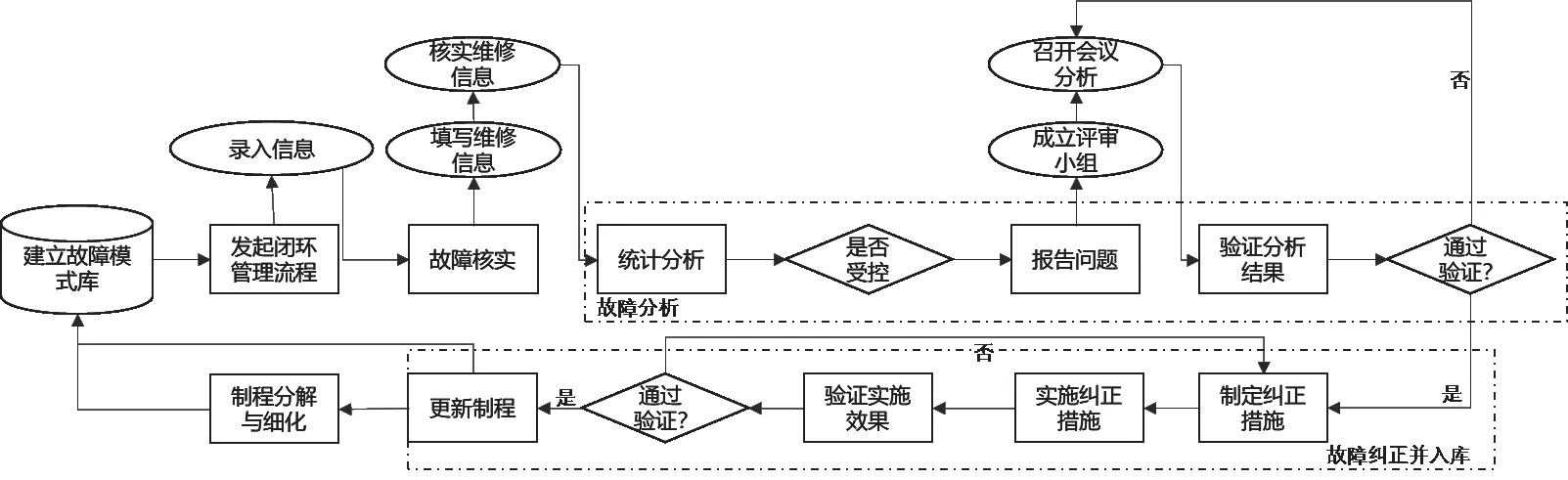
图6 FRACAS工作流程
a)制程拆解与细化
在软件中新建“液晶模组全制程”分析项目,确定其项目名称、编号、负责人和项目周期等。完成项目基本信息后,添加其待分析的制程,以及每个制程中待分析的子制程,包括其名称、编码、类别、层次、材料、梳理和功能位置等,如图7所示。
图7 制程拆解与细化
b)建立故障模式库
该步骤主要完成故障模式库的建立,以及对应制程(或产品)的故障模式库建立。所有的故障模式信息来源于企业积累的故障经验和FMEA中形成的故障模式。根据前文分析,贴背光源属于Cell制程中的偏贴环节,在软件中录入所有的相关故障现象,并关联到对应的偏贴环节,如图8所示。

图8 建立故障模式库
c)发起闭环管理流程
选择对应的制程环节,填写故障件、故障发生时机、故障现象和故障模式等信息,发起故障闭环管理流程。整个流程为故障报告发起—故障核实—故障分析—纠正措施—经验知识入库。
d)故障核实
故障核实人员,对发起的流程进行核实,包括故障发生时机、故障现象和故障模式等。
e)故障分析
技术分析人员对故障进行分析,分析内容包括:故障原因、故障类别(相关故障、责任故障、人为故障、非相关故障和非责任故障),以及纠正措施建议,形成故障分析报告。
f)故障纠正及经验入库
技术人员填写故障纠正信息,包括纠正措施、效果、遗留问题、纠正人员和时间安排等。经审核后纳入经验库,故障分析和故障纠正报告如图9所示。

图9 故障分析和故障纠正报告
4 实施效果
通过应用软件,将企业积累的FMEA工作知识和经验转化为数字化信息,有效地改善经验碎片化、纸质化的问题;联通FMEA和FRACAS间的数据流,双向进行数据交换,以FMEA故障分析数据为FRACAS分析提供参考依据,以FRACAS分析数据提升FMEA工作的准确性。目前已在PAAS后台形成40多个工序,共计2 000多条经验点(如图10所示),从而降低了产品不良品率,提高了生产效率,缩短了产品研制周期,降低了生产运营成本。
5 结束语
FMEA和FRACAS作为常用的质量管理方法,在国内外的质量和可靠性设计中普遍应用。该企业通过使用软件化的技术工具,解决了数据和信息不完整,失效模式种类多和相互之间并不完全独立等痛点,并低成本、高效率地提高了产品的质量和可靠性,增强了产品的核心竞争力。
