反应烧结制备碳化硅陶瓷及其性能研究
2022-04-21贺国旭曹测祥韩永军李伟利吴华涛
贺国旭 曹测祥 韩永军 田 刚 李伟利 吴华涛
1)平顶山学院化学与环境工程学院 河南平顶山467000
2)河南省中原古陶瓷研究重点实验室 河南平顶山467000
碳化硅是C—Si共价键相结合的一种化合物,具有良好的耐磨性和抗热震性,以及耐腐蚀性强,热导率高等优良性能,被广泛用于航空航天、机械制造、石油化工、金属冶炼以及电子行业,特别用于制作耐磨损部件和高温结构部件[1-7]。反应烧结碳化硅陶瓷是最早实现工业化生产的结构陶瓷之一[8]。传统反应烧结碳化硅陶瓷是以碳化硅粉和少量炭粉为原料,经高温渗硅反应烧结而成,烧结时间长,温度高,能耗大,成本高。随着反应烧结碳化硅技术的广泛应用,传统反应烧结碳化硅陶瓷满足不了工业上对碳化硅陶瓷形状复杂性的要求。
近年来,部分采用碳化硅纳米粉制备出烧结密度高,抗弯强度大的碳化硅陶瓷,极大提高了材料的力学性能[9]。但碳化硅纳米粉原料售价每吨在万元以上,生产成本过高,不利于规模化推广。在本工作中,以来源广泛的木质炭粉为碳源,微米碳化硅为骨料,采用注浆成型技术制备反应烧结碳化硅陶瓷素坯。这既可以免除碳化硅粉的预合成,降低碳化硅陶瓷的制备成本,又可制备大尺寸,形状复杂的薄壁制品,为反应烧结碳化硅陶瓷的性能改善及应用提供一定的参考。
1 试验
1.1 原料
试验原料有:d50=3.6μm的碳化硅,w(SiC)≥98%;d50=0.5μm的炭黑,w(C)≥99%;d50=10μm的石墨,w(C)≥99%;分散剂为聚乙烯吡咯烷酮K30(K值为27~33)和K90(K值为88~96);减水剂聚羧酸CE-64,脱模剂AO,去离子水。
1.2 试样制备
试验按表1配料,用电动搅拌器搅拌4 h,得到混合均匀的浆料。保持浆料黏度≤1 000 mPa·s,将混合浆料倒入准备好的石膏模具中浇注成型,静置2~3 min通过石膏模具脱水得到坯料。在阴凉处放置48 h后,将坯料从石膏模具中取出得到生坯,放置在真空干燥箱内于80℃烘干4~6 h,然后在马弗炉内800℃脱胶2 h得到素坯。选用炭黑、硅粉、氮化硼的质量比为1∶100∶2 000的混合粉作为包埋粉对素坯进行包埋,在1 720℃的烧结炉中烧结2 h,烧结完成后得到全细粉碳化硅陶瓷。

表1 配料组成Table 1 Formulations
1.3 性能检测
采用旋转黏度计测量室温下不同搅拌时间(1~5 h)的浆料黏度,根据国标GB/T 25995—2010测量试样素坯的体积密度,按GB/T 6569—2006检测1 720℃烧后试样的抗弯强度,试样大小为3 mm×4 mm×36 mm,跨距为30 mm,加载速度为0.5 mm·min-1[10-11]。用XRD和SEM分析1 720℃烧后试样的物相组成和微观结构。
2 结果与讨论
2.1 物理性能
2.1.1 搅拌时间对浆料黏度、素坯体积密度和显气孔率的影响
图1、图2分别示出了2#试样搅拌时间与浆料黏度的关系及搅拌时间与素坯体积密度和显气孔率的关系。

图1 2#试样搅拌时间与浆料黏度的关系Fig.1 Relationship between stirring time and viscosity of specimen 2#

图2 2#试样搅拌时间与素坯体积密度和显气孔率的关系Fig.2 Relationship between stirring time and bulk density/porosity of green bodies of specimen 2#
由图1可见,随着搅拌时间的增加,黏度下降,4 h时浆料黏度达到最低为721 mPa·s,然后趋于平缓。图2表明,2#试样素坯的体积密度最大为1.47 g·cm-3,显气孔率最低为32.4%。黏度越低则分散性越好,浆料分散得越均匀越有利于提高碳化硅陶瓷的性能。因此,制备全细粉碳化硅陶瓷所用的浆料黏度相对较低。由于搅拌时间不足会导致碳化硅细粉混合不均匀,搅拌时间过长会蒸发较多水分导致体系不稳定,不利于制备性能优良的全细粉碳化硅陶瓷材料。综上,混合浆料的最佳搅拌时间为4 h。
2.1.2 石墨对浆料黏度、素坯体积密度和显气孔率的影响
表2列出了添加石墨的2#试样与未加的6#试样浆料黏度、素坯体积密度和显气孔率。可以看出:添加石墨后浆料黏度降低,素坯体积密度增加,显气孔率减小。由于石墨具有润滑作用,降低浆料黏度,使得所制浆料分散均匀,增加全细粉碳化硅陶瓷的致密度。未添加石墨的浆料黏度大,分散性和稳定性差。因此,制备全细粉碳化硅陶瓷材料添加石墨是必要的。

表2 加入石墨的2#试样与未加的6#试样浆料黏度、素坯体积密度和显气孔率Table 2 Slurry viscosity,bulk density and porosity of green bodies before and after adding graphite
2.1.3 炭黑含量对素坯体积密度和显气孔率的影响
图3示出了不同炭黑添加量试样素坯的体积密度和显气孔率。由图3可知,2#试样素坯的体积密度最大,为1.47 g·cm-3;素坯显气孔率较小,为32.4%。但显气孔率不可太小,否则不易渗硅[12-14]。

图3 不同试样素坯的体积密度和显气孔率Fig.3 Bulk density and porosity of different green bodies
2.2 物相组成
图4为2#试样素坯、经过1 720℃烧后试样的XRD图谱。从图中可知,2#试样素坯中含有石墨、β-SiC,烧后的试样中含有Si、β-SiC以及α-SiC。这是由于高温烧后试样中有部分β-SiC转化成了α-SiC。由图中还可知,高温渗硅反应烧后的试样中多了Si组分,少了C组分。其原因是素坯用含Si粉的包埋,进行高温渗硅,实现反应烧结时Si与C反应生成SiC并填充了孔隙。

图4 2#试样烧结前后以及包埋粉的XRD图谱Fig.4 XRD patterns of specimen 2#before and after sintering and powder em bedding
2.3 显微结构
2.3.1 不同试样素坯的断口形貌
图5所示为不同试样素坯的断口形貌。从图5可以观察到有细碳化硅、石墨以及孔隙;其中,1#、4#、5#试样中直径大的片状物相对较多,孔隙多且分布不均匀,即颗粒大小分布不均匀,可能是制备浆料时混合不均匀导致分散不均匀,体系不稳定,进而制得的素坯致密度较小,气孔率较大。从微观形貌显示炭黑的最佳添加量为5.94%(w),即2#试样。
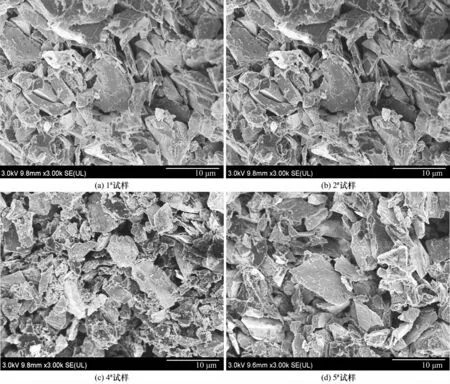
图5 不同试样素坯的断口形貌Fig.5 Fracture morphology of different green bodies
2.3.2 2#试样烧后的断口形貌
图6为2#试样经1 720℃烧后的断口形貌。可以看出:碳化硅颗粒紧密分布且较为均匀,基本无孔隙存在;碳化硅颗粒呈现长大趋势,这是由于高温作用造成的晶粒长大。图中还显示,有部分较小的碳化硅颗粒分布在原有的骨架碳化硅颗粒之间,这是反应烧结新生成的SiC。同时还有部分残余Si,这是素坯当中的空隙在烧结之后Si蒸气冷却后凝固残留的。这进一步验证了XRD测定的结果。残余Si的存在能填补原有的孔隙,减少应力集中现象。但由于Si的熔点较低,会影响制品的高温使用性能。烧后制品体积密度为3.02 g·cm-3,抗弯强度达到了580 MPa,比普通反应烧结碳化硅强度提高了一倍以上。

图6 2#试样烧后的断口形貌Fig.6 Fracture morphology of sintered specim en 2#
3 结论
(1)制备全细粉碳化硅陶瓷所用浆料的最佳搅拌时间为4 h。添加石墨后浆料黏度降低,素坯体积密度增加,显气孔率减小,增加了全细粉碳化硅陶瓷的致密度。
(2)制备全细粉碳化硅陶瓷时,炭黑的最佳添加量为5.94%(w)。
(3)烧后碳化硅颗粒紧密分布且较为均匀,基本无孔隙存在;碳化硅颗粒呈现长大趋势,烧后制品密度为3.02 g·cm-3,抗弯强度为580 MPa,全细粉制备的碳化硅陶瓷在力学强度和致密度上有较大提高。
