汽车侧围加强板一体式门环结构的应用
2022-04-21黄伟男冯淑娟王丽丽吕进奇瑞商用车安徽有限公司
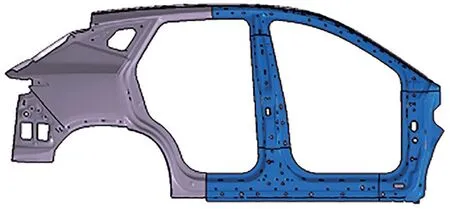
汽车侧围加强板一体式门环结构就是将汽车车身传统的A柱上加强板、A柱下加强板、B柱加强板和门槛加强板独立分件结构,设计成一体式的门环结构。这种一体式门环一般是通过创新的激光拼焊工艺形式,将不同厚度和不同强度的热成形钢板拼成一个环,再通过热成形工艺生产出最终的零件。一体式门环具有重量更轻、强度更高、材料利用率更高等优势,并且可以根据车型设计定义的需求,如对重量目标、碰撞性能目标、成本目标等进行个性化的定制,同时也具有提高材料利用率、降低前期模具投入、降低单车成本等优势。图1是一体式门环结构在汽车车身侧围系统中的位置示意图。
广州“好教育”的提出和推进,得益于一位有情怀的人,他就是今日广州教育的掌舵人与总设计师—市教育局局长屈哨兵。在广州教育发展的征途上,屈哨兵如同他的名字一样刚正、坚毅、有责任心,是一位恪尽职守的“哨兵”,他充分展现出了儒雅大方、幽默风趣的人格魅力,对教育功能、教育发展的深刻思考和独到见解,以及几十年投身教育事业、初心不改的教育情怀。
一体式门环行业应用现状
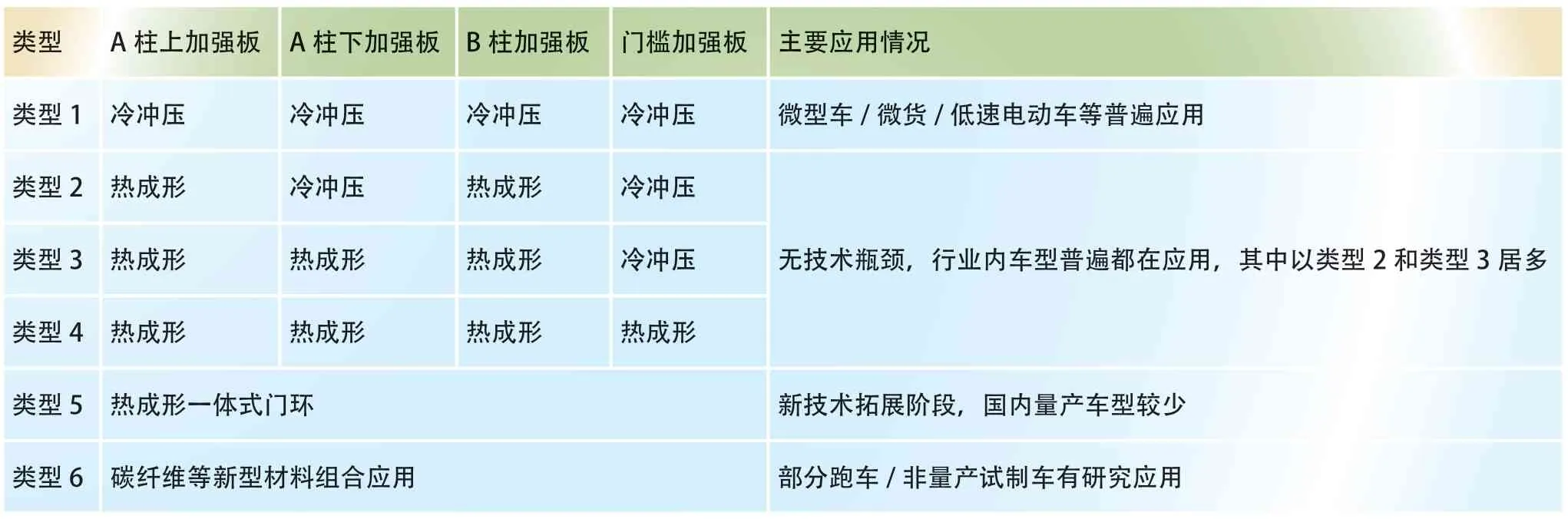
一体式门环属于汽车车身制造最困难的零部件之一,2014年本田讴歌MDX车型采用了世界上第一个热成形激光拼焊一体式门环结构,这也是世界上第一款量产热成形激光拼焊一体式门环。近年来,随着碰撞安全、车身轻量化要求的提升以及热成形工艺的发展成熟,一些新能源车企和自主品牌车企也在尝试借鉴采用,但真正做到成熟量产的极少。另一方面受性能目标定义、开发成本、工艺限制和质量控制等多方面因素影响,行业内汽车侧围加强板的构成存在着多种形式。表1是行业内汽车侧围加强板的主要设计类型和应用情况。
一体式门环和传统设计结构的比较
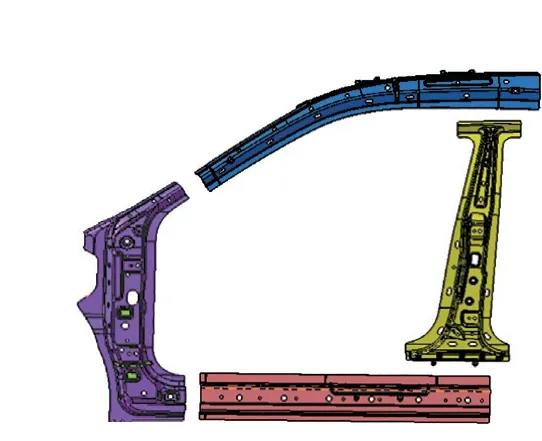
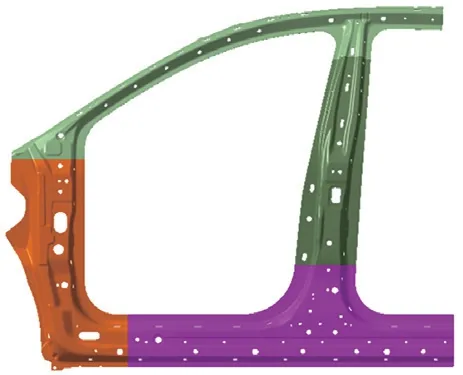
传统设计的分件在考虑分件合理的同时还要考虑分件的焊接搭配关系和结构,而一体式门环设计结构只要根据设计需要考虑拼焊的位置即可。所以一体式门环和传统设计结构形式在材料利用率、零件重量、成本等方面都存在着差异。图2是传统设计分件结构,图3是一体式门环设计结构。本文中提及的传统设计结构均以应用较广的表1中类型2为维度进行分析比较,也就是A柱上加强板和B柱加强板为热成形工艺,A柱下加强板和门槛加强板为冷冲压工艺。
这个建议可是结合了历史知识加现代营销,当然让老鸨吃惊。但这个法子只适用于明末,PS:各位想清穿宋穿的姐妹们注意,这点子放清朝宋朝都行不通。明末思想开放,人情豁达,大家闺秀不大端着,她们喜欢和名妓们交流诗歌畅谈文学,并不以为意,所以邀请她们参加才可能实现。而明末名妓较有思想,文学爱好者是成为名妓的基本条件。所以,这两个本该互相敌视的团体可以在某种条件下和谐相处,甚至惺惺相惜。
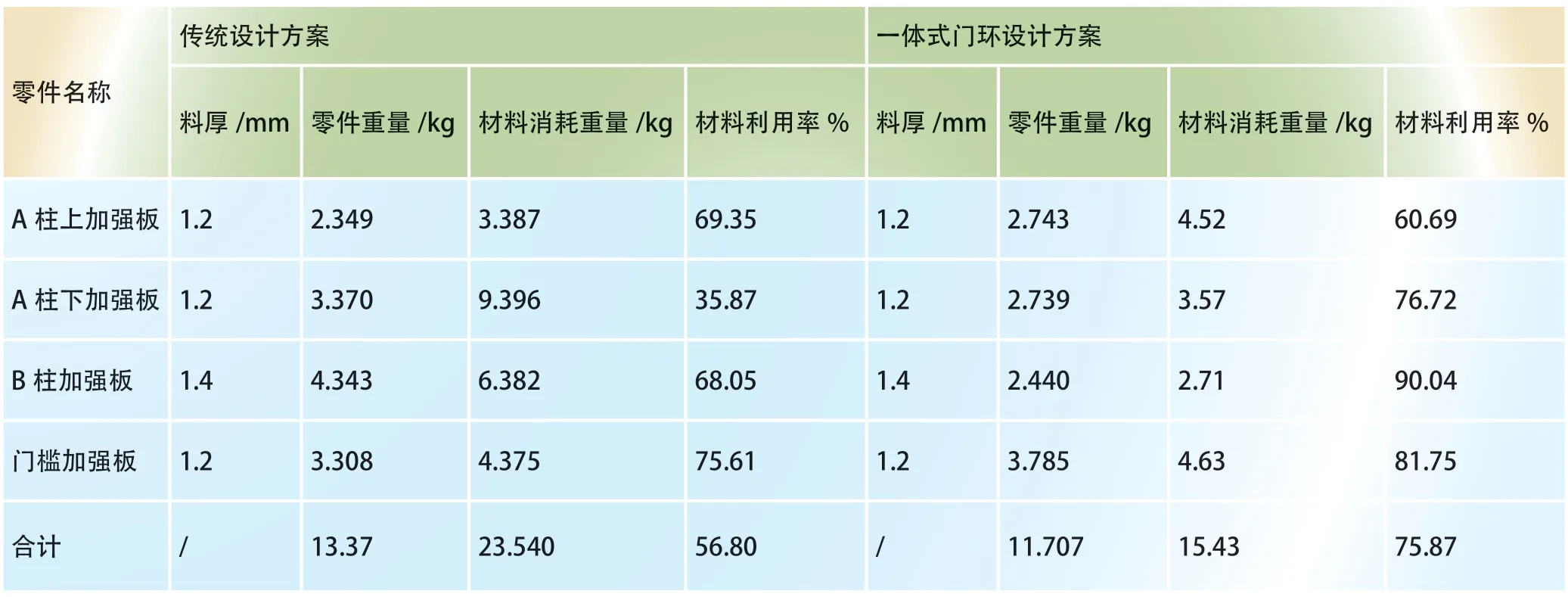
材料利用率和重量对比
首先,从思想文化因素上来看,一九七八年的中共十一届三中全会实现了政治、思想、文化的“拨乱反正”,这为“重写文学史”提供了较为缓和的政治生长氛围。这段时期中,文革路线被否定,一大批知识分子的政治地位得到平反,冤假错案逐渐浮出水面,改革开放的春风萌生了一系列的文学思潮,还提出了一系列具有重要价值意义的新问题。这些问题超出了文学史本身范围,显然涉及到了政治路线、思想路线等领域的变革,与意识形态有着更为紧密的联系。
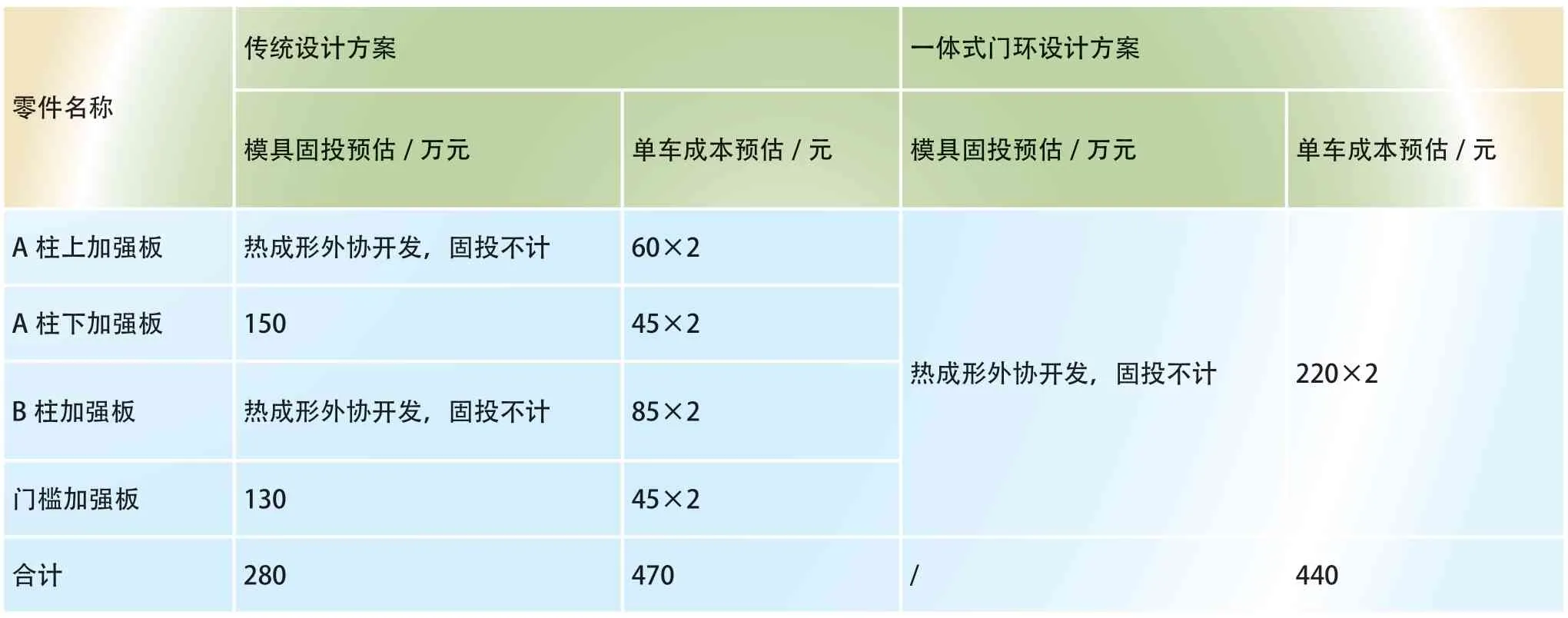
成本对比
表3是一体式门环和传统分件设计方案成本对比,通过比较我们发现,传统设计分件方案A柱下加强板和门槛加强板定为冷冲压开发,需要投入模具固投费用约280万元,而一体式门环热成形设计方案不需要主机厂投入模具固投费用,可为主机厂实现节省投资280万元。此外,传统设计方案左右件单车成本预估约470元,一体式门环设计方案单车成本预估440元,可实现单车成本下降30元。
焊接对比
一体式门环不需要再将A柱上加强板、A柱下加强板、B柱加强板和门槛加强板4个件进行焊接成总成进行装配,而是供货状态就是个整体结构,可以为主机厂节省部分夹具开发费用。此外,经过比较还可以发现,一体式门环设计结构较传统分件结构形式减少约60个焊点,单车可实现降本约12元,还可以实现节省60秒焊接的工时,至少可以减少焊接工位人员投入4人,不仅有效提高了生产效率,也大大减轻了汽车主机厂的人员投入。
一体式门环的制造工艺
一体式门环工艺流程
念蓉坐下来,拾起筷子。尽管她不再追问,尽管楚墨的回答仍然干净利索,但念蓉能够感觉他有些招架不住了。老实说楚墨的菜烧得色香味俱全,念蓉曾经在半烟面前吹嘘说,楚墨完全可以去酒店当大厨。然而今天,她把“色香味俱全”的菜吃得味同嚼蜡。

一体式门环的工艺过程特点
裸板热成形材料即原材料表面没有镀层,大多钢厂均可实现稳定量产。但裸板热成形从激光拼焊到涂装防腐、抛丸等制造过程难度更大。裸板激光拼焊一般有无填丝激光拼焊和有填丝激光拼焊2种工艺,无填丝焊进行等厚板焊接时,由于局部熔体损失导致焊缝轻微凹陷,易出现拉深沿焊缝位置断裂,而有填丝焊工艺则不存在此问题。裸板热成形门环板料由于表面无铝硅镀层,摩擦系数加大,零件冲压易在减薄率大的位置出现开裂,此外裸板门环板料冲压还存在粘模现象,容易出现出件困难导致冲压不连续。热成形件只开一序成形模,冲孔和修边是通过激光切割实现的,一体式门环也同样如此,由于需要切割的地方特别多,所以激光切割的产能很重要,在零件开发前要进行充分评估。
热成形一体式门环的原材料一般分为22MnB5裸板和铝硅镀层两种,铝硅镀层热成形材料可有效避免热冲压过程的表面氧化,避免增加抛丸工序及抛丸工序对零件精度的影响,同时具有优异的防腐性能。但铝硅热成形门环板料价格较高且有专利保护,因此当前国内正在研究推进的主要为裸板热成形材料。
一体式门环热成形工艺和其他热成形零件的工艺流程基本一致,同样是将硼钢钢板(初始强度为500~700MPa)加热至奥氏体化状态(加热温度一般为890~950℃,并保持一定时间),然后快速转移到模具中高速冲压成形,在保证一定压力的情况下,制件在模具本体中以大于27℃/s的冷却速度进行淬火处理,保压淬火一段时间,以获得具有均匀马氏体组织的超高强钢零件。其中关键工艺过程是加热、冲压,加热过程直接影响到高强度钢板的冲压性能,冲压过程中伴随的淬火则对零件强度的提高起到决定性的作用,工艺流程如图4。
传统设计结构尽管采用了合理的分件形式,但因工艺补充需要,材料利用率受限较多,一般只能达到56.8%左右,而一体式门环通过合理的拼焊位置定义和合理的排样,材料利用率可达75.87%。表2为一体式门环和传统设计方案材料利用率和重量对比,可以看出,传统设计方案零件重量为13.37kg,一体式门环设计方案零件重量仅为11.71kg,左右对称设计后,一体式门环可以实现单车减重:(13.37kg-11.71kg)×2=3.32kg,零件减重率约12.4%,在当前材料成本上涨,汽车轻量化、节能减排和安全性要求日益提高等大环境下,一体式门环的开发应用具有重要意义。
抛丸是冷处理的过程,分为抛丸清理和抛丸强化,抛丸清理是为了去除表面氧化皮等杂质提高外观质量,抛丸强化就是利用高速运动的弹丸流连续冲击被强化零件表面,迫使其表面在循环性变形过程中:显微组织结构发生改性;非均匀的塑变外表层引入残余压应力,内表层产生残余拉应力;外表面粗糙度发生变化,从而提高零件的疲劳断裂抗力,防止疲劳失效,提高疲劳寿命。
一体式门环的零件质量
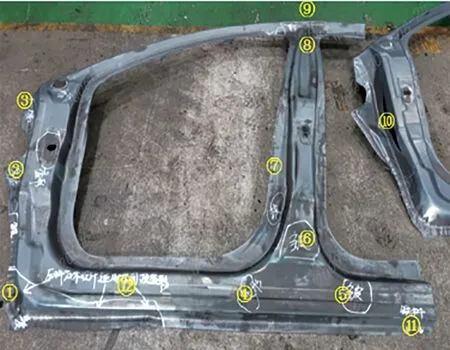
一体式门环常见质量缺陷
一体式门环常见的质量缺陷主要有起皱、缺料、开裂、压伤、面不平等,图5是一体式门环常见质量缺陷问题,也是我们在首轮调试生产中的零件状态,其中,图示中序号①~⑦为起皱,序号⑧为压伤,序号⑨为面不平,序号⑩为开裂,序号⑪为缺料。在质量提升过程中,我们发现首轮调试时,模具型面加工粗糙、抛光不彻底,模具型面研合率低,板料定位不良等,经过几轮的调试提升后,不仅有效消除了以上缺陷问题,且经过蓝光扫描检测,零件合格率达到了92%,达到设计定义目标,满足装车需求。
一体式门环设计阶段的注意事项
一体式门环热成形过程中板料处于高温状态,强度低、塑性好,但坯料与模具之间的摩擦系数达到0.5,明显高于冷冲压状态,为保证成形质量,防止开裂和起皱缺陷的产生,模具的上下模压料板之间采用弹性对顶方式来成形,一般其对顶压力不超过10吨,压料板的浮料高度不超过100mm。另一方面为了避免出现开裂现象保证零件后期生产的一致性,设计阶段需做好CAE模拟,CAE模拟下的变薄率一般不超过15%,为了避免出现起皱和叠料现象,CAE模拟下的增厚率一般控制在5%以内。
结束语
通过介绍我们可以看出侧围加强板一体式门环结构不仅能实现汽车车身的减重,并且在提高材料利用率、降低单车成本、减少焊装前期投入、提高焊装生产效率等方面也具有明显的优势。在当前材料成本上涨,汽车轻量化、节能减排和碰撞安全日益提高等大环境下,侧围加强板一体式门环结构的应用是一种发展趋势,但国内模具厂缺少批量制造和生产一体式门环的经验,很多开发还处于和主机厂合作探索阶段,但随着工艺的发展和新型材料的应用,一体式门环的应用会越来越普遍。
