基于上位机的层间角联锁织物用织机开口控制系统设计
2022-04-24陈小明张一帆谢军波姚天磊
陈小明, 李 皎, 张一帆, 谢军波, 姚天磊, 陈 利
(1. 天津工业大学 纺织科学与工程学院, 天津 300387; 2. 天津工业大学 先进纺织复合材料教育部重点实验室, 天津 300387; 3. 天津工业大学 机械工程学院, 天津 300387)
层间角联锁织物增强复合材料具有优异的层间和面内性能,已在航空航天、国家防御和轨道交通等高技术领域得到广泛应用[1]。针对层间角联锁织物的成形工艺,研制专用的、简单和低成本的层间角联锁织机具有重要现实意义。
开口机构是织机关键核心机构,国内外研究人员开展了较为广泛的研究。电磁提综是提花织机常用的开口方法:王勇[2]公开了一种新型提花织机专利,其主要采用上下电磁组件提综实现引纬开口;孙志宏等[3]发明了一种电磁控制的圆织机开口机构,可通过电磁铁控制综杆的升降;陈革等[4-5]提出了一种基于伺服控制电动机立体织机电子开口系统,简化了结构,提高了开口的灵活性,但是成本较高。针对气缸提综也有不少相应研究:有研究发明了一种气缸开口机构,通过气缸伸缩运动带动综框上下运动实现引纬开口[6];周骏彦等[7]提出了一种气缸提升综杆的圆织机提花机构,采用气缸顶升综杆,具有结构简单、体积小和成本低的优势。此外,已有研究开展了旋转多臂开口机构运动规律建模[8]。阳凯[9]提出了基于电子提花-串联气缸的织机开口装置,但其系统较为复杂。关于专用、简单、低成本织造层间角联锁织物的织机开口系统开发尚处于初级阶段,公开的研究报道还较少。
传统的综框提综织机受综框数量限制,难以实现组织结构较为复杂织物的织造。本文提出的气缸提综气缸数量相对较多,且可单独控制,以期满足具有复杂纱线运动规律的织物编织成形;提出基于气缸提综的织机开口控制系统的实现方法,以期实现不同织造工艺参数的开口控制程序间的高效切换,可应用于小批量、多品种层间角联锁织物的成形制造。
1 系统总体设计
1.1 层间角联锁织物及其织造原理
典型的层间角联锁织物结构主要包含衬经纱、接结纱和纬纱,如图1(a)所示。其织造过程包括:衬经纱和接结纱分层开口、引纬和打纬。本文提出了基于气缸提综的织机,重点研究衬经纱和接结纱开口控制系统,开口原理为:提综气缸牵引通丝,通丝带动综丝向上运动,从而带动穿过综眼的衬经纱和接结纱运动实现分层开口,如图1(b)所示。图中目板是用来保证通丝均匀分布,控制通丝排列顺序和上机幅宽。

图1 典型的层间角联锁织物组织结构 及其织造原理Fig.1 Typical interlayer angle interlocking fabric structure (a)and its weaving principle(b)
1.2 开口控制系统设计思路
不同的层间角联锁织物结构参数,需要对应不同的提综气缸的动作规律,准确控制提综气缸的运动是实现准确开口的关键。本文提出的基于上位机的织机控制系统组成如图2所示。主要包括计算机辅助制造(CAM)软件模块、可编程控制器(PLC)上位机通信软件、PLC硬件系统和PLC控制程序。首先,基于Python和QT Designer开发数据转换CAM软件模块,实现气缸动作信息(伸出或退回,即0或1)转化成PLC可识别的数据格式;其次,基于Visual Basic编写PLC上位机通信软件,实现气缸动作信息实时传送给PLC,实时监控生产过程并生成生产日志;最后,采用CX-ONE软件编写PLC控制程序,接收气缸的动作信息,实时控制各气缸伸出或退回。上位机和PLC数据交换采用RS232通信协议。
1.3 上位机通信系统设计
上位机通信系统包括工艺信息数据格式转换CAM软件模块和PLC上位机通信软件。本文系统采用欧姆龙自动化(中国)有限公司PLC控制器,上位机采用广州得丽珑计算机有限公司工控一体机,系统版本为WIN7 32位,用于运行工艺数据转换CAM软件、PLC通信软件和PLC编程软件。
1.3.1 数据格式转换CAM软件模块构建
欧姆龙PLC数据存储(DM)区的数据格式采用 4位十六进制数表示1组数据,气缸动作矩阵中的气缸0、1状态信息需转换成4位十六进制的数据格式。本文提出基于Python语言和QT-Designer,开发数据转换CAM软件模块,实现气缸0、1动作信息的数据格式转换。软件通过打开“气缸动作矩阵.xls”文件,计算Excel表格文件行、列数,并逐行逐单元格读取Excel单元格的数据,且在每个数据前面补充“000”数据位,构成4位数据位,然后写入到“PLC可识别的数据信息.txt”中,“气缸动作矩阵.xls”的一行数据对应“PLC可识别的数据信息.txt”的一行,文本文档每行的数据为每纬对应的360个气缸伸出或者退回的动作信息。
1.3.2 PLC上位机通信软件开发
本文基于VB6.0开发PLC上位机通信软件,通过该软件实现每纬气缸动作信息的实时传送和生产过程监控,软件的运行流程如图3所示。
具体运行流程为:1)启动软件,打开串口、设置通信参数,建立通信连接;2) 读取PLC程序运行状态、打纬计数、循环步数,打开“PLC可识别的数据信息.txt”文件;3)读取引纬步数,读取气缸动作信息,计算校验码;4) 基于串口通信和网络通信协议(FINS[10]) 发送指令的数据格式,将气缸动作信息写入PLC数据存储(DM)区;5)进入下一次循环扫描。
PLC采用的通信协议为Hostlink FINS[11],包括发送指令和响应接收,该协议允许每次发送数据最大值为540字节。本系统共有360个气缸,每次需要刷新360个气缸的输出(1)和输入状态(0),需要传送720字节,将分2次传输,分别写至DM区的D1-D360。
1.4 PLC控制系统设计
1.4.1 控制系统硬件设计
采用的PLC型号为Omron CJ2M,CPU型号为CPU13,输入和输出扩展模块分别为CJ1W-ID211(1单元)/CJ1W-OD211(24单元),共计 16个输入点,384个输出点,PLC控制系统硬件组成如图4所示。气缸型号为SMC CJ2B32-40,电磁阀为AirTAC 4V210,开关电源为MEAN WELL S-1000-24。

图4 PLC控制系统硬件组成Fig.4 Hardware composition of PLC control system
1.4.2 控制系统软件设计
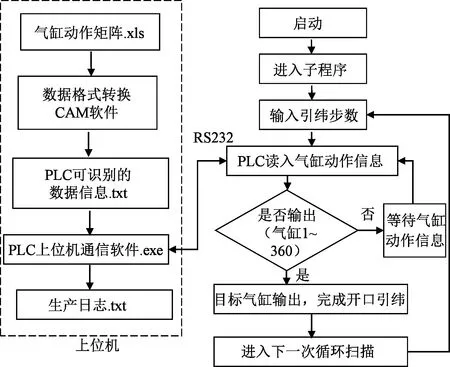
图5 程序控制流程图Fig.5 Running flow chart of program
控制系统实时读取气缸的动作信息,并存储至PLC的D1-D360数据存储区,D1-D360存储的值同0或1进行比较,等于1表示气缸输出,等于0表示气缸退回。采用欧姆龙CX-Programmer编写PLC控制程序,程序控制流程图如图5所示,具体为:1)基于“数据格式转换CAM软件模块”,将“气缸动作矩阵.xls”转换成为“PLC可识别的数据信息.txt”;2) PLC和上位机软件通过RS232串口进行通信,实时传送气缸的动作信息(1或0)至PLC的D1-D360数据存储区;3)进一步,PLC将D1-D360数据存储区的值与“1”进行比较,如果相等则气缸输出,实现引纬开口,然后进入下一次循环的扫描;4)同时,PLC上位机通信软件实时读取“引纬步数”和“打纬计数”,并写入“生产日志.txt”,方便生产管理。PLC具体的输入/输出(I/O)地址分配如表1所示。

表1 PLC I/O地址分配Tab.1 PLC I/O address assignment
2 实验验证
通过建立tihua.xls和tihua.txt文件进行控制系统可行性的实验验证,其中tihua.xls为气缸动作矩阵文件,tihua.txt为格式转换文件。气缸动作矩阵文件tihua.xls格式如图6所示。可知,运行数据格式转换CAM软件模块成功实现数据格式转换,把360个气缸的“1”和“0”数据信息转化成为四位数据位的“0001”和“0000”;同时,开启PLC上位机通信软件,如图7所示,引纬步数为第8纬,目标是实现气缸1~5输出。从图7中PLC的输出点信号灯看到气缸1~5已实现输出,PLC的通信信号灯闪烁,上位机通信软件成功实现对PLC的实时控制。

图6 数据格式转换CAM软件验证Fig.6 Verification of data format conversion of CAM software

图7 PLC上位机通信软件和PLC控制系统验证Fig.7 Verification of PLC upper computer communication software and control system
实验研究结果表明:本文开发的数据格式转换CAM软件模块和上位机通信软件可行,成功实现了气缸动作信息数据格式转换和对PLC的实时控制;同时,PLC上位机控制系统能够实现生产过程的实时监控,生成生产日志,方便生产管理。基于层间角联锁织物的织造工艺,用户只需要在Excel中建立气缸动作矩阵,通过该系统可方便实现对织机的开口自动控制。通过Excel编辑气缸动作矩阵文件,拷贝入上位机完成数据格式转换,即可上机织造。
同时,设计了层间角联锁平纹织物、斜纹织物和缎纹织物3种组织结构,工艺参数如表2所示。

表2 织物工艺参数Tab.2 Fabric process parameters 根/cm
采用T800HXC-12K碳纤维,利用本文所述的织机开口控制系统进行织造,制备的层间角联锁织物如图8所示。
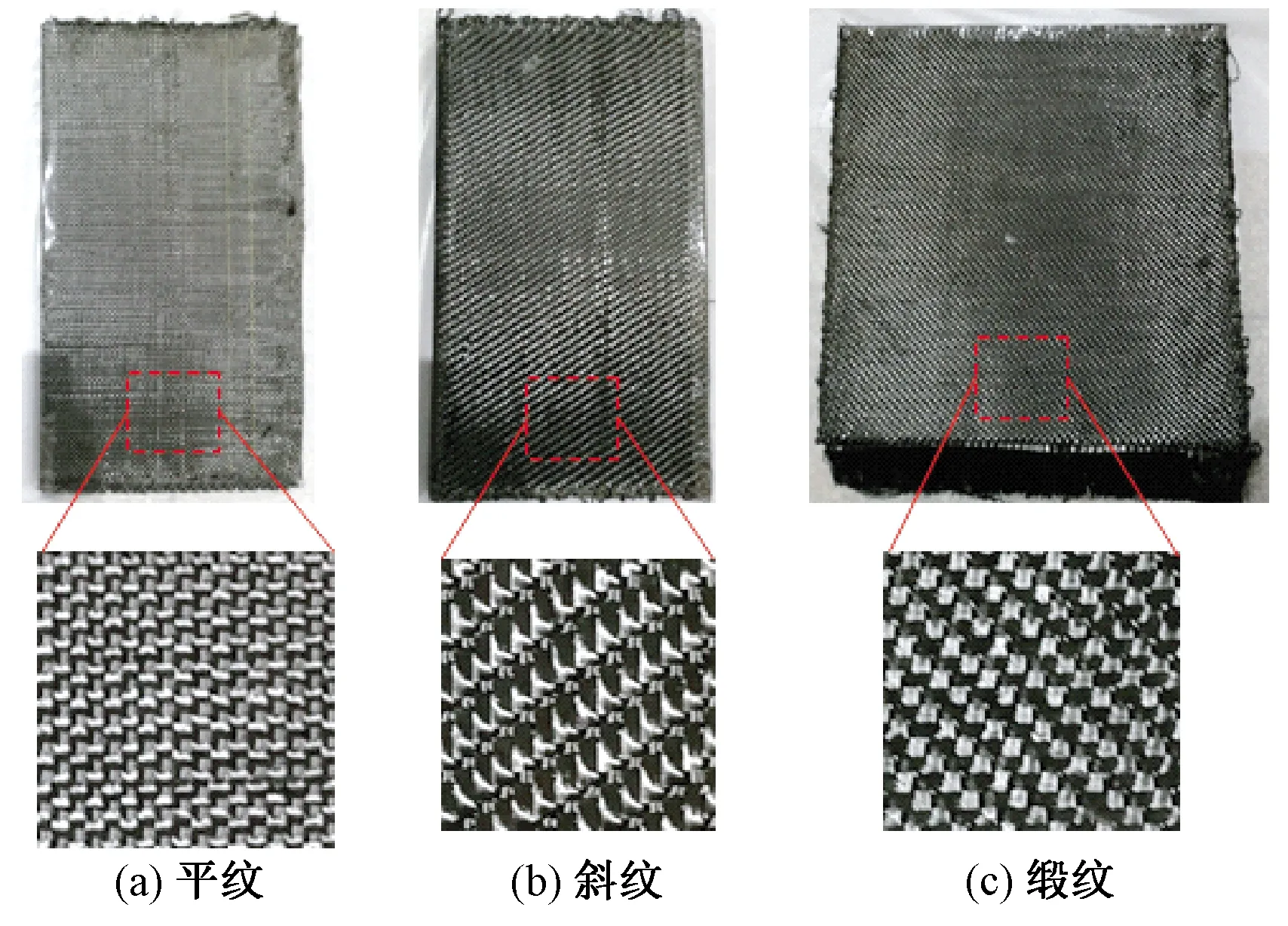
图8 不同组织结构的层间角联锁织物Fig.8 Interlayer angle interlocking fabrics of different structures. (a) Plain weave; (b) Twill; (c) Satin
织物幅宽为480 mm,厚度为21 mm,宽度分别为200、200和450 mm。研究结果表明,系统成功实现了平纹、斜纹和缎纹不同组织结构层间角联锁织物的织造,该开口控制系统可适应小批量、多品型层间角联锁织物的织造成型,具有通用性,灵活方便。
3 结 论
1)本文基于Python、QT-Designer和Visual Basic开发了基于上位机的织机开口控制系统,并通过实验验证了系统的可行性。研究发现本文开发的数据格式转换计算机辅助制造(CAM) 软件模块、上位机通信软件和可编辑控制器(PLC)控制系统可行,成功实现了气缸动作信息数据格式转换和对PLC的实时控制;同时,PLC上位机系统能够实时监控生产过程,生成生产日志,方便生产管理。
2)基于层间角联锁织物的织造工艺,用户只需要在Excel中建立气缸动作矩阵,通过该系统可方便实现对层间角联锁织机的开口自动控制。
3)采用本文所述的层间角联锁织机开口控制系统成功织造了层间角联锁平纹、斜纹和缎纹3种不同组织结构的织物,该系统方便用于小批量、多品型层间角联锁纤维织物的制备,系统通用,灵活方便。
