搅拌器磨损对搅拌喷吹法脱硫流场影响的数值分析
2022-05-10蒋麒麟但斌斌牛清勇龚昌运欧阳德刚都李平
蒋麒麟,但斌斌,牛清勇,龚昌运,欧阳德刚,都李平
(1.武汉科技大学 冶金装备及其控制教育部重点实验室,湖北 武汉 430081;2.武汉科技大学 机械传动与制造工程湖北省重点实验室,湖北 武汉 430081;3.武汉钢铁有限公司 技术中心,湖北 武汉 430080)
现代工业使用的特种设备钢,由于使用环境恶劣,要求更加严格,钢中的硫含量需小于0.005%。铁水脱硫过程是指铁水在转炉冶炼前进行的铁水预处理工艺,它在优化钢铁冶金工艺、提高钢铁质量、开发优质钢种和提高钢铁冶金综合效益方面发挥着重要作用。其中KR法脱硫因其优异的动态条件和高脱硫率,在改善钢性能、扩大转炉冶炼钢规模、确保连铸和方坯质量和降低预处理成本等方面具有明显的优势,铁水脱硫搅拌器更是其重要的执行组成部分。
刘鹏[1]改进了一种喷吹型搅拌器,对KR机械搅拌法脱硫搅拌器内流体流动特性进行了研究。李文明[2]应用数值方法研究KR机械搅拌和喷吹搅拌动力学,分析铁水罐内KR机械搅拌法流场和自由液面下凹深度的变化规律及喷吹搅拌过程中气泡对流场的搅拌影响。毕学工等[3]通过建立不同工况下的搅拌模型,运用数值仿真得到影响搅拌效果的最佳工况条件。肖林伟等[4]通过模拟搅拌器中后期状况,根据脱硫剂的运动及分布情况分析出搅拌器中后期需要的转速。但上述研究均以无磨损搅拌器为研究对象,没有考虑搅拌器的磨损对搅拌效果的影响。而实际生产过程中,即使按一定规程对搅拌器进行适当的修补,搅拌器磨损也是显著存在和不断发展的。因此有必要开展搅拌器发生不同程度磨损后的搅拌流场研究[5]。
本研究以四叶搅拌喷吹复合脱硫搅拌器为研究对象,采用Eulerian多流体模型、多重参考系法(MRF)及标准湍流模型对罐内的搅拌流场进行数值模拟,研究了搅拌器的不同磨损程度对KR法脱硫的流场特性影响,以期为铁水预处理脱硫设备和工艺的改进提供参考[6-9]。
1 流场的控制方程
由于实际生产过程中罐内铁水的流动十分复杂,为了方便研究对模型做以下简化和假设:(1)罐内铁水黏度为常数;(2)忽略温度场和浓度场对铁水物理参数的影响;(3)考虑沿Z轴向下的重力加速度,大小为9.8 m/s2。
铁水在罐内的流动是不可压缩的,选择Eulerian模型来模拟罐内的流场。在非定常条件下,铁水罐内的基本方程包括质量控制方程、动量控制方程和湍动能耗散率方程。
(1)质量守恒方程(连续方程)

式中:第2、3、4项是质量流密度的散度,代表单位时间内通过单位面积的流体质量;ρ为流体密度,kg/m3;t为时间,s;u为流场速度,m/s;ux、uy、uz分别为速度矢量u在x、y、z方向的分量,m/s。
(2)动量守恒方程

式中:p为压强,Pa;τij为应力张量;Fi为其他模型相关源项,如自定义源项。
(3)Eulerian模型动量方程
(4)湍流模型k-ε方程

式中:Gk为湍流产生率;Gb为湍流黏度,Pa·s;Ym为即在可压缩流中过度的扩散所产生的波动;C1ε、C2ε、C3ε、σk、σε为经验常数,目前普遍采用Launder和Spalding的推荐值,即C1ε=1.44,C2ε=1.92,C3ε=0.09,σk=1.3,σε=1.0。
2 流场的仿真分析
2.1 模型与网格
为了衡量四叶喷吹搅拌器的磨损程度,假设搅拌器外侧的前后轴向边缘磨损后圆弧表面的半径R1相同,磨损程度的特征在于搅拌器耐火外衬结构边缘的倒角半径R。参考实际使用中已失效搅拌器的外形,磨损量R的分析范围确定为0~10 mm,其中R=0 mm为新制的未磨损搅拌器。
四叶喷吹搅拌器和铁水罐的二维模型图及其详细几何尺寸如图1所示。无磨损四叶喷吹搅拌器和磨损四叶喷吹搅拌器(以R=10 mm为例)三维几何模型如图2所示。
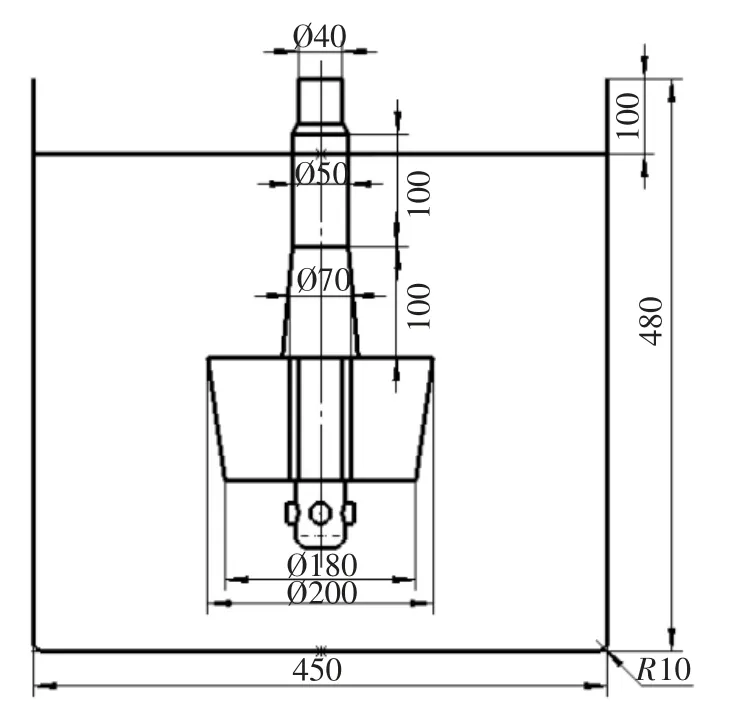
图1 搅拌器及铁水罐模型图
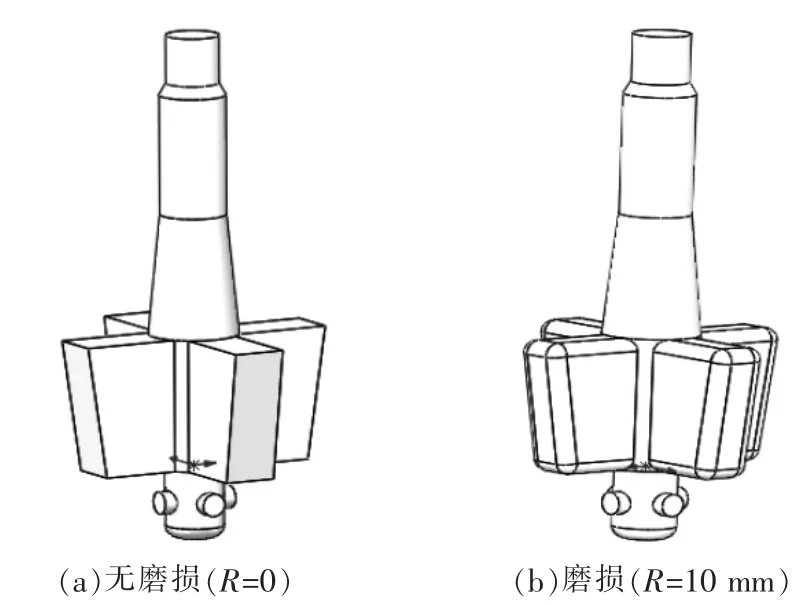
图2 四叶喷吹搅拌器三维模型图
其中,动态区域有斜边和倒角,几何形状不规则,使用结构四面体网格,并采用Tet/Hybrid网格类型;静态区域和空气区域模型的几何形状规则,使用结构六面体网格,并采用Hex/Wedge网格类型。划分网格的总数为152 323,划分后的网格如图3所示。

图3 搅拌器流场网格划分示意图
2.2 边界条件及计算
求解模式为有限体积法,流体流动为定常流动,采用Eulerian模型对流场气液两相流进行模拟,使用多重参考系法处理动区域与静区域的能量传输现象,两相交面设定为交界面(interface),容器固体壁面为无滑移边界条件(no slip)。搅拌器叶片为运动壁面,动网格与搅拌器同步转动,转速为150 r/min,喷嘴通气流量为4.4 m3/h;罐壁及下底面设置为壁面(wall);喷嘴表面设置为速度入口(velocity-inlet),自由液面初始为静止状态,液面初始高度设定为380 mm,搅拌器潜入液面深度为300 mm。速度压力耦合问题方程采用Simple算法对压力-速度耦合进行求解,离散格式采用一阶迎风,所有项的残差收敛范围均为10-5。时间步长设定为0.005 s,时间步设定为2 000步,共分析时长10 s[10-15]。搅拌器边界条件设置如图4所示。
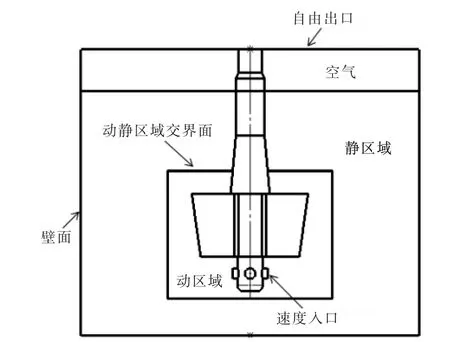
图4 搅拌器边界条件设置图
3 结果与分析
3.1 叶片磨损对搅拌效果的影响
取搅拌器旋转速度为150 r/min,喷嘴通气流量为4.4 m3/h,插入深度为300 mm进行数值模拟,无磨损与磨损程度为10 mm时的四叶喷吹搅拌器中铁水罐气液两相分布如图5所示,液体流动状态如图6所示。
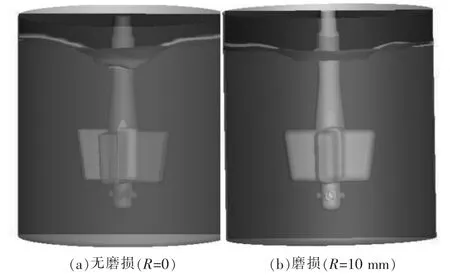
图5 搅拌流场气液两相分布示意图
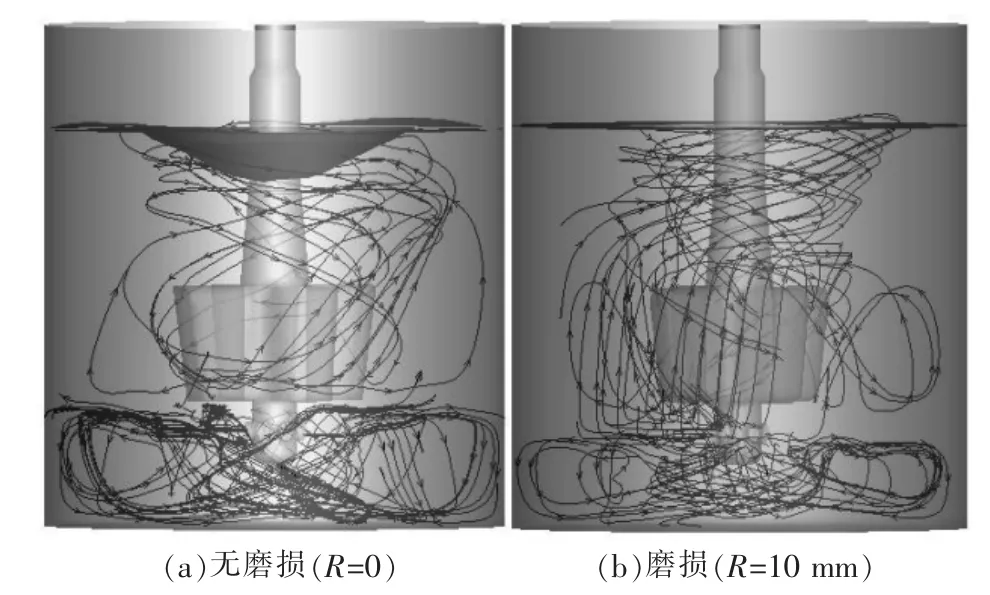
图6 搅拌流场流线分布示意图
可以看出,未磨损与磨损的(R=10 mm)四叶喷吹搅拌器液面状况相比存在明显差异。未磨损的搅拌器所形成的中心漩涡大,搅拌漩涡的深度也大,而磨损后的搅拌器形成的中心漩涡小,搅拌深度也明显减小。同时,结合图6可知,在搅拌轴上部,铁水在搅拌轴的带动下产生离心力,形成了涡漩状区域,该区域常被称为柱状回转区。无磨损四叶喷吹搅拌器在回转轴附近速度大,柱状回转区区域小,而磨损后的四叶喷吹搅拌器回转速度小,柱状回转区域大[16-19]。
3.2 不同磨损程度下搅拌流场速度场的分布
以不同的搅拌器磨损程度为输入量,分析了不同磨损程度对搅拌流场的影响。分别取磨损程度R=0 mm、R=3 mm、R=5 mm、R=7 mm及R=10 mm,在搅拌器的转速为150 r/min,喷嘴通气流量为4.4 m3/h的条件下,不同磨损程度的搅拌流场速度场分布情况如图7所示。

图7 垂直截面搅拌流场速度场分布图
可以看出,四叶喷吹搅拌流场中,由于搅拌器在搅拌开始时没有磨损,搅拌器结构比较完整,铁水罐内搅拌流场呈“蝴蝶状”对称循环分布,而喷嘴喷出地气体在旋转条件下做螺旋上升运动,均匀地分散在搅拌轴附近,从而增强了流场的流动,使得搅拌器底部流速达到0.5~0.9 m/s。此外,叶片的搅拌在脱硫气体的帮助下产生了更大的流速,达到1.3 m/s,促进脱硫剂与铁水更好地混合反应。随着搅拌器的使用,搅拌器叶片磨损程度增加,从模拟结果可以看出,磨损搅拌器流场中,搅拌器底部流速逐渐变小,低速区域逐渐扩大。当磨损程度R=10 mm时,搅拌轴底部附近流速仅为0.1~0.3 m/s,搅拌叶片处的最大流速为0.4 m/s,铁水整体流速较低。
3.3 不同磨损程度下搅拌流场湍动能的分布
经过分析不同磨损程度下搅拌流场的速度场分布,可知当磨损程度R=10 mm时,搅拌流场中低流速区域范围变大,铁水罐内铁水整体流速降低,使得脱硫剂与铁水不能更好地混匀反应。在搅拌器转速为150 r/min,喷嘴通气流量为4.4 m3/h的条件下,不同磨损程度下搅拌流场的湍动能分布如图8所示[20-21]。
在搅拌过程中,搅拌器底部会呈涡漩状,漩涡中心处会出现低流速真空区域,此区域常被称为“死区”或者强制涡流区。从图8中可以看出,四叶喷吹搅拌流场中,搅拌器底部“死区”内湍动能在0.024~0.048 m2/s2之间波动。搅拌轴周围柱状回转区和铁水罐壁面处湍动能值较小,湍动能在0.008~0.01 m2/s2之间波动。靠近搅拌器叶片和喷嘴区域的湍动能值较高,最大湍动能约为0.048 m2/s2。随着搅拌器不断磨损,搅拌器底部“死区”区域湍动能逐渐减小,搅拌轴附近湍动能也逐渐减小。当磨损程度为10 mm时,“死区”湍动能仅在0.008~0.02 m2/s2之间波动,搅拌轴附近湍动能仅在0.008~0.031 m2/s2之间波动。随着搅拌器磨损程度的增大,整个铁水罐内的湍动能值普遍减小。
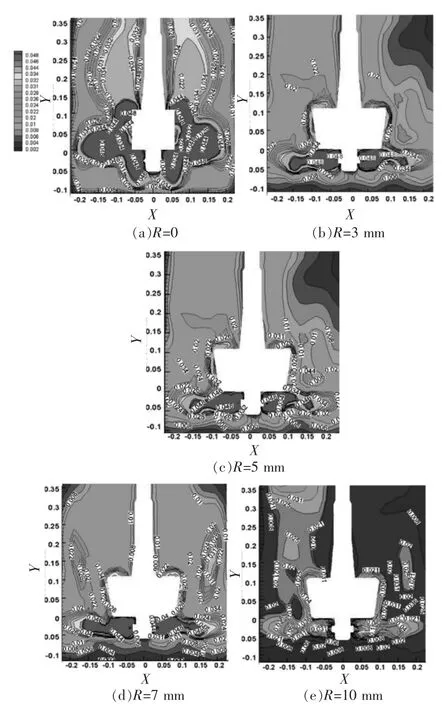
图8 垂直截面搅拌流场湍动能分布图
3.4 不同磨损程度下搅拌流场平均湍动能与平均速度分布
四叶喷吹搅拌器搅拌流场中,未磨损搅拌头结构完整,对铁水搅拌作用强,漩涡深度大,铁水罐内的平均湍动能与平均速度均达到最大,最大平均湍动能约为0.033 1 m2/s2,最大平均速度约为0.508 8 m/s。随着搅拌器的磨损越来越严重,对铁水的搅拌作用逐渐下降,搅拌漩涡深度逐渐减小,铁水罐内的平均湍动能与平均速度也逐渐减小;当搅拌器磨损程度达到10 mm时,铁水罐内的平均湍动能与平均速度最小,最小平均湍动能约为0.012 1 m2/s2,最小平均速度约为0.394 5 m/s。不同磨损程度四叶喷吹搅拌流场的平均湍动能和平均速度如图9所示。
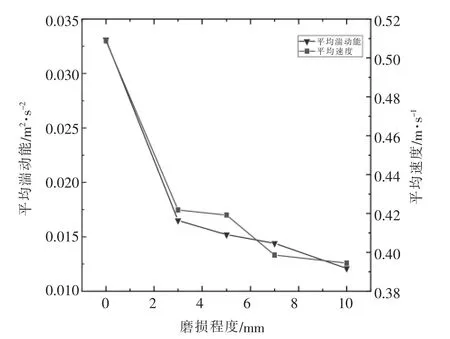
图9 不同磨损程度四叶喷吹搅拌流场的平均湍动能和平均速度图
4 结论
(1)搅拌器的磨损对流场搅拌特性有很大的影响,但随着磨损程度的增加,影响会逐渐减小,当磨损程度R≤3 mm,搅拌器磨损对搅拌流场影响较大;当磨损程度R>3 mm,搅拌器磨损对搅拌流场影响较小。
(2)当磨损程度小于3 mm时,应及时修补搅拌器的耐火外衬材料,以减少磨损对搅拌特性的影响,维持搅拌器在搅拌过程中结构的完整性。当磨损程度在3~7 mm时,应适当提高搅拌速度,使铁水罐内的整体流速得以提高,脱硫剂能够以较高的速度和铁水均匀反应;当磨损程度在R=7~10 mm时,搅拌器应及时更换。
(3)随着搅拌器磨损程度的增加,铁水罐内的铁水流速逐渐减小。与无磨损(磨损程度R=0 mm)搅拌器相比,磨损程度R=10 mm时,铁水平均速度降低22.4%,平均湍动能降低63.4%。
