冲裁侧向力改善途径浅析
2022-04-21宁海涛雷自力密思斌李红良俎少伟一汽大众汽车有限公司天津分公司
整车覆盖件产品造型复杂,为满足加工角度常需采用斜楔冲裁。不同于正向冲裁的侧向力可通过对称布置的刃口、防侧导板等抵消,同一斜楔上的冲裁刃口绝大部分时候无法做到完全对称。受废料排放空间影响,斜楔冲裁的防侧导板通常也只能抵消斜面冲裁及斜刃冲裁产生的侧向力,切边间隙产生的侧向力还是会传递到斜楔滑块机构。随着生产数量的增加,经常导致斜楔导板、压板的不均匀磨损,在生产过程中产生大毛刺,影响制件表面质量,严重时影响自动化取件。但手推斜楔滑块检查刃口静态间隙时,却经常发现切边凸凹模间隙合理,刃口硬度正常,无明显磨损及崩刃现象。本文结合冲裁过程中模具受力的维度进行分析,从冲裁侧向力的产生原理上对切边间隙导致的侧向力进行分析,并提出针对性优化措施。
非标斜楔切边过程中的侧向力分析
典型非标斜楔侧切边的运动过程
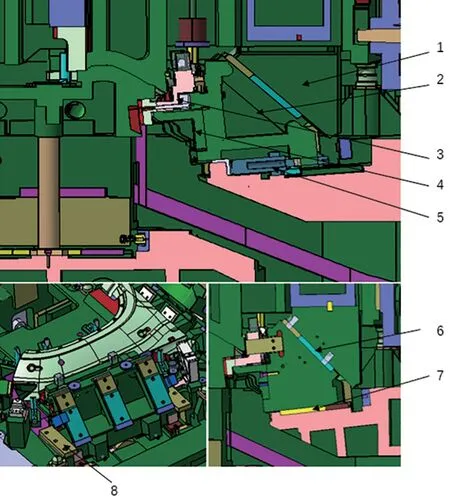
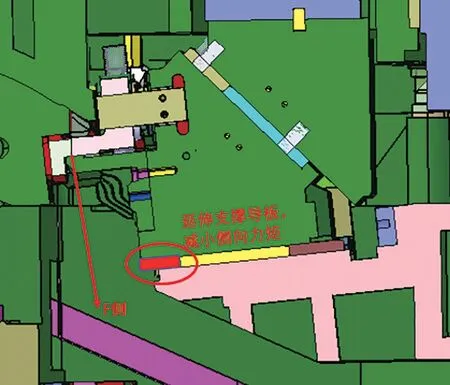
以某车型翼子板侧切边模具为例,图1为典型的侧楔切边机构剖视图,工作时,斜楔驱动块下行,通过驱动导板推动斜楔滑块向前运动,斜楔滑块底部的支撑导板,V形导板和斜楔压板对斜楔滑块的运动起约束和导向作用。斜楔回程氮气缸压缩。随着斜楔滑块的前行,斜楔压料板开始侧压料,侧切边镶块完成切边工作。之后斜楔滑块在回程氮气缸的作用下,回到初始位置。完成一个工作循环。
在斜楔驱动块和斜楔滑块接触时,斜楔滑块沿与接触面垂直的方向受驱动力F
作用,同时斜楔滑块向前运动时压缩回程氮气缸,斜楔滑块受到回程力F
,当继续前行至斜楔压料板开始工作后,斜楔压料氮气缸开始压缩,斜楔滑块收到压料氮气缸的反作用力F
(图2)。
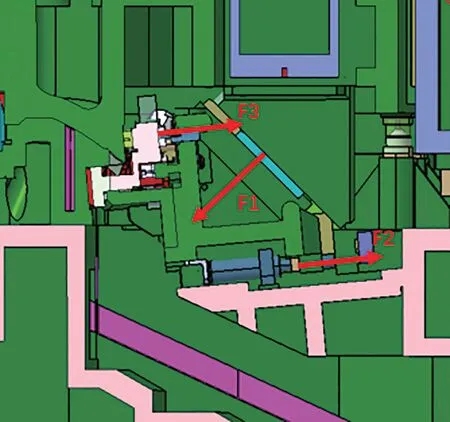
图2中F
和F
形成沿逆时针方向的旋转力矩,该力矩主要靠斜楔压板、支撑导板和V形导板来平衡。也是在切边开始前造成上述部件不均匀磨损的主要原因。侧压料力F
开始作用后,对该旋转力矩起到一定程度的平衡作用。
因此,避免回程氮气缸压力过大,增大斜楔驱动块和斜楔滑块的初始接触面积,使斜楔驱动块和斜楔滑块的初始接触位置尽量靠近F
作用线(减小旋转力矩),和选择适度的斜楔压料力F
(增大平衡力),均有助于减小上述旋转力矩,减轻斜楔压板和导板的不均匀磨损程度。
开始切边后的冲裁变形过程
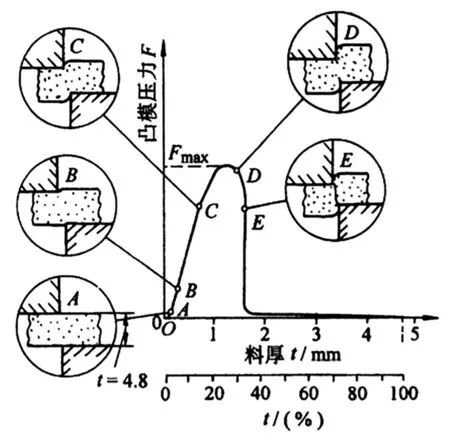
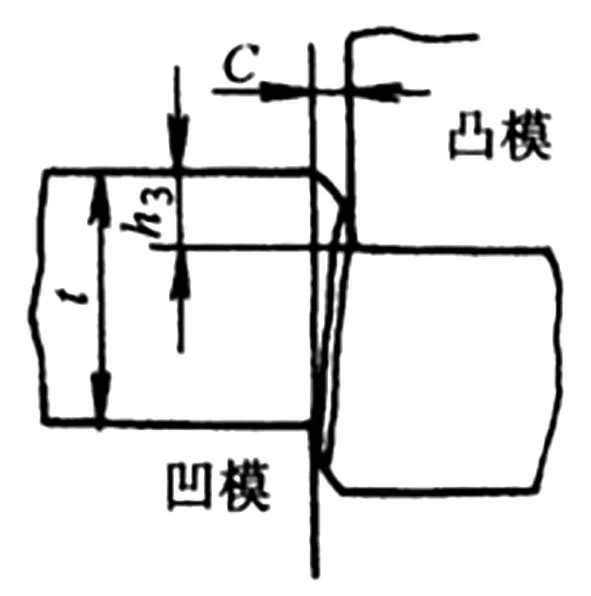
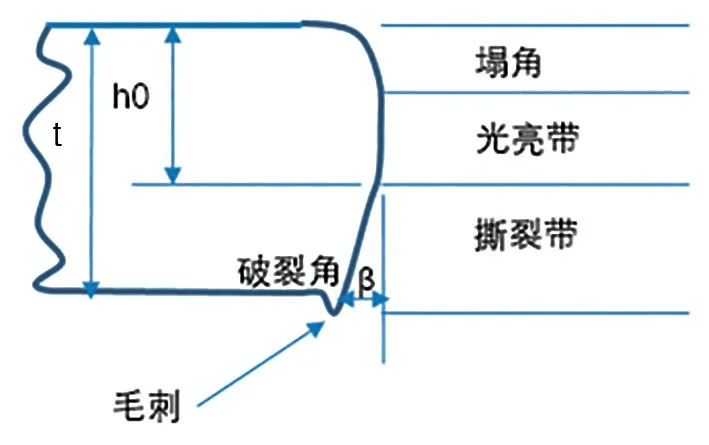
板料冲裁的变形过程分为弹性变形阶段、塑性变形阶段、断裂分离阶段三个阶段。在冲裁起始阶段,板料刚与上模刃口接触时产生弹性变形,受力状态如图3中O-C段曲线;当刃口对板料施加的力超过其屈服强度时,板料进入塑性变形阶段,此时板料与上模刃口接触边缘产生塌角,受力状态如图3中C-D段曲线;刃口切入板料一定深度时,板料靠近刃口处出现裂纹,进入断裂分离阶段。至上下模刃口附近产生的裂纹贯通时,板料完全分离。此阶段受力状态如图3中D-E段曲线。在曲线上的D位置,冲裁力达到最大值,此时板料受力状态如图4所示。
从表9的“假设方差相等”行读取数值,t值是-0.9166,Sig.(双侧)是双尾T检验的显著性概率0.4112,大于0.05。可以得出结论:直道与弯道的裂缝率无显著差异,这表明路面裂缝率应该与道路的曲直没有必然的联系。
冲裁过程中的受力分析及冲裁侧向力计算
δ%:冲裁间隙占料厚的百分比。

一般在斜楔切边中很难设置对称的刃口来实现侧向力自我平衡,同时为了保证废料下落空间,通常也难以在刀背处设置平衡刃口,但可以通过以下途径尝试减小切边侧向力。
t:板料厚度/mm;
一般冲裁情况下,破裂角β的值一般在4°~11°,但由于汽车冲压件的毛刺有严格的质量要求,对冲裁间隙控制比较严格,实际破裂角在一个更小的范围区间内。
而采用波浪刃口切边时,按大众标准39V-961规定,冲裁力波浪刃口高度差取H=1.5t
由田间调查表(1)可见,处理前期发苗较慢,6月15日和29日调查较对照低0.49cm和2.2cm;而7月11日调查看较对照高出21.1cm,说明后期长势强,说明与秸秆腐熟发挥肥效有关。另有通过对照与处理地上部植株干鲜重称量来看,对照6月15日和29日测鲜重和干重分别高于处理,鲜重高 13.2g和17.75g,干重高 0.29g和1.79g;而到 7月11日测量处理的干重和鲜重均高于对照;干重高0.4g,鲜重高1.8g。

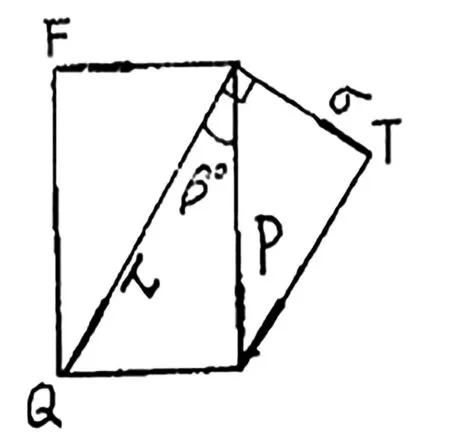
常见刃口断面形式及冲裁受力矢量合成情况如图5、图6所示。
在图3中受力曲线的D位置,即图5中上模切入板料的深度达到h
(板料靠近刃口处开始出现裂纹)时,图6中的正向冲裁力P以及刃口侧向挤压力F同时达到最大值。刃口受到的最大侧向力为F与T的合力。
王淦绪先生在《冲裁中材料受力分析》一文中阐述了破裂角、剪切挤入正向深度h
/t与刃口间隙百分比z/2t的关系,见公式3。
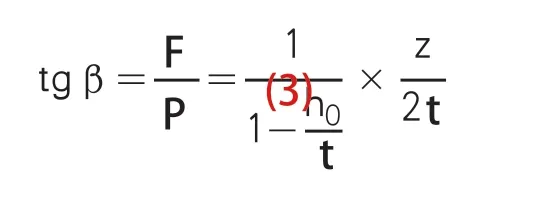
t:板料厚度;
z/2:单边料厚间隙;
τ
:最大剪切强度/MPa(对于常用汽车钢板,一般可近似取τ
=0.8σ
);
根据凸凹模受力平衡原理,王淦绪先生又推导出了最大侧向力计算公式,见公式(4)。

其次,经济发展水平能够影响基本公共服务水平。经济发展程度较高的城市,把主要资源投入经济发展,其基本公共服务水平未必很高。然而,经济发展水平较低的城市,其基本公共服务水平却普遍较低。在中国当今的社会经济发展体制下,经济发展水平较低的地方,往往会首先把主要资源投入经济发展,投入对经济增长拉动较大的项目中,而对于与GDP关系不大的民生类项目的投入则缺乏应有的动力。反过来说,经济发展水平较低的地区,财政收入也直接制约了各项基本公共服务财政支出的规模。

F:侧向力;
P:冲裁力;
在冲裁过程中,刃口作用下的材料受力状态较为复杂,由于冲裁间隙的存在,同时会产生正向冲裁力P,侧向冲裁力F和板料拉伸力T。
非标斜楔切边侧向力减小及平衡方法
减小斜楔切边侧向力的方法
L:切边长度/mm;
⑴减小冲裁力。
根据公式(4)~(5) ,切边间隙一定时,切边侧向力的大小和冲裁力大小成正比。因此,减小冲裁力可减小刃口所受侧向力。在工艺设计阶段减小同一斜楔上的切边长度和采用波浪刃口都是有效减小冲裁力的手段。
3)要判断 12∶00至14∶00 建筑的遮挡情况,需计算3个时刻(即 12∶00 、 13∶00和14∶00)的日照情况,近似模拟该时间段内的阴影范围,如果在这3个时刻都没有遮挡,则建筑间距满足日照要求。最后,通过分析阴影与建筑物的空间叠加关系,找出不符合日照标准的建筑物。
行政主楼景观: 行政主楼至学生公寓(一期)是校园的南北轴线,是贯穿校园的最长轴线且与图书馆轴线交叉,并有着良好的区位和气候条件,适宜塑造成为工师校园的绿化美化走廊,形成景观绿肺。
关于刃口最大侧向力的计算,相关文献研究较少,且说法不统一。一些文献中,规定了侧向力取冲裁力的1/3的估算方法;刘仲颖先生在《切边冲孔模设计标准》中提出了刃口间隙侧向力取冲裁力乘以单边冲裁间隙占料厚百分比的的工程算法;在公式3中代入0.7mm汽车钢板常用冲裁间隙及h
正常值范围后,再将β值代入公式4计算出的切边侧向力结果与刘仲颖先生提出的算法结果接近。而根据孙继刚先生在《冲压过程中的侧向力及其平衡》文中的分析,侧向力取冲裁力1/3更接近无压料板的情况下冲裁侧向力的算法。因此,在本文的研究中,采用刘仲颖先生提出的公式5的算法作为切边刃口侧向力的定量计算方法。
冲裁力本身与冲裁间隙无关,但同样根据公式(5),小的冲裁间隙可以减小侧向力分量。但冲裁间隙过小会导致双光亮带等副作用,甚至影响刃口的使用寿命,因此,通过冲裁间隙可实际减小的侧向力有限。
我们记忆的地图如同海星那样慢慢以过去为圆心,向我们的现在慢慢展开。过去与未来的关系是绘画的一个中心,也是一条用于凝视徐浡君(中国云南,1964年出生)作品的精确的轴,他的很多作品都是诞生于这种时间差中。这种时间差有时候像天象那样神秘,伴随着破坏性。而这种破坏性,即在创作中表现出来的这种破坏性,正是徐浡君的表现力所在。是他在路上的家,他跨越在国境线上的祖国。
⑵减小冲裁间隙。
⑶适当增加压边力,提升压料功能区着色率,保证压料板边缘距离刃口间隙不要过大。
根据岳学虎等人在《冲裁过程中压边力对冲裁质量的影响》一文中有限元分析的结果,一定程度上增大压边力,能有效减小塌角,一定程度上增加光亮带宽度,减小剪切角β的实际值,进而减小冲裁力在刃口侧向力上的分量[公式(4)];因此,提升压料板在切边压料功能区着色率,保证压料板与刃口间隙(即保证压边量),有助于减少侧切刃口所受侧向力。但压边力并非越大越好,当切边力大到一定程度时,板料在压边力作用下产生塑性流动,反而会增大塌角和剪切角。
平衡斜楔切边侧向力的方法
斜楔切边侧向力无法完全抵消,可考虑通过以下方式,在一定程度上平衡斜楔切边的侧向力,减少侧向力对模具寿命和冲压件质量的影响程度。
⑴加长斜楔滑块底部支撑面的长度,在保证排废料空间的前提下,使支撑点尽量靠近刃口所受侧向力的作用线。从而减小斜楔滑块所受切边侧向力的力矩(图7)。
⑵通过适当增加侧压料氮气缸的压力,通过加大压料力减小实际侧向力的同时,一定程度上平衡斜楔滑块受切边侧向力产生的力矩。
SLAM能同时达到全景影像与激光点云同步采集与匹配的目的,提高了城市地下空间三维数据的效率和精度,并能大幅降低数据采集与处理成本,广泛应用于城市地下综合管廊测量。
⑶保证斜楔压板和斜楔滑块底面的平行度,以及斜楔压板和斜楔滑块的导滑间隙。
斜楔压板是约束斜楔滑块受侧向力矩产生的主要部件,保证斜楔压板、导板、V形导板与斜楔滑块的间隙,可在很大程度上抵消切边侧向力产生的力矩,保证刃口动态间隙不会过分增大。根据陈华娟等人在《冲模斜楔机构的导向改进》一文中提到的试验结果,烧结型导板的耐磨性要远远高于普通的石墨铜导板。在非标斜楔中采用烧结型导板,有助于减少斜楔压板等部件的磨损程度,保证合理的导滑间隙及防侧性能。
SPOT5卫星遥感数据空间分辨率为5 m,具有大范围覆盖、高重访率、高分辨率、多光谱获取方式的优点,日覆盖范围达400万平方公里,将其用于地质灾害方面则可以清晰地解译出一般的地质灾害。但SPOT5卫星遥感数据也有其局限性,主要是地面分辨力低,成图比例尺偏小,不能满足工作区1∶1万的解译要求。航空像片分辨率高,影像清晰细致,反映的地物内容丰富,容易判读。
⑷加大波浪刃口高度差,做成局部先切入的形式。并在先切入位置刀背做防侧,通过此种方式抵消切边侧向力。
⑸当侧切刃口附近有型面时,可增大刃口附近的侧压料面积,通过型面来抵消侧向力。
1)教育资源互联互通、共同分享。智慧教育培养的人才不仅仅针对一般意义上的国家公民,而是针对全世界性质的公民,这就要求人们适应21世纪发展的需要,具有独特的全球视野以及创新思维能力。智慧的教学可根据实际需求,在全球信息化的背景下快速便捷地获取大量的优质教育资源,拓展教学内容,调整教学进度,从而实现动态的、灵活的、开放的课堂教学[2]。
结束语
⑴通过分析斜楔在开始切边前的运动过程和受力状态,提出了在斜楔运动起始阶段减少斜楔滑块所受旋转力矩,减轻斜楔导板和压板不均匀磨损的方法和途径。
⑵通过冲裁过程的受力分析,结合前人研究结论,对切边侧向力的计算方式进行了考证,找出更适合常用汽车外覆盖件切边侧向力的计算方法。并据此分析了减小切边侧向力的方法。
信用卡和PayPal是目前使用最广泛的国际网购支付方式,因此本课程应对信用卡的主要类型以及PayPal的交易流程做必要的讲授。另外对我国的国际支付宝、Money booker等几种国内外常用的第三方支付平台也应给予适当介绍。线下汇款则至少应增加西联汇款的内容。
⑶结合斜楔滑块在冲裁过程中受力情况,总结了平衡斜楔滑块所受侧向力矩的方法。
