3004铝合金薄板冲压开裂原因分析
2022-05-12蒋程非温庆红
蒋程非,温庆红,杨 阳,刘 钺,龚 平
(西南铝业(集团)有限责任公司,重庆 401326)
0 前言
3004铝合金属于不可热处理强化的Al-Mn-Mg系合金,因其具有加工流程短、耐蚀性能和冲压性能好等优点而广泛应用于罐、壳体、罩体等产品的民用包装领域[1-2]。该合金产品是目前铝板带中产量最大的单一合金,该产品从板材加工至成品,往往需要经过冲压、折弯、变薄拉深等大变形过程,因此对其成形性能有较高的要求。
某公司使用成品厚度为0.5 mm 的3004-O 铝合金板带,经冲压成型后用于制作汽车发动机隔热罩,但近期部分板材在冲压过程中出现了开裂,具体实物图片如图1所示。

图1 3004-O冲压开裂样品实物照片
1 实验材料与方法
对同一批次中的两种3004-O 合金薄板样品(冲压开裂样品和冲压合格样品)进行全面的组织、性能对比分析。
部分组织性能分析手段及其方法:力学拉伸性能测试(GB/T 228-2002);金相(OM)和扫描电子显微(SEM)观察,其试样采用机械砂纸研磨与机械抛光,不经腐蚀直接观察,拉伸实验断口样品也由SEM直接观察;电子背散射衍射图谱(EBSD)观察,其试样也采用机械砂纸研磨与电解抛光,其中,电解抛光的电解液为高氯酸乙醇溶液,比例为1∶9,抛光电压20 V,抛光时间30 s。
2 实验结果与分析
表1为3004铝合金的化学成分。从表1的合格样品与开裂样品的成分结果中可知,两组样品的合金成分并未有明显的差别,所有成分均在该合金的成分控制标准之内。

表1 合格与开裂样品的化学成分比较(质量分数/%)
图2 是合格样品与开裂样品的EBSD 晶粒组织照片。两组样品均为O 态退火的完全再结晶组织,其中合格样品的平均晶粒尺寸为9.5 μm,开裂样品的平均晶粒尺寸为9.9 μm;合格样品中立方织构占比2.99%,β 取向线织构总占比14.1%;开裂样品中立方织构占比2.96%,β 取向线织构总占比12.9%。晶粒尺寸和织构占比的差异均较小,基本可以排除是晶粒组织因素导致的冲压性能波动。

图2 样品的EBSD晶粒组织照片
化合物的尺寸和形貌也是影响材料成形性能的重要因素,大尺寸、长条状化合物对材料的塑性危害较大。图3 是开裂样品断口与合格样品断口的SEM 照片对比。由图可见,两者韧窝形貌基本一致,断口也没有发现大尺寸化合物。但受样品和视场限制,SEM没有观察到裂纹源。为此,进一步通过金相分析对比了合格样品和开裂样品的化合物分布情况。
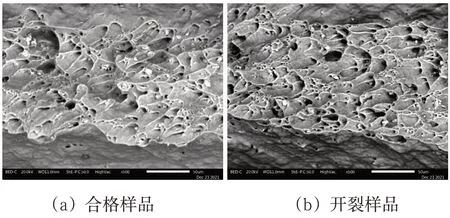
图3 断口的SEM照片
图4是合格与开裂样品典型的金相照片,其化合物面积百分比分别为5.2%和5.4%。合格材料中的化合物大部分为灰色衬度,应为Al6(FeMn)和α-AlFeMnSi 相[3-5],还有少量尺寸较小的黑色衬度的颗粒,化合物最大尺寸约10 μm。开裂材料中除了灰色衬度的化合物外,还在部分视场中发现了大尺寸黑色衬度颗粒,尺寸超过40 μm。
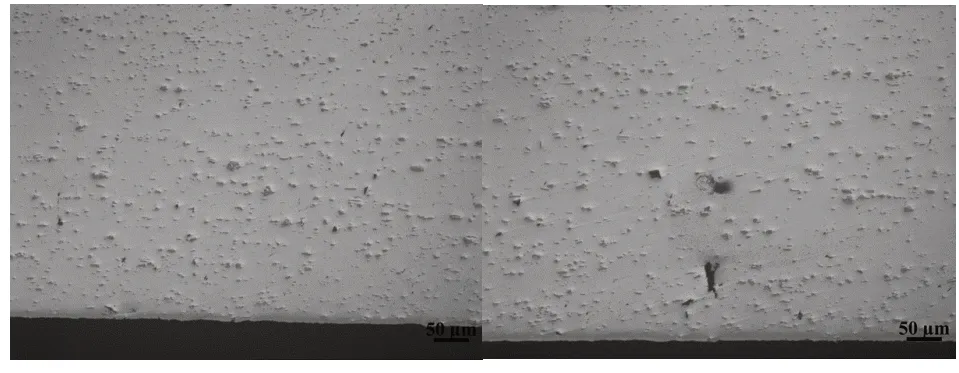
图4 合格(左)与开裂(右)样品的金相照片
为了进一步研究大尺寸灰色化合物的化学组成,对开裂样品进行SEM 观察与能谱分析,其结果如图5所示。观察可见,黑色的化合物在扫描电镜二次电子像中呈白色,嵌入在铝基体中,但与基体周边有裂纹。能谱分析(表2)显示这些相含有大量Al元素和O元素,质量比例接近1∶1,因此可以判断该化合物为Al2O3。
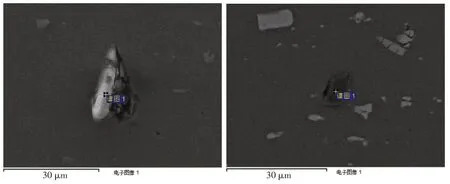
图5 开裂样品化合物的SEM照片
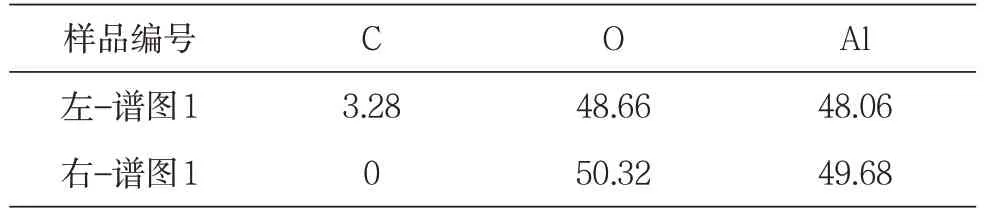
表2 图5中的能谱取点分析结果(质量分数/%)
表3是合格与开裂样品的力学拉伸性能,每组样品在相邻位置取2个平行样品制作拉伸试样。从表3的结果可知,合格样品的强度低于开裂样品约4~5 MPa,应为样品间的正常波动。伸长率方面,合格料的伸长率均为20%,而开裂样品中有一个伸长率偏低,仅有18.5%。伸长率是表征材料成型性能的重要指标,较低的伸长率可能是导致材料发生偶发性开裂的重要因素。
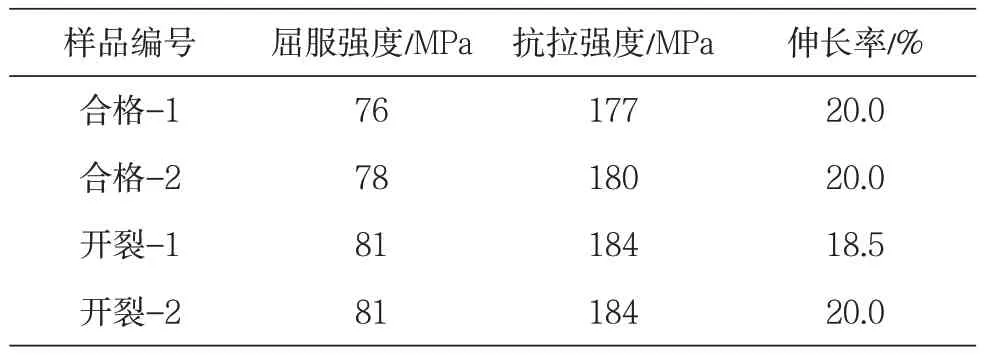
表3 合格与开裂样品的力学性能比较
为了进一步研究伸长率的降低是否与Al2O3夹杂有关,对开裂-1 拉伸样品靠近断口部位的材料进行金相观察。
图6是伸长率明显偏低的开裂-1 样品靠近断口位置的金相照片。从图6中可以看出,多个视场内均出现了黑色的大尺寸化合物,结合上文的能谱分析结果可知,这些黑色大尺寸化合物应为Al2O3夹杂,且部分夹杂尺寸甚至超过了100 μm。
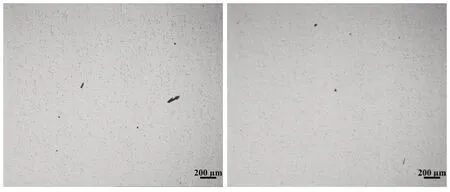
图6 开裂-1拉伸样品靠近断口位置的金相照片
3 分析与讨论
检测分析表明,3004 合金冲压成型的合格料与开裂料的晶粒组织较为接近。3004-O 状态的加工工艺为热轧、冷轧、成品退火。其中成品退火的温度达到了350 ℃,超过了3004-O 合金的再结晶温度,因此能够完成材料的完全再结晶。在此情况下,合格样品与开裂样品的平均晶粒尺寸均在9.5~10 μm之间,差别不明显。这是因为二者的合金成分相近且加工工艺相同,因此其内含有的大量微米尺度的金属间化合物的种类、尺寸、占比也相近,即金相照片中灰色衬度的Al6(FeMn)和α-Al-FeMnSi 相。尺寸在2 μm 以上的化合物颗粒能够在再结晶过程中产生颗粒诱导再结晶(PSN)效果,成为再结晶的形核源,所以其对再结晶的促进效果也相近。合金织构方面,PSN机制诱发的再结晶晶粒取向是随机的,因此这两种样品并未在织构取向上体现出明显差异。故相近的晶粒组织不是材料冲压开裂问题的组织因素。
合格样品与开裂样品的主要组织差别体现在是否存在黑色衬度的大尺寸Al2O3夹杂上。该夹杂在伸长率低的冲压开裂样品中大量出现,说明其与材料的冲压性能和伸长率有明显的相关性。SEM照片中发现其与基体之间存在明显的裂纹与缝隙。有文献[6-7]认为大尺寸的Al2O3夹杂为脆性相,与基体结合不牢,极容易在变形过程中发生断裂,并与基体脱开,产生微裂纹,进而诱发样品断裂及冲压开裂。Al2O3一般来源于铝合金熔炼过程中,是铝液表面与空气接触,产生氧化所致。熔炼过程中,铝液表面的Al2O3通过扒渣去除,少量进入熔体中的Al2O3则需要通过熔体过滤去除。此外,在半连续铸造过程中,流槽及液面的不稳定、扰动也会造成部分Al2O3被卷入熔体中,并在铸造过程中形成夹杂。而这种Al2O3夹杂的分布一般都呈现出不规则团聚型分布的特点。因此,材料的冲压开裂呈现出偶发的特征,冲压开裂样品的伸长率呈现出较大的波动。在冲压开裂样品的金相组织内以及低伸长率样品断口附近,能够观察到大量的大尺寸Al2O3夹杂。
根据以上实验结果基本可以推断,造成此次3004-O 材料偶发性冲压开裂的原因是合金内出现了偶发性Al2O3夹杂缺陷。夹杂易与铝基体发生脱离,产生裂纹,从而导致材料在该处变形时容易发生开裂。
为了去除上述材料中的Al2O3夹杂缺陷,提出的改进方式有:在熔铸阶段增加扒渣次数和扒渣强度,减少表面Al2O3进入铝液内的量;加强过滤,增加过滤板层数,更换更细密的过滤板,提高过滤强度;适当降低铸造速度,稳定流槽与结晶器顶端的液面,减少Al2O3夹杂卷入铸锭内的概率。采取以上改进措施后,该3004-O 产品的冲压开裂与伸长率波动缺陷得到明显改善。
4 结论
(1)3004-O冲压合格与冲压开裂样品均为完全再结晶组织,其平均晶粒尺寸为9.5~10 μm,晶粒组织差异不明显。
(2)开裂样品存在伸长率波动,其内部存在较多大尺寸Al2O3夹杂;该夹杂是导致合金薄板冲制开裂、伸长率波动的组织因素。
(3)减少Al2O3夹杂在合金中的含量是解决3004-O产品冲压开裂问题的有效途径。
