热处理对激光选区熔化成型纯钛钛瓷结合强度的影响
2022-04-29胡丹丹骆小平任灿霞
增材制造(additive manufacturing,AM)技术又称3D 打印,可成型复杂且精度高的三维形状物件
。激光选区熔化(selective laser melting,SLM)是利用激光束的热作用使粉末快速熔化、快速凝固成型的一种AM 技术,其制作的钛修复体性价比高、生产效率高、质量高
。与传统铸造工艺涉及繁复的加工操作和低的材料利用率相比,具有明显优点,可替代钛的传统铸造工艺。然而SLM 技术由于快速冷却过程中存在较大的温度梯度差,导致了热应力的积累,易导致试件变形、卷翘
。而理想的热处理工艺可以消除金属晶体结构缺陷,使内部结构更加均匀,部分或完全释放成型过程中产生的残余应力,是目前解决SLM 技术残余应力问题的有效方法,可达到稳定组织、优化性能的目的
。
纯钛因其良好的机械性能和优异的生物相容性,是牙科金属烤瓷修复理想的基底材料,在种植修复可避免异种金属电化学腐蚀情况。然而目前对于SLM 工艺以及后热处理对其钛瓷结合强度的影响尚未明确,因此本实验主要研究热处理对SLM 纯钛钛瓷结合强度的影响,以期为获得SLM纯钛相关所需性能的后热处理标准的制定打下基础。
1 材料和方法
1.1 主要材料和设备
钛专用烤瓷粉Super Porcelain Ti22(Noritake,日本);Titankeramik(Vita,德国);Triceram(Dentuarum,德国);纯钛粉末TA1(15 ~53 μm,江苏威拉里新材料科技有限公司,中国);激光3D 打印设备(Tr150,南京前知智能科技有限公司,中国);纯钛热处理炉(RZF1100-14-230S,上海热凡高温设备有限公司,中国);110 μm 氧化铝喷砂剂(Renfert,德国);笔式喷砂机(P-G 400,Harnisch+Rieth,日本);蒸汽清洗机(STEAMER X3,德国);数控超声波清洗器(KQ-250DE,昆山超声仪器有限公司,苏州);烤瓷炉(Programat P700,Ivoclar,列支敦士登);维氏硬度仪(WHW Microcre Optics-Mech,上海研润光机科技有限公司,中国);万能测试机(MTS,MTS Systems,美国);体式显微镜(SMZ 1500,Nikon,日本);激光扫描共聚焦显微镜(laser scanning confocal microscope,LSCM)(LSM800,Zeiss,德国)。
1.2 实验方法试件制备
应用Rhino5.0 软件设计25.0 mm×3.0 mm×0.6 mm 的三维模型,排版后打印。制备96 个纯钛试件。热处理参数为700 ℃,2 h,炉冷。线切割试件,去支撑,打磨支撑突,SIC 砂纸240、320、480、600 目依次湿润打磨。根据热处理与否分为热处理组(A)、未热处理组(B)。根据瓷粉种类,细分为Super Ti22(a)、Titankeramik(b)、Triceram(c)。根据喷砂压力0.25MPa(1 组),0.45MPa(2 组),最终分为Aa1、Aa2、Ab1、Ab2、Ac1、Ac2 组及Ba1、Ba2、Bb1、Bb2、Bc1、Bc2 组,每组8 个试件。
咨询单位介入BIM管理有三层含义,一是施工图审核招标工作完成后,之前已经建立的、基于BIM的项目管理系统向咨询单位开放,咨询单位、设计单位、建设单位在同一个平台上开展工作,共同维护项目BIM;另一层含义是,虽然在同一个平台上,查看信息的权限会有差异,这可能需要咨询单位再独立地建立辅助性BIM,以对设计提供的BIM进行检查;第三层含义是,如果咨询单位对相关技术的研究走在前面,也可自行以BIM技术为辅助,开展审核工作。
1.3 维氏硬度测量
SLM 制作的单冠边缘适合性与铸造纯钛冠无差异甚至效果更佳
。有研究表明,SLM 快速冷却产生针状马氏体相细化晶粒
。由于细晶强化现象
,该技术成型纯钛具有较好的强度和韧性
,力学性能能够达到ASTM 标准对于锻造态Ti-6Al-4V 合金的要求
。然而,SLM 试件内部存在较大的残余热应力,多层小熔池的快速凝固会产生亚稳定组织及内部缺陷
,使试件塑性和疲劳性能降低,表面硬度升高。(700 ± 10)℃下进行2 h 热处理(退火)的条件被广泛应用于锻造的钛材料
。热处理使SLM 纯钛内部发生再结晶,结构更加均匀,使晶相转变为延相α 相
,延伸率得以提高,硬度降低
。高性价比SLM 纯钛通过合适的热处理既保留了较高的强度亦获得了合适的延展性,有利于钛材料在牙科固定及可摘修复领域的进一步发展。如种植冠方修复中央螺丝的主动就位,一定的弹性形变可避免刚性就位带来的不利影响,并且钛瓷修复体是种植修复的理想材料,可避免异种金属在口腔内的电化学腐蚀。由于市售的钛专用瓷粉种类不一,成分存在差异,通过研究相关后热处理对3 种钛专用瓷粉的钛瓷结合强度的影响,为临床瓷粉选择提供参考。
1.4 喷砂后钛表面粗糙度测量
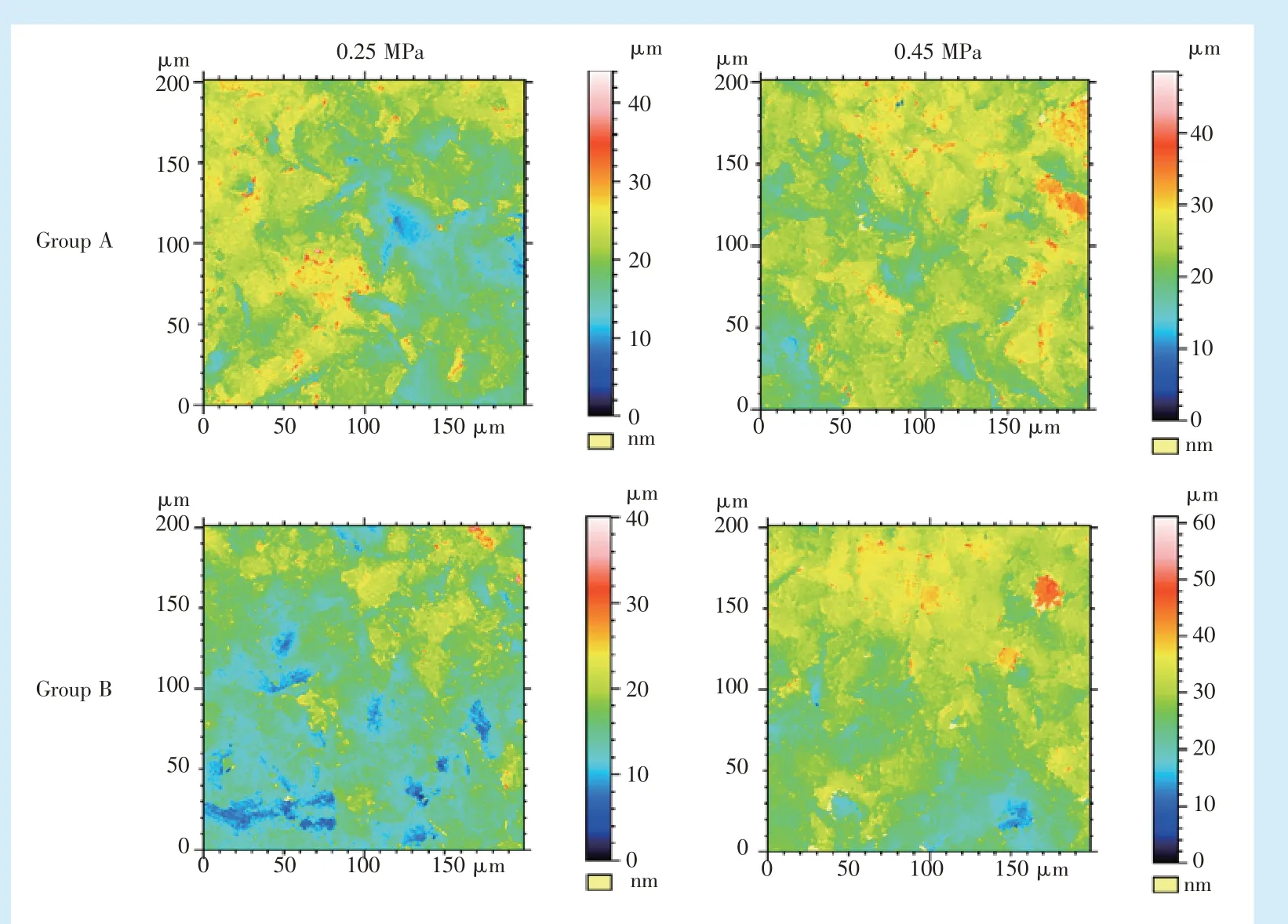
使用LSCM 测量A 组与B 组打磨至600 目后0.25 MPa、0.45 MPa 压力喷砂的纯钛试件表面粗糙度;各组随机选择三个试件,每个试件测量两个位点。
1.5 喷砂及低熔瓷粉的烧结
三点弯曲实验模式图见图3。A 组(Aa1,Aa2,Ab1,Ab2,Ac1,Ac2)钛瓷结合强度均高于对应的B组(Ba1,Ba2,Bb1,Bb2,Bc1,Bc2)(表3),随着喷砂压力的增加,A 组三种钛专用瓷粉与SLM 纯钛的结合强度呈现不同的趋势:喷砂压力的增大,增加了Aa 组的钛瓷结合强度,降低了Ab 组钛瓷结合强度,对Ac 组钛瓷结合强度无显著影响;B 组的钛瓷结合强度降低,Ba2、Bb2、Bc2 组结合强度低于对应的Ba1、Bb1、Bc1 组结合强度(
<0.05,图4)。
1.6 钛瓷结合强度测试
2.2 槐耳清膏对NCI-N87细胞凋亡率及自噬小体的影响 槐耳清膏(8、16、32mg/ml)作用 NCI-N87细胞24h后,流式细胞分析结果显示,与对照组相比,8、16、32mg/ml浓度能促进 NCI-N87 细胞凋亡,自噬小体形比例增加。(P<0.05)。结果见表2。
肺癌是临床中最常见和致命的肿瘤之一,肺癌的发病率和死亡率居恶性肿瘤首位,其中,非小细胞肺癌居多。近年来,手术联合术后放疗和化疗是治疗肺癌的主要方法。然而,由于治疗时间长,肺癌术后并发症多,这将直接影响患者的术后恢复和生活质量[1-2]。 本研究将2017年2月—2018年6月90例老年非小细胞肺癌患者随机分组,分析了早期护理干预在预防老年非小细胞肺癌患者术后肺部感染及呼吸衰竭中的应用效果,报告如下。
采用三点弯曲法测试试件的钛瓷结合强度,将试件置于万能试验机加载台,瓷面朝向地面,两支点半径为1.0 mm,支点间距为20.0 mm,加载头半径为1.0 mm,施加垂直向金属面的力,加载速度为0.5 mm/min。记录最大加载力F,计算弯曲强度(τ),即结合强度,τ=k×F(MPa),k 为常数。
1.7 钛-瓷结合界面断裂模式观察
钛表面粗糙度值见表2。A 组组间粗糙度值差异有统计学意义(
=2.477,
=0.033),B 组组间粗糙度值差异有统计学意义(
=9.674,
<0.001)。表面粗糙度三维形貌可见A 组及B 组0.45 MPa 喷砂纯钛表面凹陷较0.25 MPa 深,三维形貌图中黄色及红色区域较多(图2)。
1.8 统计学分析
Ba 组与Bb 组主要偏向于界面断裂,断裂的钛表面基本无瓷块残留;A 组的三种瓷粉组及Bc 组的断裂模式为混合断裂,钛表面有白色瓷块残留,同时Ab 组有明显的黑色粘接瓷残留(图5)。
2 结 果
2.1 维氏硬度
维氏硬度值见表1。A 组的维氏硬度值为(188.21±11.94)HV,B 组的维氏硬度值为(204.48±6.32)HV,差异有统计学意义(
=3.926,
=0.017)。维氏硬度压痕可见中央为“+”字的菱形压痕,测量“+”字的两条长轴长度,用以计算维氏硬度(图1)。


2.2 钛表面粗糙度
对已测试过结合强度的试件,使用尼龙小毛刷刷除残留在钛表面的碎瓷块。利用体式显微镜放大7.5 倍观察已断裂试件的断裂模式。断裂模式分类:①界面断裂:断裂发生在钛、瓷或涂层的交界面上;②内聚断裂:即断裂发生在钛基底、瓷层或者涂层内部;③混合断裂:即存在以上两种断裂模式。

2.3 钛瓷结合强度
在0.25 MPa、0.45 MPa 压 力 下 使 用110 μm Al
O
颗粒对钛表面喷砂,喷嘴与试件表面呈45°,间距10 mm 喷砂15 s。喷砂后蒸汽清洗,丙酮、75%酒精、去离子水超声清洗5 min,干燥备用。瓷粉为Super Ti22、Titankeramik、Triceram。将调匀的瓷粉均匀涂覆于试件中央长8 mm 喷砂处,依次烧结粘接瓷(0.15~0.2 mm)、遮色瓷(0.15~0.2 mm)、体瓷并进行自上釉,瓷层总厚度1.0 mm,操作均由一人完成。
当前,思想政治教育工作的主要矛盾已经变为学生需求的多样化和有效供给不足之间的矛盾,大学生思想政治教育亟需“供给侧改革”和“新旧动能转换”,深入系统开展专业教师与思政老师思想政治教育协同创新、协同育人工程机不可失、势在必行。


2.4 断裂模式
使用Graphpad 8.0 软件进行统计分析,采用独立样本
检验对各组瓷粉的结合强度进行比较,采用配对样本
检验对热处理前后试件的结合强度及维氏硬度进行比较,检验水准α=0.05。

3 讨 论
A 组与B 组,每组5 个试件,每个试件测试5 个相距明显的位点的维氏硬度。加压载荷10 kg,保压时间15 s。
Iseri 等
比较了铸造、铣削和激光烧结钛与牙科饰瓷的剪切结合强度,应用Titankeramik 饰瓷及Triceram 饰瓷时,结合最佳的均为激光烧结钛合金组。李瑶
发现Titankeramik 饰瓷与SLM 纯钛烤瓷的三点弯曲强度高于传统失蜡铸造技术。这与有关学者认为陶瓷与钛合金的结合强度受金属加工工艺影响的观点一致,认为激光加工钛可获得更佳的钛瓷结合强度
。然而这些涉及钛瓷结合的研究均未说明打印试件的热处理情况。目前关于激光加工纯钛的热处理方面研究多集中在其力学性能和显微晶相变化方面,尚未见热处理对SLM 纯钛钛瓷结合强度的影响。
SCAP是导致老年人死亡常见的感染性危重病。近年来随着病原体的变迁、细菌耐药率及免疫系统疾病的增加,SCAP的发病率和病死率越来越高,尽管抗感染治疗和器官支持技术的应用使SCAP的病死率有所控制,但仍高达27%~67%[10]。近年来由于抗生素的合理使用,普通CAP已经取得了明显的治疗效果,但老年人由于临床表现不典型、合并其他基础疾病等,肺部感染往往容易被掩盖,导致早期治疗被忽视。因此为使老年CAP患者获得较为有效的治疗,需要有敏感的临床指标来评估其病情和预后。
本研究热处理后的SLM 纯钛维氏硬度显著低于未进行热处理的纯钛,同时热处理后试件的钛瓷结合强度高于未热处理组的钛瓷结合强度。Li等
研究表明,金瓷结合强度与合金表面层的硬度成反比。在金瓷界面层硬度较低的区域,裂纹沿合金延性较高的区域扩散时需要消耗额外的塑性性能,因此金瓷界面区的结合强度较高。Tulga
认为由于热处理后钴铬合金延展性提高,材料软化,金瓷结合强度得以提高。这可能也是提高钛瓷结合强度的原因之一。本研究随着喷砂压力的增大,钛表面粗糙度增大,B 组的钛瓷结合强度却随着喷砂压力的增大显著降低,可能原因是未进行热处理的纯钛表面硬度较高,喷砂后存在尖锐边嵴,易造成应力集中;而A 组3 组瓷粉的钛瓷结合强度表现出不同的趋势,可能与瓷粉成分相关,如促进熔融瓷流动的元素种类及含量等
。Zhou 等
发现利用SLM 制备的钛合金的抗氧化性能优于铸造钛合金。而热处理使SLM 纯钛晶粒尺寸增大,结构均匀
,也可能有利于钛瓷结合。
未热处理的SLM 纯钛维氏显微硬度高于热处理后的SLM 纯钛。在同一喷砂压力下,热处理后的SLM 纯钛与三组瓷粉结合强度均高于未进行热处理的SLM 纯钛的钛瓷结合强度,热处理可提高SLM 纯钛与三种瓷粉的钛瓷结合强度。未来将进一步研究不同热处理参数对钛瓷结合强度以及对SLM 纯钛显微结构及力学性能的影响。
Hu DD performed the experiments and wrote the article. Ren CX revised the article. Luo XP designed the study and reviewed the article. All authors read and approved the final manuscript as submitted.
[1] Bai YC, Fu F, Xiao ZF, et al. Progress in selective laser melting equipment, related biomedical metallic materials and applications[J].J Zhejiang Univ-Sc A,2018,19(2):122-136.doi:10.1631/jzus.A1700482.
[2] Wu J, Xie H, Sadr A, et al. Evaluation of internal fit and marginal adaptation of provisional crowns fabricated with three different techniques[J].Sensors,2021,21(3):740.doi:10.3390/s21030740.
[3] Carneiro Pereira AL,Bezerrade Medeiros AK,De Sousa Santos K,et al. Accuracy of CAD-CAM systems for removable partial denture framework fabrication: a systematic review - ScienceDirect[J].J Prosthet Dent, 2021, 125(2): 241 - 248. doi: 10.1016/j.prosdent.2020.01.003.
[4] Wang D,Wu S,Yang Y,et al.The effect of a scanning strategy on the residual stress of 316L steel parts fabricated by selective laser melting (SLM) [J]. Mater, 2018, 11(10): 1821. doi: 10.3390/ma11101821.
[5] Wang H, Xu JB, Nie Z, et al. Preparation and properties of Co-Cr alloy denture by selective laser melting[J]. mater res express,2019,6(2):026552.doi:10.1088/2053-1591/aaee5d.
[6] Revilla León M,Klemm IM,García-Arranz J,et al.3D metal printing-additive manufacturing technologies for frameworks of implantborne fixed dental prosthesis[J]. Eur J Prosthodont Restor Dent 2017,25(3):143-147.doi:10.1922/EJPRD_RevillaLeon05.
[7] Okazaki Y, Ishino A. Microstructures and mechanical properties of laser-sintered commercially pure Ti and Ti-6Al-4V alloy for dental applications[J].Mater,2020,13(3):609.doi:10.3390/ma13030609.
[8] Stanislava F,Ivo K,Jan P,et al.Influence of sandblasting and acid etching on fatigue properties of ultra-fine grained Ti grade 4 for dental implants[J]. J Mech Behav Biomed Mater, 2020, 111:104016.doi:10.1016/j.jmbbm.2020.104016.
[9] Dong YP, Tang JC, Wang DW, et al. Additive manufacturing of pure Ti with superior mechanical performance, low cost, and biocompatibility for potential replacement of Ti-6Al-4V - ScienceDirect[J].Mater Des,2020,196.doi:10.1016/j.matdes.2020.109142.
[10] Hou Y, Liu B, Liu Y, et al. Ultra-low cost Ti powder for selective laser melting additive manufacturing and superior mechanical properties associated[J]. Opto-Electron Adv. 2019, 2(5):13-20.doi:10.29026/oea.2019.180028.
[11] 夏岩,聂真,袁剑,等.选区激光熔化钴铬合金工艺与性能的研究[J]. 应用激光, 2018, 38(6): 902-907. doi: 10.14128/j.cnki.al.20183806.902.Xia Y,Nei Z,Yuan J,et al.Process and properties of selective laser melting cobalt chromium alloy[J]. Appl Laser, 2018, 38(6):902-907.doi:10.14128/j.cnki.al.20183806.902.
[12] Okazaki Y.Development of low-cost manufacturing process and effects of adding small amounts of Ta, O, and N on the physical and mechanical properties of highly biocompatible Ti alloys. Mater.Trans.2019,60,1769-1778.doi:10.2320/matertrans.ME201917.
[13] 孙洪吉.激光增材制造纯钛样件中残余应力、组织及力学性能演变及其影响因素[D].长沙:湘潭大学,2019.Sun HJ. Evolution of residual stress, microstructure and mechanical properties of pure titanium samples manufactured by laser additive and its influencing factors[D].Changsha:Xiangtan University,2019.
[14] Iseri U, Ozkurt Z, Kazazoglu E. Shear bond strengths of veneering porcelain to cast, machined and laser-sintered titanium[J]. Dent Mater J,2011,30(3):274-280.doi:10.4012/dmj.2010-101
[15] 李瑶.3D 打印技术制作烤瓷冠金瓷结合性能的实验研究[D].贵州:西南医科大学,2017.Li Y.Experimental study on bonding properties of 3D printing porcelain crown[D].Guizhou:Southwest Medical University,2017.
[16] Antanasova M, Kocjan A, Kovač J, et al. Influence of thermo-mechanical cycling on porcelain bonding to cobalt-chromium and titanium dental alloys fabricated by casting, milling, and selective laser melting[J]. J Prosthodont Res. 2018, 62(2): 184-194. doi: 10.1016/j.jpor.2017.08.007.
[17] Li KC, Tran L, Prior DJ, et al. Porcelain bonding to novel Co-Cr alloys:Influence of interfacial reactions on phase stability,plasticity and adhesion[J]. Dent Mater, 2016, 32(12): 1504-1512. doi:10.1016/j.dental.2016.09.008.
[18] Tulga A. Effect of annealing procedure on the bonding of ceramic to cobalt-chromium alloys fabricated by rapid prototyping[J]. J Prosthet Dent, 2017, 119(4): 643-649. doi: 10.1016/j.prosdent.2017.05.009.
[19] Chakmakchi M,Eliades G,Zinelis S.Bonding agents of low fusing cpTi porcelains: elemental and morphological charaterization[J]. J Prosthodont Res, 2009, 53(4): 166-171. doi: 10.1016/j.jpor.2009.03.003.
[20] Zhou Y, Wen SF, Song B, et al. A novel titanium alloy manufactured by selective laser melting: microstructure, high temperature oxidation resistance[J]. Mater Des, 2016, 89:1199-1204. doi: 10.1016/j.matdes.2015.10.092.