关于KZW系列传感阀活塞导向套修复的研究
2022-05-07任旺,张志,陈庚
任 旺,张 志,陈 庚
(中车石家庄车辆有限公司, 河北 石家庄 050000)
近年来,随着铁路货运速度的提升及铁路运输技术和条件的变化,制动系统在确保铁路货车运行安全方面的作用越来越重要。KZW系列传感阀作为我国铁路货车尤其是重载货车空气制动系统中空重车自动调整装置的重要组成部分,其性能的可靠性、稳定性直接影响铁路货车行车安全。
1 问题描述
KZW系列传感阀主要由阀体、阀盖、活塞组成、活塞导向套、密封圈等组成,其中活塞导向套是镶在阀体内部的一个铜套,传感阀作用过程中,活塞组成在阀体内做往复运动,活塞组成和活塞导向套之间靠橡胶密封圈密封,见图1。铁路货车在运用过程中,空气中细微颗粒会跟随大气进入到阀体内部,再加上传感阀频繁作用,容易造成活塞导向套内壁出现一些纵向拉伤或磨损,见图2。
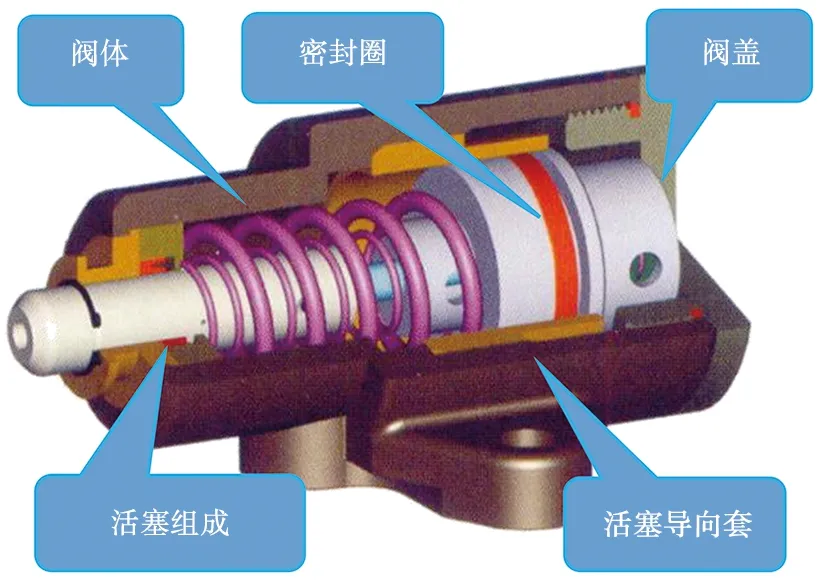
图1 传感阀内部结构

图2 活塞导向套内壁纵向拉伤
2 修复方案的确定
3 机加工修复的关键项点
传感阀在检修过程中发现活塞导向套有纵向拉伤,需进行珩磨修复,传感阀体与活塞导向套为不可拆卸粘接过盈配合,修复后检查标准按《铁路货车制动装置检修规则》执行,高于机械设计标准。经过分析,传感阀活塞导向套机加工修复的关键项点为:
(1) 外形是不规则铸件毛坯,装夹困难。
(2) 珩磨量小,定位找正困难。
(3) 要实现工作与刀具的相对运动,保证加工精度。
(4) 铜合金的珩磨刀具与冷却液的选择。
(5) 珩磨过程中的进给量、切削速度、切削量的选择。
4 机加工具体方案
采用机加工方法对活塞导向套进行修复,最关键的就是找准定位基准、选择合适的装卡方式、保证活塞导向套表面的加工精度和选择合适的加工刀具。其中定位基准须保证和新品传感阀活塞导向套加工时的基准一致,只有这样才能保证在有限的加工余量下,有效清除拉伤、划痕。
4.1 定位基准的确定
经调研,新品KZW系列传感阀的活塞导向套与阀体连接形式为过盈配合粘接连接,过盈量为0.092~0.152 mm,活塞导向套经粗加工后压入阀体内再进行二次精车,装夹定位形式见图3。

图3 新品传感阀精车装夹定位
由于活塞导向套新制与修复加工余量不同,即新制加工余量较大,通过精车即可满足精度要求,而检修时,活塞导向套加工余量较小,这就要求定位找正做到十分精准,进行珩磨加工。结合调研结果分析得出:控制加工余量、提高找正精度的方法,使珩磨修复加工定位基准与新制时的定位基准相统一,遵循基准统一的原则后,二次装夹的误差才会得到精准的控制(图4)[1-2]。

图4 检修传感阀加工装夹定位
4.2 夹具形式的确定
在设计传感阀夹具时,检修传感阀的夹具相比新品传感阀的夹具增加了1个活塞杆导向套(图5),设计要点为:既能实现珩磨修复加工定位基准与新制加工的定位基准相统一,又能保证夹具有足够的强度,定位准确且能够克服旋转带来的离心力[3]。

图5 活塞杆导向套
4.3 活塞导向套珩磨精度的保证
(1) 实现磨头(1 440 r/min)与工件的(100 r/min)的相对运动,磨头旋转方向为车床正转的相反方向旋转。
(2) 利用车床的相对运动和精度保证活塞导向套的加工精度,包括:刀具本身的修磨(直线度、圆度)、磨头延车床主轴Z方向运动(直线度)、刀具与工件磨削时的相对位置高度(≤轴线高度)、切削量控制、自动走刀装置(表面粗糙度控制)、润滑系统等(图6)[4]。

图6 活塞导向套珩磨加工
(3) 珩磨前可用杠杆百分表对工件进行装夹找正(图7),使加工余量控制在最小范围内,保证最终产品的合格率。

图7 杠杆百分表找正
4.4 刀具的确定
活塞导向套为铸造铜合金,具有优良的铸造性能和较高的力学性能,抗拉强度低,脆性大,耐腐蚀,可加工性好。结合其特性,根据表1,选用绿碳化硅(GC)与黑碳化硅(C)作为磨料,结合剂采用陶瓷(V)制成的油石或砂轮进行加工,硬度介于刚玉和金刚石之间,符合其铸造铜合金ZCuZn38的特性加工[5]。
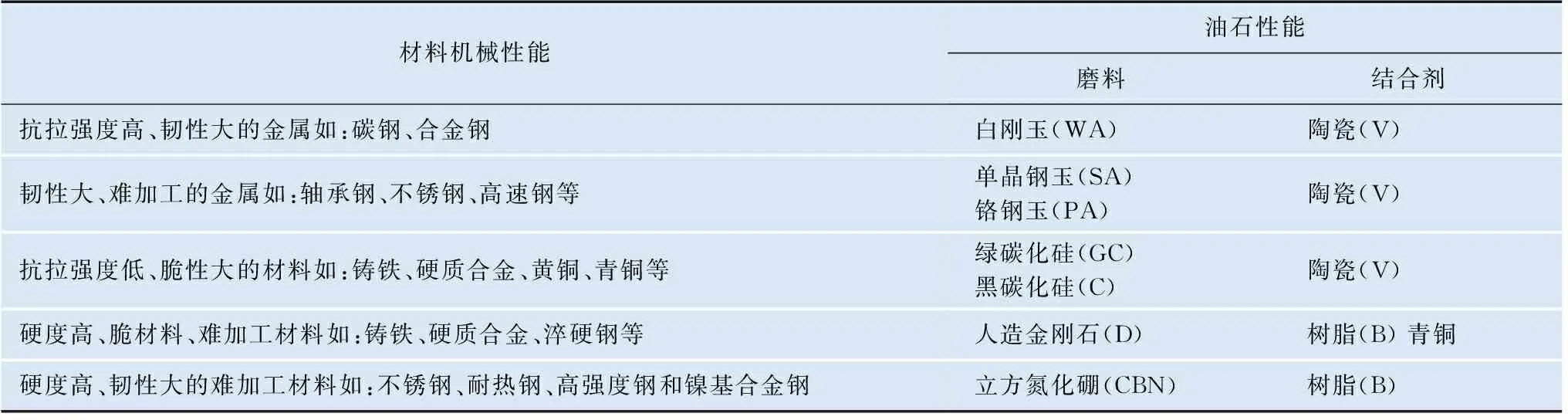
表1 油石磨料、结合剂选用
由于绿碳化硅的生产制造成本比黑碳化硅要高,所以绿碳化硅的产品售价比黑碳化硅要高。因此,在绿碳化硅与黑碳化硅的选用上,对非金属和有色金属材料加工一般选用黑碳化硅,由此分析确定,刀具选用黑碳化硅为磨料的油石或砂轮。
5 试验验证
对采用机加工方法修复的活塞导向套进行组装并做好标记,在KZW系列空重阀试验台上进行试验,各项试验结果均合格;跟踪各传感阀组装的车辆,单车试验结果均合格。
6 结束语
通过采用机加工的方法对KZW系列传感阀活塞导向套进行修复,能有效地解决活塞导向套内壁的纵向拉伤问题,保证加工精度,提高传感阀一次修复率和试验合格率,同时也为铁路货车阀类配件修磨开辟了新的方向,为后续其他阀类配件检修提供可靠的技术支持。
